

Лабораторная работа № 3
СТАТИСТИЧЕСКОЕ РЕГУЛИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ С ПРИМЕНЕНИЕМ КОНТРОЛЬНЫХ КАРТ
Цель работы- ознакомление с правилами статистического регулирования технологических процессов серийного и массового производства штучной и нештучной продукции при нормальном распределении контролируемого параметра.
Содержание работы
Определение статистических характеристик параметров технологического процесса изготовления деталей с помощью контрольных карт.
Разработка рекомендаций по регулированию технологического процесса изготовления деталей.
Качество продукции радиотехнической и электронной промышленности, изготавливаемой в конкретном производстве, в основном определяется совершенством конструкции выпускаемых изделий и общим уровнем технологического процесса их изготовления. При этом под качеством продукции понимают степень ее соответствия требованиям конструкторской и технологической документации.
Для оценки качества выпускаемой продукции разработчик технологии составляет систему показателей (критериев) качества, к которым относятся электрические, электрофизические, динамические, массогабаритные, экономические, надежностные и другие параметры и характеристики изделий, и формирует подсистему управления качеством, которая включает совокупность организационных, технических, информационных и экономических методов и средств для планомерного воздействия на условия и факторы, влияющие на качество продукции на этапах проектирования, производства и эксплуатации.
Главными задачами в подсистеме производстваявляются получение, обработка и обобщение информации о качестве, причем обобщение информации выполняют по результатам контроля изделий на выходе управляемого технологического процесса (рис. 1).
Полученные результаты сравнивают с нормами технической документации. При наличии отклонений после соответствующего анализа информации подаются управляющие воздействия на вход управляемого технологические процесса.
Статистическое регулирование технологического процесса заключается в том, что в определенные моменты времени из совокупности единиц продукции, прошедших данный процесс, отбирают выборку и измеряют контролируемый параметр. По результатам измерений определяют одну из статистических характеристик, значение которой наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировки.
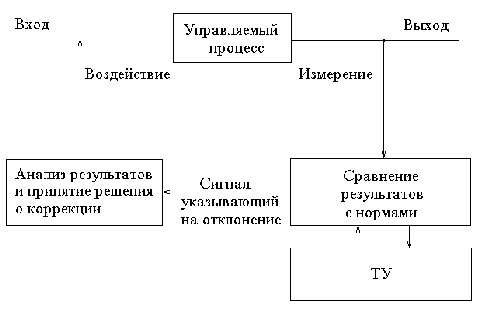
Рис. 1. Модель управления качеством продукции предприятия.
При статистическом регулировании уровня наладки технологического процесса пользуются контрольными картами средних арифметических значений либо контрольными картами медиан. При статистическом регулированиирассеиваниязначений параметров технологического процесса - контрольными картами средних квадратических отклонений либо контрольными картами размахов.
Контрольные карты допускается размещать на бланке, световом табло, а также в памяти ЭВМ в закодированном виде. Контрольные карты могут быть односторонними, если контролируемый показатель качества либо только увеличивается, либо только уменьшается, и двухсторонними, если контролируемый показатель качества имеет двухстороннее отклонение.
Контрольные карты позволяют своевременно обнаружить по значениям контролируемого параметра разладку технологического процесса и принять меры к ее устранению. Сигналом разладки технологического процесса является выход регулируемой статистической характеристики за границу регулирования. Наладка процесса должна осуществляться в соответствии с требованиями нормативно-технической документации, действующей на предприятии.
Выбор метода статистического регулирования технологических процессов осуществляет разработчик технологии контрольных операций данного процесса, исходя из данных о квалификации исполнителя контрольной операции и условий производства. При этом необходимо руководствоваться следующими положениями:
методы выборочных средних арифметических значений и медиан применяют для статистического регулирования технологических процессов, разладка которых характеризуется смещением установки (сбиваемостью установки или ее уводом). В течении процесса его рассеивание практически остается неизменным. Метод средних арифметических значений при одинаковых условиях требует меньшего объема выборки, чем метод медиан, примерно в 1,57 раз. Однако определение медиан не требует вычислений, без которых невозможно определение средних арифметических значений;
методы выборочных средних квадратических отклонений и размахов применяют для статистического регулирования технологических процессов, разладка которых характеризуется существенным увеличением рассеивания значений контролируемого показателя. Метод выборочных средних квадратических отклонений при одних и тех же объемах выборки позволяет быстрее и правильнее установить разладку процесса. Но метод размахов не требует сложных вычислений, нужных для определения выборочных средних квадратических отклонений. Однако,при объемах выборки более 10 метод размахов следует применять лишь в крайних случаях.
При необходимости вести статистическое регулирование технологического процесса одновременно по уровню наладки и рассеиванию значений параметров методы выбирают независимо. Например, благодаря высокой чувствительности, простоте и универсальности, широкое распространение получили двойные контрольные карты, представляющие собой объединенные в пределах одного бланка контрольные карты средних арифметических значений и размахов (рис. 2).
Исходными даннымидля статистического регулирования технологического процесса являются:
Выборочные средние
 для контрольных карт средних арифметических
значений
для контрольных карт средних арифметических
значений
![]()
где n- объём выборки (количество наблюдений величиныxвi-й момент времени);
![]() -j-й результат измерения контролируемого
параметра вi-й выборке.
-j-й результат измерения контролируемого
параметра вi-й выборке.
Значения выборочных медиан
 для контрольных карт медиан. Для
получения медианыi-й выборки
значения контролируемого параметра
этой выборки располагают в виде
возрастающего вариационного ряда. При
четном числе членов вариационного ряда
медиану определяют как среднее
арифметическое двух значений,
расположенных в середине ряда. При
нечетном числе членов медианой будет
является значение параметра, находящееся
в центре вариационного ряда;
для контрольных карт медиан. Для
получения медианыi-й выборки
значения контролируемого параметра
этой выборки располагают в виде
возрастающего вариационного ряда. При
четном числе членов вариационного ряда
медиану определяют как среднее
арифметическое двух значений,
расположенных в середине ряда. При
нечетном числе членов медианой будет
является значение параметра, находящееся
в центре вариационного ряда;
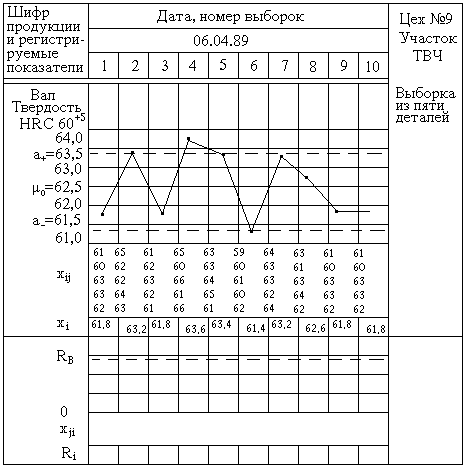
Рис. 2.Пример заполнения двойной контрольной карты средних арифметических значений и подготовки карты размахов
Выборочные средние квадратические отклонения
 для контрольных карт средних
квадратических отклонений
для контрольных карт средних
квадратических отклонений
![]()
где
![]() -
среднее значение контролируемого
параметраx, при котором, соблюдая
данную технологию, выпускают продукцию
наилучшего качества (в большинстве
случаев
-
среднее значение контролируемого
параметраx, при котором, соблюдая
данную технологию, выпускают продукцию
наилучшего качества (в большинстве
случаев![]() соответствует значению середины
поля допуска);
соответствует значению середины
поля допуска);
Значение размаха последовательных выборок
 для контрольных карт размахов
для контрольных карт размахов
![]()
где
![]() ,
,
![]() - наибольшее и наименьшее выборочные
значения
- наибольшее и наименьшее выборочные
значения![]() (в одной выборке).
(в одной выборке).
При статистическом регулировании с применением контрольных карт необходимо корректировать уровень наладки и (или) рассеивание значений параметров технологического процесса, если хотя бы одна точка на контрольной карте попадает за границу регулирования.
Положение границы регулированиявычисляют по формулам:
Для контрольных карт средних арифметических значений определяют положение верхней
 и нижней
и нижней границ регулирования по заданному
среднему значению
границ регулирования по заданному
среднему значению параметрах:
параметрах:
![]()
где
![]() - среднее квадратическое отклонение
параметрах. Задается либо определяется
по данным статистической обработки
первыхkвыборок, полученных в
условиях, гарантирующих стабильность
технологического процесса (k=
20...30):
- среднее квадратическое отклонение
параметрах. Задается либо определяется
по данным статистической обработки
первыхkвыборок, полученных в
условиях, гарантирующих стабильность
технологического процесса (k=
20...30):
![]() .
.
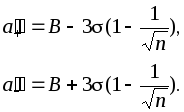
Если заданы верхний Ви нижнийHдопускаемые по ТУ пределы отклонения параметраx, то границы регулирования вычисляют по формулам
Для контрольных карт медиан
![]()
Для контрольных карт средних квадратических отклонений
![]()
Для контрольных карт размахов
![]()
где
![]() - коэффициенты, зависящие от объема
выборки (рис. 3).
- коэффициенты, зависящие от объема
выборки (рис. 3).
Реализуемые на контрольных картах графики содержат информацию о нарушениях нормального хода технологического процесса и, наряду с контролем, обеспечивают возможность выработки верного решения по корректировке технологических режимов, настройке и наладке оборудования, инструмента и т.д. с целью снижения брака и повышения объема высококачественной продукции.
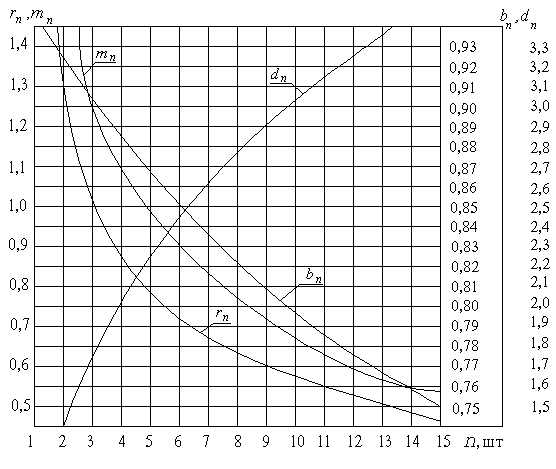
Рис. 3. Графическое определение расчетных коэффициентов.