

3.2.2 Приспособление станочное на операцию 105
3.2.2.1 Описание конструкции, принцип работы
Приспособление представлено в графической части на чертеже
ТПЖА.293224.012 СБ.
Приспособление имеет коробчатую форму, состоит из корпуса 1 и закреплённой на нём пластиной 13, двух пневмоцилиндров, обеспечивающих зажатие детали. Приспособление крепится к станку двумя болтами. Точность позиционирования приспособления на столе обеспечивается за счёт пальцев, устанавливаемых в отверстие стола станка и в т-образный паз стола.
Деталь устанавливается на пластину 13 и базируется при помощи цилиндрической оправки 9 и ромбического пальца 10. При подаче воздуха под давлением в верхнюю полость пневмоцилиндров шток 16 с поршнем 15 перемещается вниз и обеспечивает зажим детали через прихват 14. Разжим детали происходит при подаче воздуха в нижнюю полость пневмоилиндров: прихваты поднимаются и поворачиваются на 90 градусов, освобождая деталь. Для транспортировки приспособления предусмотрены 4 отверстия под рым-болты.
Силовой расчёт станочного приспособления
Наибольшая сила, стремящаяся сместить заготовку с опор, возникает при фрезеровании плоскости. Для выбора привода зажимного механизма необходимо произвести силовой расчет данного приспособления, т.е. определить усилие необходимое для надежной фиксации детали.
Исходные данные:
- диаметр фрезы D, D=80 мм;
- число зубьев фрезы z, z=6;
- подача S, S= 0,15мм/об;
- частота вращения n, n=2000 об/мин;
- толщина срезаемого слоя t, t=2мм;
- коэффициент трения по необработанной поверхности f, f=0,16.
На рисунке 4.2 представлена схема для расчёта силы зажима детали
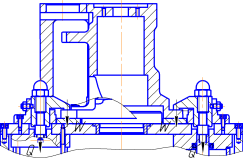
Рисунок 3.11 – Схема для расположения сил зажима
Сила резания P=369Н
Определяется сила при обработке торцовыми фрезами плоских поверхностей:
 Н.
Н.
Сила
зажима определяется по формуле:
 ,
(3.5)
,
(3.5)
где Fy - сила создаваемая моментом при фрезеровании плоскости;
f – коэффициент трения, f=0,16
К
- коэффициент запаса прочности,
 ;
;
 =1
коэффициент, учитывающий вид обработки
(чистовая);
=1
коэффициент, учитывающий вид обработки
(чистовая);
 =1,15
коэффициент, учитывающий затупление
инструмента (по крутящему моменту);
=1,15
коэффициент, учитывающий затупление
инструмента (по крутящему моменту);
 =1
коэффициент, учитывающий условия резания
(непрерывное);
=1
коэффициент, учитывающий условия резания
(непрерывное);
 =1
коэффициент, учитывающий вид привода
(механизированный);
=1
коэффициент, учитывающий вид привода
(механизированный);
 -
отсутствует для механизированных
приводов.;
-
отсутствует для механизированных
приводов.;
 =1,5.
=1,5.

Таким образом, по формуле можно определить необходимую силу зажима обрабатываемой детали:
 Н.
Н.
Находится значение силы Q по формуле для Г – образного прихвата:
 ,
(3.6)
,
(3.6)
где l и H – линейные размеры – образного прихвата;
f – коэффициент трения, f=0,16;
 -К.П.Д.
,
-К.П.Д.
,
 =0,95.
=0,95.
 Н.
Н.
Определяется диаметр гидроцилиндра:
 ,
,
где
![]() - КПД пневмоцилиндра (0,95);
- КПД пневмоцилиндра (0,95);
р - рабочее давление пневмосети цеха (0,4 МПа).
 мм.
мм.
По ГОСТ 15608-70 выбирается стандартный пневмоцилиндр, имеющий диаметр поршня 60мм.