


Введение
Переход России к рыночной экономике обусловил высокие требования в отношении качества изделий, уровень которого в основном определяет их конкурентоспособность на внутреннем и международном рынках.
Качественные показатели современных изделий приборостроения и машиностроения в значительной степени зависят от требуемой точности изготовления, соответствия требуемым параметрам и характеристикам их отдельных составных частей: элементов, деталей, узлов.
Конструкторская и технологическая документация в основном представляет собой чертежи и технологические карты, на которых дается изображение деталей и сборочных единиц с целым рядом указаний к процессу обработки и сборки. Большинство этих указаний направлено на ограничение погрешностей, возникающих при обработке и сборке деталей. Причин возникновения погрешности много: неточность оборудования, приспособлений, инструмента; неоднородность заготовок для деталей по размерам, форме, твердости, механическим свойствам; неточности установок и закрепления заготовок в приспособлении, режущих инструментов и обрабатываемых изделий; несоблюдение установленных режимов обработки (скоростей, подач, глубин резанья и др.); вибрации фундамента оборудования и т.д.
Учесть все погрешности практически невозможно.поэтому проблема правильного и обоснованного нормирования точности параметров кинематических пар и цепей является особенно актуальной.
Всякое необоснованное назначение допусков приводит к удорожанию производства. Например, излишнее ужесточение допусков вызывает потребность в более точном оборудовании, оснастки и приводит к увеличению длительности изготовления деталей; чрезмерное же расширение допусков ведет к большому количеству пригоночных и доводочных работ при сборке, что увеличивает трудоемкость и себестоимость изготовления изделий.
В процессе конструирования изделий необходим всесторонний анализ влияния входных точностных параметров изделия на его функциональные характеристики с учетом технико-экономических показателей, так как точность выходного параметра механизма, прибора или машины определяется точностью изготовления и сборки отдельных его звеньев.
1. Анализ устройства и принципа действия сборочной единицы
Сборочная единица состоит из корпуса (1), в который установлен на подшипники (4) вал (3). Для ограничения осевого перемещения подшипников (4) в корпус (1) установлены крышки (5), и (14), имеющие посадку с зазором, кроме того на валу имеются втулки (6) и (13). Между валом и втулкой, исходя из условия работоспособности, должен быть предусмотрен зазор не мене 20 мкм, следовательно, втулки имеют также посадку с зазором. Внутри корпуса (1) на валу установлено сборное зубчатое колесо. Ступица (2) зубатого колеса передает вращение от вала при помощи шлицов. Венец (12) запрессовывается на ступицу (2) и имеет посадку с натягом. Для ограничения осевого перемещения зубчатого колеса на вал установлена втулка (8), которая также как и втулки (6) и (13) имеет посадку с зазором. Крышки подшипников (4) для удобства сборки и разборки крепятся на четырех винтах к корпусу (1). Вне корпуса (1) на вал (3) установлены зубчатые колеса (7) и (11), передающие вращение при помощи шпонок. Для них принимаем переходную посадку. Для ограничения осевого перемещения этих колес предусмотрена крышка (9), которая крепится к валу (3) двумя винтами (15).
При конструировании очень важно правильно выбрать соответствующие допуски сопрягаемых деталей, правильно назначить квалитет, поскольку он определяет и качественные и экономические показатели деталей.
С уменьшением квалитета повышается качество и цена. Поэтому следует назначать квалитет который при наименьших затратах обеспечит заданную работоспособность продукции.
Квалитеты 6 и 7 используются для ответственных соединений в механизмах, где к посадкам предъявляют высокие требования в отношении определения определенности зазоров и натягов для обеспечения высокой точности перемещений, плавного хода, механической прочности деталей, а также высокой точности их центрирования и сборки.
Квалитеты 8 и 9 для посадок, обеспечивающих выполнение деталями определенных служебных функций при относительно невысоких требованиях к однородности зазоров или натягов и для посадок, обеспечивающих среднюю точность сборки.
Требования к шероховатости поверхностей деталей следует устанавливать, исходя из функционального назначения поверхности, для обеспечения заданного качества изделия.
2. Расчет и выбор стандартной посадки подшипников качения
Исходные данные:
D = 110 мм – номинальный диаметр внешнего кольца;
d = 50 мм – номинальный диаметр внутреннего кольца;
B = 27 мм – ширина подшипника;
r = 3,0 мм – радиус скругления торцов;
R = 25 кН – радиальная реакция опоры;
Нагрузка ударная, перегрузка 120%;
Класс точности 0.
2.1 Определение вида нагружения колец подшипника из таблицы E.1 [1]. Т.к. направление радиальной нагрузки постоянное и вращается внутреннее кольцо, то внутреннее кольцо циркуляционно нагруженное, а внешнее местно нагружено.
2.2. Выбор класса точности и определение полей допусков колец подшипника.
Класс точности подшипника 0.
Поле допуска внутреннего кольца подшипника L0.
Согласно таблице 4.70 [3] определяем предельные отклонения внутреннего кольца подшипника. Для номинального диаметра d=50 мм верхнее отклонение ES=0, нижнее EI=-12 мкм.
Имеем внутреннее кольцо:
Ø50L0(-0,012)
Поле допуска наружного кольца l0 согласно таблице 4.72 [3]. Определяем предельные отклонения наружного диаметра D=110 мм.
верхнее отклонение es = 0
нижнее отклонение ei = -20 мкм
Имеем наружное кольцо:
Ø110l0(-0,02)
2.3 Назначение поля допуска на поверхность детали, сопряженную с местнонагруженным кольцом.
Согласно таблице 4.78 [2] выбираем поле допуска для отверстия корпуса под подшипник качения с местнонагруженным кольцом Н7.
Имеем отверстие корпуса
Ø110Н7 .
.
2.4 Расчет интенсивности радиальной нагрузки, циркуляционно-нагруженного кольца подшипника.

где R – радиальная реакция радиально-нагруженного подшипника, Н;
 –рабочая
ширина посадочного места, м;
–рабочая
ширина посадочного места, м;

 –динамический
коэффициент посадки зависящий от
перегрузки с умеренными толчками и
вибрацией. При умеренных толчках и
ударах, перегрузке до 150%
–динамический
коэффициент посадки зависящий от
перегрузки с умеренными толчками и
вибрацией. При умеренных толчках и
ударах, перегрузке до 150%
 =1;
=1;
 –коэффициент,
учитывающий степень ослабления
посадочного натяга при полом вале или
тонкостенном корпусе (при сплошном вале
–коэффициент,
учитывающий степень ослабления
посадочного натяга при полом вале или
тонкостенном корпусе (при сплошном вале
 =1);
=1);
 –коэффициент,
неравномерности распределения радиальной
нагрузки R
между рядами роликов в двухрядных
конических роликоподшипников или между
сдвоенными шарикоподшипниках при
наличии осевой нагрузки на опору (для
подшипников с одним рядом принимаем
–коэффициент,
неравномерности распределения радиальной
нагрузки R
между рядами роликов в двухрядных
конических роликоподшипников или между
сдвоенными шарикоподшипниках при
наличии осевой нагрузки на опору (для
подшипников с одним рядом принимаем
 =1).
=1).
По рассчитанному значению интенсивности радиальной нагрузки выбираем поле допуска вала.
Поле допуска вала определяем по таблице 4.82[1] для внутреннего кольца подшипника d = 50 мм, поле допуска вала соответствующее расчетной радиальной нагрузке k6.
Имеем поле допуска вала:

2.5 Определение точностных характеристик сопрягаемых деталей.
Соединение наружное кольцо подшипника – отверстия корпуса:

2.5.1 Определение точностных характеристик отверстия корпуса.


Результаты расчетов представлены в таблице 2.1
2.5.2
Определение точностных характеристик
внешнего кольца подшипника


Таблица 2.1 - Точностные характеристики сопрягаемых деталей
|
Обозначения |
Номинальный размер, мм |
Точностные характеристики, мкм |
Предельные размеры, мм | ||||
|
ES(es) |
EI(ei) |
TD(Td) |
Dmin(dmin) |
Dmax(dmax) | |||
|
|
110 |
+35 |
0 |
35 |
110 |
110.035 | |
|
|
110 |
0 |
-20 |
20 |
109.98 |
110 | |


2.5.3
Определение точностных характеристик
внутреннего кольца подшипника


Результаты расчетов представлены в таблице 2.2
Определение
точностных характеристик вала


Результаты расчетов представлены в таблице 2.2
Таблица 2.2 - Точностные характеристики сопрягаемых деталей
|
Обозначения |
Номинальный размер, мм |
Точностные характеристики, мкм |
Предельные размеры, мм | ||||
|
ES(es) |
EI(ei) |
TD(Td) |
Dmin(dmin) |
Dmax(dmax) | |||
|
|
50 |
0 |
-12 |
12 |
49,988 |
50 | |
|
|
50 |
+18 |
2 |
16 |
50.002 |
50,018 | |


2.6 Определение точностных характеристик соединений.
2.6.1 Определение точностных характеристик соединения:


Результаты расчетов представлены в таблице 2.3
Таблица
2.3 Точностные характеристики соединения

|
Обозначение соединения |
Вид посадки |
Точностные характеристики, мкм | |||
|
|
|
|
| ||
|
|
С зазором |
0 |
37 |
18,5 |
37 |





2.6.2
Определение точностных характеристик
соединения



Результаты расчетов представлены в таблице 2.4.
Таблица2.4
Точностные характеристики соединения

|
Обозначение соединения |
Вид посадки |
Точностные характеристики, мкм | |||
|
|
|
|
| ||
|
|
Переходная |
30 |
-2 |
16 |
28 |





2.6.3 Расчет допустимого натяга
Выбранная посадка проверяется во избежание разрыва колец подшипника, максимальный натяг не должен превышать значения натяга допустимого прочностью кольца.
 ,
,
где,
 – диаметр соответствующего кольца
подшипника, м;
– диаметр соответствующего кольца
подшипника, м;
 -
допустимое напряжение при растяжении;
-
допустимое напряжение при растяжении;
 -
коэффициент, зависящий от серии
подшипников,
-
коэффициент, зависящий от серии
подшипников,
 =2,3.
=2,3.

 ,
следовательно, условие выполнено.
,
следовательно, условие выполнено.
2.6 Схема расположения полей допусков сопряжений подшипника
Схема расположения полей допусков сопряжений подшипника представлена на рисунке 2.1.

Рисунок 2.1 - Схема расположения полей допусков сопряжений подшипника.
3.Проанализировать
назначения и условия работы цилиндрического
соединения. деталей 3-13
 =40
мм .
=40
мм .
Исходя из условий работы деталей 3-13, целесообразно использовать посадку с зазором в системе вала:

3.1 Определение точностных характеристик сопрягаемых деталей.
3.1.1 Точностные характеристики отверстий


Результаты расчетов заносим в таблицу 3.1.
3.1.2 Точностные характеристики вала


Результаты расчетов заносим в таблицу 3.1.
Таблица 3.1 - Точностные характеристики сопрягаемых деталей
|
Обозначения |
Номинальный размер, мм |
Точностные характеристики, мкм |
Предельные размеры, мм | ||||
|
ES(es) |
EI(ei) |
TD(Td) |
Dmin(dmin) |
Dmax(dmax) | |||
|
|
40 |
64 |
25 |
39 |
40,025 |
40,064 | |
|
|
40 |
0 |
16 |
16 |
39,984 |
40 | |


3.2 Определение точностных характеристик соединения
Для
соединения
 определим:
определим:

Результаты расчетов заносим в таблицу 3.2.
Таблица 3.2 - Точностные характеристики соединения
|
Обозначения |
Вид посадки |
Точностные характеристики соединения, мкм | |||
|
|
|
|
| ||
|
|
С зазором |
80 |
25 |
52,5 |
55 |





3.3 Схема расположения полей допусков соединения
Схема расположения полей допусков соединения представлена на рисунке 3.1.

Рис. 3.1 Схема расположения полей допусков соединения.
4.
Проанализировать назначение и условие
работы цилиндрического соединения
деталей 3-11
 =40 мм.
=40 мм.
Исходя из условий работы данного соединения, целесообразно использовать переходную посадку с гарантированным зазором в системе вала:

4.1 Определение точностных характеристик сопрягаемых деталей.
4.1.1 Точностные характеристики отверстий


Результаты расчетов заносим в таблицу 4.1.
4.1.2 Точностные характеристики вала


Результаты расчетов заносим в таблицу 4.1.
Таблица 4.1 - Точностные характеристики сопрягаемых деталей
|
Обозначения |
Номинальный размер, мм |
Точностные характеристики, мкм |
Предельные размеры, мм | ||||
|
ES(es) |
EI(ei) |
TD(Td) |
Dmin(dmin) |
Dmax(dmax) | |||
|
|
40 |
+15 |
+6 |
9 |
40,015 |
40,006 | |
|
|
40 |
0 |
-16 |
16 |
39,984 |
40 | |


4.2 Определение точностных характеристик соединения
Для
соединения
 определим:
определим:


Результаты расчетов заносим в таблицу 4.2.
Таблица 4.2 - Точностные характеристики соединения
|
Обозначения |
Вид посадки |
Точностные характеристики соединения, мкм | |||
|
|
|
|
| ||
|
|
переходная |
31 |
-6 |
-12.5 |
25 |





4.3 Схема расположения полей допусков соединения
Схема расположения полей допусков соединения представлена на рисунке 4.1.
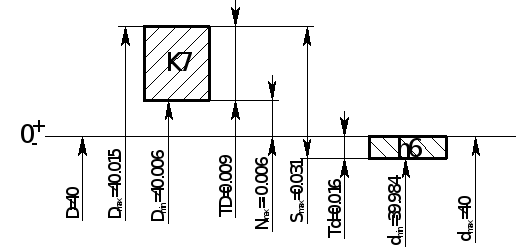
Рис 4.1 Схема расположения полей допусков соединения