

ФМ окулык казакша
.pdfЕң көп таралған шойындар құрамы 2,4...3,8% көміртегі бар. Көміртек мөлшері көп болған сайын, графит көбірек түзіледі және оның механикалық қасиеті төменірек болады, сондықтан, көміртек мөлшері 3,8% -ден аспауы қажет. Сонымен қатар, жоғары құйылу қасиеттерін алу үшін көміртек мөлшері 2,4%-тен кем болмауы қажет.
Шойын құрамының графитизация процесіне әсері.
Көміртек пен кремний графитизацияның жүруіне жағдай жасайды, марганец процесті қиындатады және шойынның ағартылуына жағдай жасайды. Күкірт шойынның ағартылуына жағдай жасайды және құйылу қасиеттерін нашарлатады, оның мөлшері – 0,08...0,12%. Фосфор графитизация процесіне әсер етпейді, бірақ сұйық аққыштығын жақсартады. Фосфор шойындарда пайдалы қоспа болып саналады, оның мөлшері – 0,3...0,8%.
Құйманың механикалық қасиеттеріне графиттің әсері.
Графиттік қоспаны шойын құрамындағы бос форма ретінде қарастыруға болады. Осындай ақаулардың қасында күш түсірілген кезде күштену(напряжения) жиналады, олардың шамасы жоғары болған сайын ақаудың өткірлігі де жоғарылайды. Сондықтан, пластинкалы формалы графиттік қоспалар максималды мөлшерде металл беріктігін төмендетеді. Одан жақсырағы жапалақ формалы, ал үйлесімдісі шарлы формалы графит. Сұр шойын үшін салыстырмалы ұзару (δ) 0,5%, соғылымды шойын үшін 10%-ке дейін, жоғары төзімді шойын үшін 15% дейін болады. Графиттің бар болуы шойынның қатты күштенуге қарсы әсерін төмендетеді, әсіресе: ұру және айыру. Қысуға қарсы әсері аз төмендейді.
Графиттің пайдалы әсерлері
●Сынғыш жоңқа түзілгендіктен, графит кесумен өңдеуді жақсартады.
●Болатпен салыстырғанда шойын жақсы антифрикциялық қасиеттерге ие, өйткені графиттің бар болуы қосымша үйкелу бетінің майлануын қамтамасыз етеді.
●Микро бос орындарда графит орналасқандықтан, шойын вибрацияны бәсендетеді және жоғары циклдық жабысқақтыққа ие болады.
●Шойыннан жасалған детальдар сыртқы концентратты күштенуге сезімталдығы аз болады. ●Шойын болаттан әлдеқайда арзандау.
●Шойыннан құю арқылы жасалалған бұйымдар болат дайындамаларынан кесу , құю және соңынан механикалық өңделетін қысыммен өңдеу арқылы жасалған бұйымдарға қарағанда арзан болып келеді.
Сұр шойын
Құрылымы пластикалығына әсер етпейді, ол өте төмен қала береді. Механикалық беріктігі көбінесе мөлшерімен, формасымен және графит қосуларының мөлшерімен анықталады. Ұсақ графит қабыршағының формасы беріктігін аз төмендетеді. Мұндай форма модификация арқылы алынады. Модификатор есебінде алюминий, силикокальций, ферросилиций қолданады. Сұр шойын жеңіл өңделіп, жақсы қасиеттерге ие болғандықтан машина өндірісінде кеңінен қолданылады. Беріктілігіне байланысты сұр шойын 10 маркалы болады(ГОСТ 1412).
Сұр шойындар созылуға қарсы төзімділігі аз болса да, қысылуға төзімділігі жоғары. Сұр шойындардың құрамында көміртек мөлшері – 3,2...3,5% ; кремний – 1,9...2,5% , марганец – 0,5...0,8%, фосфор – 0,1...0,3%, күкірт – 0,12%. Металл негіздік құрылымы көміртегі мен кремний мөлшеріне байланысты.Көміртегі мен кремний жоғарлаған сайын, графитизация дәрежесі мен ферритті құрылымды металл негізінің пайда болу бейімділігі жоғарылайды. Бұл пластикалылығының жоғарылауысыз шойын беріктігінің төмендеуіне әкеліп соқтырады. Жақсы беріктік қасиеттерімен және тозуға төзімділігімен ерекшеленетіні перлитті сұр шойындар.Сұр шойын құймаларының созылуға және ұру күштеуіне қарсылығы аз болатынын ескеретіндіктен, оны қысылатын және иілетін бұйымдар жасау үшін қолданады. Станок өндірісінде базалық, корпустық детальдар, кронштейндер,тісті доңғалақтар; автоөндірісінде – цилиндр блоктары, поршеньді сақиналар, бөліп тұратын біліктер, ұстасу дисктерін жасау үшін қолданылады.Сонымен қатар сұр шойын құймалары электромашина
63

өндірісінде халық пайдаланатын тауарлар жасауға қолданады. Белгіленуі: индекс СЧ (сұр шойын) және 10-1 СЧ көбейтілген беріктік шегін көрсететін сан.
Шарлы графитті жоғары берікті шойын
Беріктігі жоғары шойындар ферритті (ВЧ 35), феррит – перлитті (ВЧ 45) және перлитті (ВЧ 80) металдық негізге ие бола алады. Бұл шойындарды сұр шойындардан, яғни оны магний және цериймен модифирлеу арқылы алады(құю массасынан 0,03-0,07% қосылады). Сұр шойындарға қарағанда оның механикалық қасиеті жоғарырақ болады, бұл графиттің шарлы формасынан күштеудің тарауы біртекті болуымен түсіндіріледі. Перлитті металдық негізді шойындардың пластикалығы аз болғанмен, төзімділігі жоғары. Ферритті шойындардың пластикалылық пен төзімділік арақатынасы-керісінше. Жоғары төзімді шойындар жоғары аққыштыққа ие болады,σт = 300...420МПа, яғни болат құймаларының аққыштығынан жоғары. Сонымен қатар жоғары екпінді жабысқақтық пен беріктік тән. σ-1 =230...250МПа, перлитті негіз кезінде.
Жоғары төзімді шойындардың құрамында: 3,2...3,8% көміртегі, 1,9...2,6% кремний, 0,6...0,8% марганец, 0,12% дейін фосфор , 0,3% дейін күкірт болады. Бұл шойындар жоғары сұйық аққыштыққа ие, ұзындық отырғызуы(усадка) 1% шамасында. Құймадағы сызықтық күштеуі сұр шойындігіне қарағанда көбірек. Серпімділік модулі жоғары болғандықтан, өңдеп кесуі де қиынырақ. Жақсы пісірілуге ие. Жоғары төзімді шойындардан жұқа қабатты құймалар (поршеньді сақиналар), станиналар, пресс және прокатты стандардың рамаларын, изложницалар,кескіш ұстағыштар жасайды. Массасы 2,3т дейін жететін буынды білік құймалары жоғары циклды жабысқақтыққа ие, сыртқы күштеу концентраттарына төмен сезімтал, ең жақсы антифрикциялық қасиеттерге ие және әлдеқайда арзан болады. Белгіленуі: индекс ВЧ (высокопрочный чугун) және 10-1 ВЧ 100 көбейтілген беріктік шегін көрсететін сан.
Соғылымды шойын
Эвтектикаға дейінгі ақ шойынды жасыту арқылы алады. Құймалардың кристалдану және салқындау процестері кезінде графитизация процесі жүрмесе жақсы қасиеттерге ие болады.Графитизацияның алдын алу үшін шойынның құрамындағы көміртек пен кремнийдің мөлшерін азайту қажет.
Соғылымды шойын құрамы: 2,4...3,0% көміртек, 0,8...1,4% кремний, 0,3...1,0% марганец, 0,2% дейін фосфор, 0,1% дейін күкірт. Құйманың негізгі құрылымы мен қасиеттері жасыту процесі кезінде алынады(11.4 сурет)
Сур.11.4. Соғылымды шойынның жасытуы
Құймалар 950...10000 С температурада 15...20 сағатта шымдалады. Цементиттің ыдырауы байқалады: Fe3C→Fey(C) +С
Шымдалудан кейінгі құрамы аустенит пен графиттен тұрады. 760...7200С температурасында жай салқындау кезінде перлит құрамында болатын цементит шымдалады және жасытудан кейін құрылымы феррит пен жасыту көміртегінен тұрады (ферритті соғылымды шойын алынады).
Салыстырмалы жылдам салқындағанда екінші саты толығымен жойылады да, перлитті соғылымды шойын түзіледі (11.3 сурет (б) тәртібі).
64
(в) тәртібі бойынша жасытылған шойын құрылымы перлит, феррит және графитті жасытудан тұрады (феррито-перлитті соғылымды шойын түзіледі). Жасыту ұзақ 70...80 сағат және қымбат операция болып саналады. Соңғы уақытта технологияны жетілдіру барысында ұзақтығы 40 сағатқа дейін қысқартылды.
Соғылымды шойынның 7 маркасы бар: үшеуі ферритті (КЧ 30-6) және төртеуі перлитті (КЧ 65-3) негізінен (ГОСТ 1215).
Механикалық және технологиялық қасиеттері бойынша соғылымды шойындар сұр шойын мен болат арасындағы аралық орынды алады. Жоғары төзімдіге қарағанда соғылымды шойынның кемшілігі: құйма қабырғалары қалыңдығының шектелуі және жасытудың қажеттігі.Соғылымды шойын құймаларын екпінді және тербелмелі күштеу арқылы жұмыс істеітін детальдарға қолданады.
Ферритті шойыннан редуктор картерлерін, ступицалар,хомут, муфта, фланц жасау үшін қолданады. Жоғары төзімділігімен, қажетті мөлшердегі пластикалығымен мінезделетін перлитті шойын карданды біліктер вилкаларын, тормоз колодкаларын жасауға қолданады. Белгіленуі: индекс КЧ (высокопрочный чугун) және екі сан – біріншісі,10-1 көбейтілген беріктік шегін,екіншісі – салыстырмалы ұзару – КЧ30-6.
Ағартылған және басқа да шойындар
Ағартылған құймалар – беткі қабаты ақ шойыннан, ал іші сұр немесе жоғары төзімді шойыннан құралған шойын.
Шойын құрамына 2,8...3,6% көміртек және аздаған мөлшерде 0,5...0,8% кремний болуы қажет. Беттік қаттылығы жоғары (950...1000 НВ) және тозуға төзімділігі жоғары болады. Прокатты валдар, вагон дөңгелектерін, шарлы диірмендерге шарлар жасау үшін қолданылады. Қайрақты тозу жағдайларында жұмыс істейтін детальдар жасау үшін хроммен, хром және марганецпен, хром және никельмен легирленген ақ шойын қолданылады. Бұндай шойын құймалары жоғары төзімділігімен және беріктігімен ерекшеленеді.Жоғары температурада тозу жағдайында жұмыс істейтін детальдар жасау үшін жоғары хромды және хром-никельді шойын қолданылады. Ыстыққа төзімділігін жоғарылату үшін бұл шойынды кремниймен (5...6%), алюминиймен (1...2%) легирлейді. Коррозияға төзімділігі хроммен, никельмен, кремниймен легирлеу арқылы жоғарлайды. Шойындарға термиялық өңдеуді қолдануға болады.
Бақылау сұрақтары
1.Шойындардын болаттардан айырмашылығы неде?
2.Графитизация дегеніміз не?
3.Графиттің пайдалы әсерлері?
4.Беріктігі жоғары шойындардың құрамы?
5.Ағартылған шойындардан қандай детальдар жасалады?
6.Шойындардың жіктелуі
7.Сұр шойын қандай өндірісте кеңінен қолданылады?
8.Соғылымды шойын қалай алынады?
9.Ағартылған құймалар құрамы
10.Соғылымды шойынның неше маркалары бар?
Глоссарий
1.Ақ шойын – көміртегі байланысқан түрінде болады, бұзғанда ақ түсті және металдық жылтыр болып келеді.
2.Сұр шойын – барлық көміртегі және оның көп бөлігі бос күйінде графит түрінде болады, ал 0,8 % көміртегі байланысқан түрінде болады. Графиттің көп мөлшеріне байланысты оның сынығы сұр түс береді.
3.Графит – бұл көміртектің полиморфты модификациясы. Графит құрамында 100% көміртегі болуына байланысты, сұйық фаза және аустенит құрамы бойынша графиттен гөрі цементитке жақын. Сәйкесінше, цементиттің сұйық фазасының және аустениттің түзілуі графитке қарағанда жеңіл жүруі керек.
65
4. Ағартылған құймалар – беткі қабаты ақ шойыннан, ал іші сұр немесе жоғары төзімді шойыннан құралған шойын.
12 Дәріс Металды термиялық өндеу түрлері. Болатты термиялық өндеудің негізгі
теориялары.
1.Металды термиялық өндеудің түрлері
2.Болатты қыздыру және салқындату кезіндегі құрлымы
3.Негізгі өзгеру механизмдері
4.Перлиттің аустенитке өзгеруы
5.Жай суыту кезіндегі аустениттің перлитке өзгеруы
6.Өзгеру заңдылықтары
7.Арлық өзгеруы
Металды термиялық өндеу түрлері
Қорытпаның құрамы оның құрылымына байланысты. Құрамын өзгерту, сонымен қатар қасиетін өзгертудің негізгі түрі термиялық өндеу болып табылады. Негізгі термиялық өндеуді Чернов Д.К. шығарған, әрі қарай Бочвар А.А., Курдюмов Г.В., Гуляевтің еңбектерінде жетілдірілді.
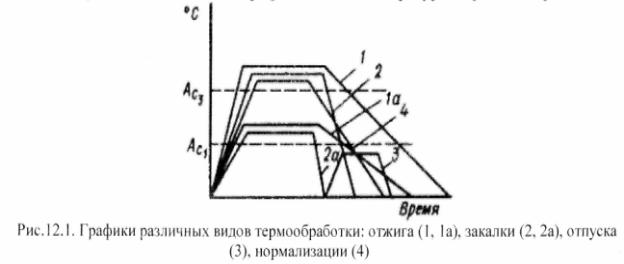
Қорытпаның ішкі құрылымымен керек қасиетін алу үшін термиялық өндеу сатылап орындалатын қыздыру және салқындату процестерінің негізі болып табылады(осьте көрсетілген температура мен уақыт график түрінде көрсетілген, сур. 12,1 )
Сур.12.1.Термиялық өндеудің түрлерінің графигі: жасытудың (1,1а), шынықтыру(2,2а), жиберу(3),нормальдану(4)
Термиялық өндеу келесі түрге бөлінеді:
1.Жасытудың I -ші типі– барлық металмен қорытпа үшін мүмкін. Оның өтуі қатты күйдегі фазалық өзгеріске сәйкестірілмеген.
Атомдардың қозғалысын жылдамдатып, бірінші типті. жасытудың қыздыру кезінде, химиялық біртекті еместілікті толық жояды, ішкі қуатты азайтады.
Негізгі мағынаны қыздыру температурасымен уақыт ұстамдылығы. Мінездемесі болып жай салқындату табылады.
Бірінші типті жасытудың әртүрлігі бола алалы : ●Дифффузиялық ●Қайыра кристалдану (рекристаллизация)
●Соғылым, пісіру, құюдан кейін күштенуді жою үшін жасытуды қолдану.
66
2.Жасытудың II -ші типі – жасытуда металл және қорытпа қыздыру және салқындату кезінде қатты фазалық өзгеріске ұшырайды.
Құрамында полиморфты және эвтектоидты өзгеріс және де аралық қатты компоненттердің араласуы қорытпасы үшін өтеді.
Екінші типті |
жасытудың |
құрамын тепе-тендікте және әрі қарай өндеу мақсатында |
жүргізіледі. |
|
|
Жасытудың |
нәтижесінде |
дән ұсақталады, пластикалық қасиеті артады, төзімділігімен, |
қаттылығы төмендейді.
Температурамен қоса алғанда, критикалық нүктеден жоғарылығы және жай салқындауымен сипатталады(сур.12.1-1,1а).
3.Қорытпаларға, қатты күйде қыздырғанда және салқындатқанда фазалық өзгеристерге ұшырайтын, шынықтыру жүргізіледі. Мақсаты- тепе–тендікте емес пайда болған құрылымдардың (сорбит, троостит мартенсит) қаттылығын және беріктігін арттыру үшін.
Жоғары критикалық нүкте және жоғары жылдамдықпен сипатталады.
4.Жұмсарту – ішкі кернеуді жойып және қаттылығын төмендетіп, шыныққан болаттың пластикалығын арттыру үшін жүргізіледі.
Төменгі критикалық Ас1 нүктесіне дейін қыздырумен сипатталады(12,1). Салқындату жылдамдығы маңызды емес. Шыныққан болаттың құрылымындағы теңсіздік дәрежесін азайту үшін өзгеріс жасалады.
Термиялық өңдеуді алдын ала және соңғыға бөледі.
Алдын ала – металдың құрылымы мен қасиетін дайындау техналогиялық операцияны қажет етеді.
Соңғы – дайын өнім қасиетін қалыптастырады.
Қыздыру және салқындату кезіндегі болат құрылымының аққыштығының өзгерісі.
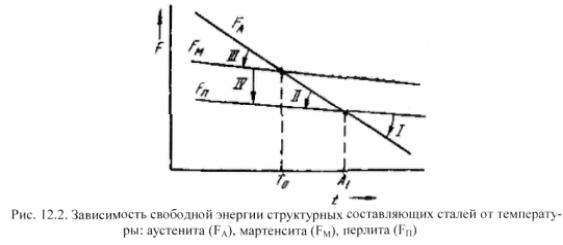
Әрбір термиялық өндеу төрт негізгі комбинациялық өзгеристерден тұрады, осының негізінде жүйенің минималды бос энергияға ұмтылысы жатыр(сур.12,2)
Сур.12.2.Болаттың құрылымының құрастырушы бос энергияның температурадан байланысы:аустениттің(FA),мартенситтің(Fм), перлиттің(Fп)
1.Перлиттің аустенитке айналуы (П→А), А1 критикалық нүктесінен жоғары қыздырғанда болады,аустенит минимальды бос энергиядан тұрады.
Feα(C)+Fe3C→Feγ(C)
2.Аустениттің перлитке айналуы (А→П), А1 нүктесін төмен температурада салқындату жүргізіледі,минималды бос энергия перлитте болады.
Feγ(C)→FeαC+Fe3(C)
3.Аустениттің мартенситке айналуы жүреді (А→М), тұрақсыз тепе-тендік температурадан төмен тез салқындату кезінде жүреді.
67
Feγ(C)→Feα(C)
4.Мартенситтің перлитке айналуы (М→П), әр бір температурада жүре береді, себебі мартенситтің бос энергиясы, перлиттің бос энергиясына қарағанда көп болады.
Feα(C) → Feα(C) + Fe3C
Негізгі өзгеру механизмі
1.Перлиттің аустенитке өзгеруі .
Өзгеруі көміртегінің диффузиясына негізделген, полиморфты өзгеруімен жүргізіледі -Feα Feγ, сонымен қатар цементиттің аустенитке өтуі.
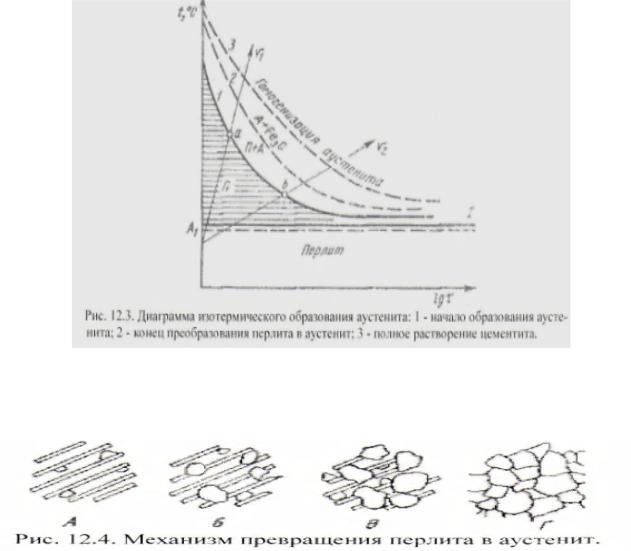
Процесті зерттеу үшін аустениттің изотермиялық құрылуы мен диаграмма құрылады
(12.3).
Ол үшін дайындамаларды А1 нүктесінен жоғары температураға дейін қыздырады, басталуы мен аяқталу уақытын қадағалайды.
Сур.12.3.Аустениттің изотермиялық түзілу диаграммасы:1-аустениттің түзілуінің басталуы;2-перлиттің аустенитке ауысуының аяқталуы; 3-цементиттің толық еруі
Қайта қыздыру мен қыздыру жылдамдығына байланысты ұзақтылығы азаяды.Өзгеру механизмі 12.4 сур. көрсетілген.
Сур.12.4.Перлиттің аустенитке ауысу механизмі
Аустенит дәнінің ортасында, феррит цементит бетінде түзілуі басталады, Feα кристалдық торы Feγ кристалл торына өзгереді.
Өзгеру уақыты температураға байланысты,себебі қыздыру дәрежесінің өсуімен аустениттің дәніңің критикалық өлшемі кішірейеді, дәндердің түзілу жылдамдығы және өсу жылдамдығы арттады .
Пайда болған аустенит дәні бастапқыда дәл ферриттікіндей көміртегі концентрациясына ие болады. Содан соң перлиттің екінші фазасы – цементит аустенитте ери бастайды, соған байланысты көміртегі концентрациясы жоғарылай бастайды, Feα- ның Feγке өзгеруы
68
жылдам түрде өте бастайды. Барлық цементит еріген соң, химиялық құрам бойынша біртекті емес, сонымен қатар цементит пластинкасы орналасқан жерде көміртек концентрациясы жоғары болады. Көміртегінің аустенитке орналасуы аяқталу үшін қосымша қыздыру керек.
Пайда болған аустенит дәнінің көлемі болат қасиетіне әсер етеді.
Аустенит дәнінің өсуі. Пайда болған аустенит дәні ұсақ болады. Температураның өсуі және ұстамдылығы аустенит дәнінің өсуіне байланысты. Егер аустенит дәні температураны шамалы көтергеннің өзінде өсе беретін болса, онда болат дәні ауқымдылығын көрсетеді.
Егер дән қатты қыздыру кезінде ғана өсетін болса, онда болат ауқымдылығына кіші болады.Аустенит дәнінің өсуі біркелкілігімен сипатталады.
Металдық қосымшалардың мөлшеріне байланысты бірдей маркалы болаттардың балқымасы әр түрлі болады.
Ванадий, титан, молибден, вольфрам, алюминий – аустенит дәнінің өсуіне кедергі
жасайды, |
ал |
марганец |
пен |
фосфор |
оның |
ауқымын |
жоғарылатады. |
|
Эвтектойдтан |
кейінгі |
болаттар |
дәннің |
осуіне |
әсері |
аз. |
||
Келесі салқындату кезінде аустенит дәні ұсақталмайды. Мұнда дән көлемі химиялық қасиетіне байланысты. Үлкен дән соққы тұтқырлығын төмендетеді.Дән көлеміне байланысты мұралық және дәлдік болып бөлінеді. Дән көлемін анықтау үшін, дайындаманы 9300С дейін қыздырады. Сонан соң дән көлемі анықталады.
Дұрыс емес қыздыру режимі қызып кету немесе күйюге болаттың ұшырауы мүмкін. Қызып кету. Эвтектойдқа дейін болат А3 нүктесінен жоғары температураға дейін қыздыру аустенит дәнінің өсуіне әкеледі. Салқындату кезінде пластикалық және үнемі түрде
феррит бөлініп шығады.
Күйіктенудің өз орны болады, қыздыру температурасы балқыту температурасына жақындаған кезде. Дәннің шекарасының қышқылдануы байқалады, осының негізінде болаттың төзімділігін төмендетеді. Күйіктендіру – қайтарымсыз.
Жайлап салқындату кезіндегі аустениттің перлитке айналуы.
Feγ (C) → Feα(C) + Fe3C
Өзгеруі көміртегінің диффузиясына байланысты,Feγ→Feα полиморфты өзгеруімен байланысты, аустениттен көміртегінің бөлінуімен сипатталады.
Салқындату дәрежесінен бөлек үш өзгеру облысына бөлінеді. Бастапқыда салқындату әсерінің жоғарылауына байланысты өзгеру жылдамдығы жоғарылайды, содан кейін азаяды. 7270С және 2000С – тан төмен кезінде жылдамдығы нольге тең. 2000С температурасында көміртегі диффузиясының жылдамдығы нольге тең.
Өзгеру заңдылықтары
Дайындама құрылымды біртекті аустенитке өткенше қыздырады. Содан кейін термостатқа орналастырады. Аустениттің өзгеруын магниттік мазмұнын бақылау арқылы жеңіл тауып алуға болады. Сонымен қатар аустенит магнитті, ал феррит және цементит магниттілік қасиетіне ие.
Перлиттің мөлшерін көрсететін кинетикалық серия қисықтары пайда болады(сур.12.5 а).
69
Сур.12.5.а) Салқындатқанда аустениттің өзгеруіңің кинетиқалық кисықтары;б) аустениттің өзгеруіңің изотермиялық диаграммасы Бастапқыда инкубациялық дайындық кезеңі жүреді, осы уақытта аустениттің салқындылығы
сақталады. Өзгеру процесі әртүрлі жылдамдық әсерінен максималды 50% таратылатын өнім
пайда болады. |
Содан |
кейін жылдамдық азайып, бірте |
– бірте сөнеді. |
Салқындау дәрежесінің өсуімен аустениттің тұрақтылығы кемиді, |
содан соң қайта |
||
артады. Көлденең |
сызық |
Mн диффузионсыз мартенситтік өзгеру |
температурасының |
басталуын көрсетеді. Мұндай диаграммалар изотермиялық аустениттік айналу диаграммасы деп атайды.
Төменгі салқындату дәрежесі 727...5500С температура облысы кезінде өзгеру мақсаты құрамына айырмашылығы бар аустенит кіретін ферритпен цементиттің механикалық қоспасы пайда болуында.
Аустенит құрамында 0,8% көміртегі, ал құрылған фаза: феррит-0,02%, цементит – 6,67% көміртегі.
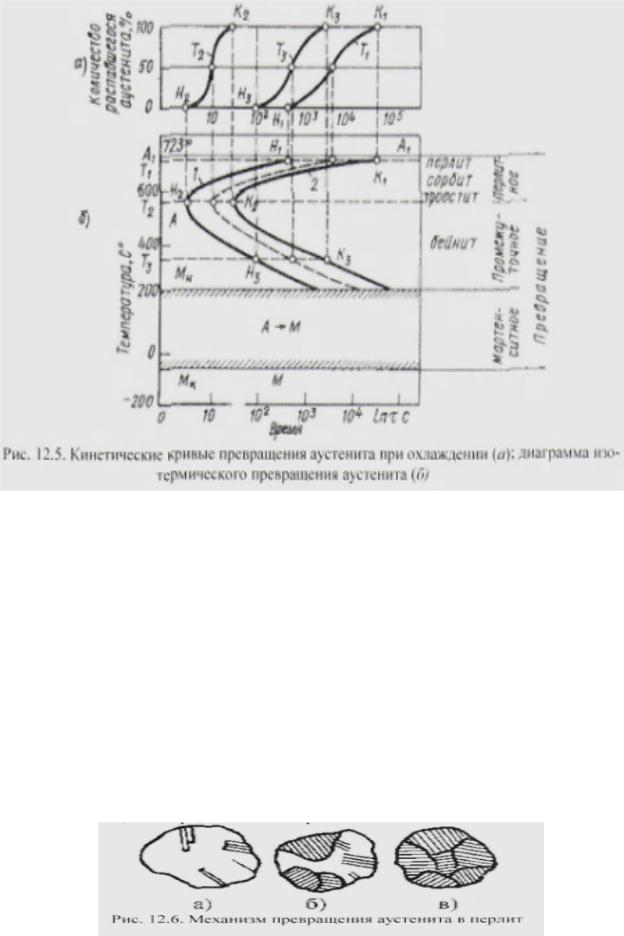
Аустениттің ұстамдылық уақыты және өзгеру жылдамдығы салқындату дәрежесіне байланысты. Өзгеру жылдамдығы А1 нүктесіндегі 150...2000С салқындату температурасына сәйкес келеді, ол дегеніміз аустениттің минималды тұрақтылығын көрсетеді. Айналу механизмі 12,6-суретте көрсетілген.
Сур.12.6.Аустенит перлитке өзгеру механизмы
70
Перлиттің аустениттен өзгеруы кезінде негізгі фаза цементит болып табылады. Цементиттің кристалдық орталығының пайда болуы аустенит дәнінің шекарасына байланысты. Пайда болған цементит пластинкасы өсе бастайды, созылып және бірігіп көрші облыстарды қоса бастайды. Оның қасында феррит пластинкасы түзіледі. Бұл пластинкалар қалындығы бойынша және ұзындығы бойынша өседі. Түзілген перлит колонияларының өсуі перлит кристалдарымен түйіскенінше жалғасады, басқа ортада өсетін.
Аустениттік өнімінің қасиеті мен түзілуінің айналуы температуға байланысты, үрдіс есебінен айырылуы пайда болады. Көрші феррит және цементит пластинкаларының қалындығы дисперсия құрылымын анықтайды және 0 белгіленеді. Ол температураның айналуына байланысты.
Дисперстікке қатысты айырылу өнімі әртүрлі атқа ие.
0≈(0,5…0,7)0,001мм - перлит.
Қайта салқындау 650... 700 ˚С температурасында түзіледі, немесе V = 30...60 °С/сағ. салқындату жылдамдығы. Қаттылығы 180...250 HВ құрайды.
0=0,25*0,001мм--сорбит
Қайта салқындау 600...650 °С температурасында түзіледі, немесе V = 60 °С/сағ. салқындату жылдамдығы. Қаттылығы 250...350 НВ құрайды. Құрылымы жоғары серпімділігімен, аққыштығымен және төзімділігімен сипатталады.
0=0,1*0,001мм--троостит
Қайта салқындау 550...600 °С температурасында түзіледі, немесе V = 150°С/сағ. Қаттылығы 350...450 НВ құрайды. Құрлымы өте жоғары серпіммен, төмен аққыштығымен және пластикалығымен сипатталады. Феррит – цементиттік қоспасының қаттылығы феррит және цементиттің арасындағы бөлім бетінің ауданына тура пропорционал. Егер қыздыру температурасы А1 температурасынан аздап асып кетсе және пайда болған аустенит құрамы бойынша әртекті болса, онда аздап салқындау дәрежесі кезінде дәнді леплит пайда болды.
Өтпелі өзгерім
5500С төменгі температурада өздік диффузия атомдары темірді практикалық түрде дамымайды, ал көміртегі атомдары жеткілікті қозғалысқа ие болады. Механикалық өзгерудың себебі, аустениттің ішінде өздігінен көміртегі атомдары пайда болады.Көміртегімен байытылғандары цементиттке айналады. Механикалық қозғалыс есебінен қосылған аустенит ферритке айналады, негізгі жолы ферриттің өсу тәртібінде. Бұған қоса ине тәріздес кристалдар пайда болады. Мұндай құрылым цементит пен ферриттен тұратын бейнит деп аталалы. Ферриттегі негізгі ерекшелік -ондағы көміртегі мөлшерінің көп болуында(0,1...0,2%). Феррит пен цементиттегі кристалдардың дамуы-температурадағы айналымға тәуелді. 5500С-0,12*103-жоғарғы бейнит. Құрылымы -қаттылығының төмендігін мінездейді, төменгі ұзаруы мен соққыға әлсіз екенін көрсетеді.
3000С-3300С-0,08*10-3 –төменгі бейнит. Құрылымықаттылығының жоғарылығын мінездейді, созылмалы әрі ұзармалы болып келеді.
Бақылау сұрақтары:
1.Термиялық өңдеу түрлері
2.Термиялық өңдеудегі өзгерістер
3.Перлитке аустенитке айналу механизмі
4.Аустенит құрамында қанша көміртегі 5. Аустениттің ұстамдылық уақыты және өзгеру жылдамдығы неге байланысты.
Глоссарий
1.Құрамын өзгерту, сонымен қатар қасиетін өзгертудің негізгі түрі термиялық өндеу болып табылады.
2.Әрбір термиялық өндеу төрт негізгі комбинациялық өзгеристерден тұрады, осының негізінде жүйенің минималды бос энергияға ұмтылысы жатыр 3.Көрші феррит және цементит пластинкаларының қалындығы дисперсия құрылымын анықтайды және 0 белгіленеді.
71
4.Аустениттің ұстамдылық уақыты және өзгеру жылдамдығы салқындату дәрежесіне байланысты.
5. Көлденең сызық Mн диффузионсыз мартенситтік өзгеру температурасының басталуын көрсетеді
13 Дәріс Болаттың термиялық өңдеудің негізгі теориясы. Нормальданудың және
жасытудың технологиялық ерекшеліктері мен мүмкіндігі.
1.Жоғарғы жылдамдықта суутуда аустениттің мартенситке өзгеруі.
2.Мартенситтің перлитке өзгеруі.
3.Нормальданудың, жасытудың, шынықтырудың технологиялық ерекшеліктері мен мүмкіндігі
4.Нормальдану және жасыту. Белгіленуі мен режимі.
5.Жасытудің 1-ші типі.
Жоғарғы жылдамдықта суутуда аустениттің мартенситке өзгеруі.
Берілген өзгеруде жоғарғы жылдамдықты суу орын алады, диффузиондық процеcc Fe γ
→ Feα –ға |
полиморфты өзгеруімен |
сипатталады. |
|
|
|
||
Болаттың |
жылдамдықпен сууы кезінде, жоғары |
критикалық |
(V>Vк), өзгеруі басталады. |
||||
Мн мартенситтің өзгеру |
температураның басталуы |
және |
Мк мартенситтің |
өзгеру |
|||
температураның аяқталуы, |
осындай |
өзгеруден |
кейін |
аустениттің шыңдалған |
өнімі |
||
мартенсит пайда болады. Сууыдың минимальды жылдамдығы Vк, бүкіл аустенит аса |
|||||||
суытлып Мн нуктенің температурасына дейін |
және |
өзгеруі, шыңдалудың критикалық |
|||||
жылдамдығы деп аталады. |
|
|
|
|
|
|
|
Диффузия процесі жүрмейді, бүкіл аустениттің көміртегі Feα торында қалады және де тетраэдр центрінде орналасады, немесе ұзын қабырғаларының ортасында.
Мартенсит- Feα енгізілген көміртектің қаныққан қатты ерітінді.
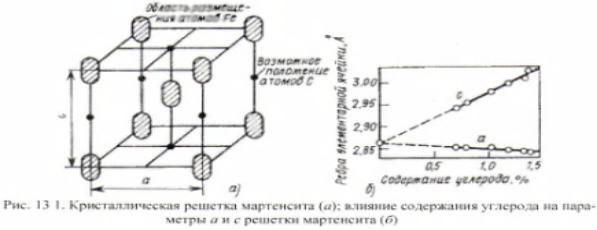
Мартенситтік кубтық тор құрғанда қатты сығылып тетрагональды торға айналады(сур. 13.1а).Сығылған ұяшықтар сипатталады дәрежемен: с/а>1. Тетрагональдық дәреже болаттағы көміртегі құрамына тура пропорциональды. (сур. 13.1 б)
Сур.13.1.Мартенситтің кристалдық торы (а): мартенситтің тордың а,с параметрлеріне комиртектің мөлшерінің әсері
Мартенситтік механизмінің өзгеруінің көптеген ерекшеліктері: 1.Диффузионды емес процесс
Өзгеріс қозғалыс механизмімен орындалады. Бастапқы өзгеруде өту үздіксіз аустенит торынан мартенсит торына орындалады. Өзгергенде ҚЦК( ГЦК) торы КОК(ОЦК ) атомдары атом арасында арақашықтығынан аз орын ауыстырады, немесе темірдің атомының диффузиясы қажет емес.
72