

3.3 Контрольное приспособление для контроля взаимного расположения отверстий
3.3.1 Описание конструкции контрольного приспособления
Технические измерения в условиях машиностроительного производства должны оценивать качество деталей, собранных узлов и машин.
Основным назначением технических измерений является обеспечение взаимозаменяемости и предупреждение брака.
В данном дипломном проекте было разработано контрольное приспособление для определения взаимного расположения четырех отверстий М4. Сборочный чертеж приспособления изображен в графической части на чертеже ТПЖА.401511.012 СБ.
При проверке приспособление устанавливается на деталь по посадочному диаметру 52,005-0,004 в базовое отверстие детали. Затем по очереди вкручивают калибры резьбовые в контролируемые отверстия. Контролируемая деталь считается годной, если риска на поверхности калибра совместится с верхним торцом втулки.
Точностной расчет контрольного приспособления
Расчет на точность контрольного приспособления сводится к расчету проходного калибра для данных диаметров.
Исходные данные: М4-7Н; Тр=0,1мм – позиционный допуск поверхности изделия в диаметральном выражении; F=9 мкм – основное отклонение; Н=4 мкм – допуск на изготовление; W=4 мкм – величина износа;
Предельные размеры измерительных элементов калибра определяются по следующим формулам.
Наибольший предельный размер измерительного элемента нового калибра рассчитывается по формуле:
 (3.7)
(3.7)

Наименьший предельный размер измерительного элемента нового калибра рассчитывается по формуле:
 (3.8)
(3.8)

Размер
предельно изношенного измерительного
элемента калибра определяется по
формуле:
 (3.9)
(3.9)

Схемы расположения полей допусков измерительных элементов калибра представлены на рисунке 3.11
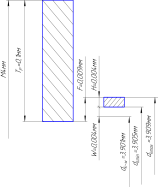
Рисунок 3.11 – Схемы расположения полей допусков измерительных
элементов калибра
ЗАКЛЮЧЕНИЕ
В результате выполнения магистерской работы был разработан технологический процесс изготовления детали «Корпус», а также приспособления для станка с ЧПУ, контрольное приспособление, были
выполнены необходимые конструкторские расчеты на точность и необходимое усилие зажима с выбором нужного диаметра пневмоцилиндров.
Использование систем автоматизированного проектирования для создания станочной оснастки является необходимым шагом на пути технического прогресса. Использование CAD/CAM систем для решения конструкторских, технологических, и других задач хоть и требует материального (для покупки и установки программного пакета, например) и временного вложений (на освоение программы),но хорошо окупает себя, так как во много раз снижает временные затраты на проектирование и подготовку производства нового изделия, документирование и при решении многих других задач; а также облегчает работу с библиотеками (банками данных) уже существующих приспособлений; спецификациями.