

––
Владимирский государственный университет
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ
РАДИОЭЛЕКТРОННЫХ СРЕДСТВ
Методические указания
к лабораторным работам
Владимир 2000
Министерство образования Российской Федерации
Владимирский государственный университет
Кафедра конструирования и технологии радиоэлектронных средств
ТЕХНОЛОГИЯ КОНСТРУКЦИОННЫХ ЭЛЕМЕНТОВ
РАДИОЭЛЕКТРОННЫХ СРЕДСТВ
Методические указания
к лабораторным работам
Составители
Н.Н. Давыдов,
С.В. Кудаев
Владимир 2000
УДК 621.396.6
Рецензент
зав. кафедрой ИУ-4 МГАТУ им. Н.Э. Баумана,
доктор технических наук, профессор
В.А. Шахнов
Печатается по решению редакционно-издательского совета
Владимирского государственного университета
Технология конструкционных элементов радиоэлектронных средств: Метод. указания к лаб. работам / Сост. Н.Н.Давыдов, С.В.Кудаев. Владим. гос. ун-т. Владимир, 2000. ___ с.
Лабораторные работы направлены на изучение и исследование основных задач технологической подготовки производства элементов конструкций РЭС: обеспечения технологичности конструкций деталей, проектирования технологических процессов, оформления технологической документации, а также статистического контроля качества технологических процессов.
Методические указания предназначены для студентов специальностей 2008 и 2205.
Табл. . Ил. . Библиогр. назв.
Методические указания подготовили: к работам 2, 3 - к.т.н., доцент Н.Н. Давыдов ; 1, 4 - ассистент С.В. Кудаев.
Лабораторная работа № 1
РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
Цель работы- изучение структуры технологических процессов изготовления деталей и основных технологических документов.
Содержание работы:
Определение структуры технологического процесса изготовления деталей.
Составление комплекта основных технологических документов общего и специального назначения на процесс изготовления детали.
Исходными данными для разработки технологического процесса изготовления изделия являются чертежи конструкции изделия, технические условия на него, типовые технологические процессы, каталоги технологического оборудования и оснастки, технологические инструкции. Под изделием понимают предметы производства, подлежащие изготовлению на предприятии. Виды изделий приведены в таблице 1 (ГОСТ 2. 101-68).
Таблица 1
|
Виды изделий
| |||
|
Детали |
Сборочные единицы |
Комплексы |
Комплекты |
Деталь- это изделие, изготовленное предприятием из однородного по наименованию и марке материала без применения сборочных операций. Детали разнородных составных частей не имеют, но могут быть изготовлены при помощи соединения пайкой, сваркой и/или склеиванием отдельных частей детали из однородного материала (по марке и наименованию). Кроме того, в конструкции детали могут содержаться другие материалы, например, для изменения ее поверхностных свойств: физико-механических, теплофизических, электрофизических, оптических, химических, фрикционных, декоративных и т. д.
Технологическим процессомизготовления деталей называют часть производственного процесса, непосредственно связанную с изменением физического состояния материала. Например, изменение формы (в том числе, изменение линейных и угловых размеров), исполнение отдельных элементов конструкции (отверстий, выступов, углублений), изменение физико-химических свойств и структуры материала (закаливание, намагничивание, нормализация, отпуск, отжиг, оксидирование, силицирование, цементация), изменение состояния поверхности (шлифование, полирование, окраска, лакирование) и т. д.
Технологической операциейназывают законченную часть технологического процесса, выполняемую на одном рабочем месте. Рабочее место - это часть производственной площади цеха, на которой размещены один или несколько исполнителей работы и обслуживаемая ими единица технологического оборудования или часть конвейера, На рабочем месте располагаются изделия и технологическая оснастка.
Как правило технологические процессы делят на операции, а операции на переходы.
Технологический переход- это часть технологической операции, выполняемая:
над одной или несколькими деталями одновременно;
над одной или несколькими поверхностями детали одновременно;
одним или группой одновременно работающих инструментов;
в одном или изменяющемся по некоторому закону режиме работы инструмента.
Изменение лишь одного из этих признаков означает исполнение нового перехода. Понятие "технологический переход" означает по сути "переход детали от одного физического состояния материала к другому".
Основными средствами технологического процесса являются технологическое оборудование и технологическая оснастка.
Технологическое оборудование- это орудия производства, в которых размещают материалы или заготовки для выполнения технологических операций. Например, станки, прессы, диффузионные печи, сушильные шкафы, литейные машины, рентгеновские установки, лазеры, установки вакуумного напыления и др.
Технологическая оснастка- это орудия производства, добавляемые к технологическому оборудованию, необходимые для выполнения технологических операций. Например, штампы, пресс-формы, кондукторы, мерительный инструмент, вспомогательный инструмент, приспособления и др.
Технологическими называют материалы, расходуемые в ходе выполнения технологического процесса для обеспечения надлежащих режимов выполнения операций или обеспечения требуемых свойств изделий. Например, припой, вода, масло, флюс, спирт, керосин, растворитель и др.
Общая структура технологического процесса изготовления деталей представлена на рис. 1. Вариант технологического процесса, отмеченный цифрой 1, означает получение готовой детали из исходного материала за один рабочий ход технологического оборудования (например, прессование, литье под давлением, точная штамповка и т. п.).
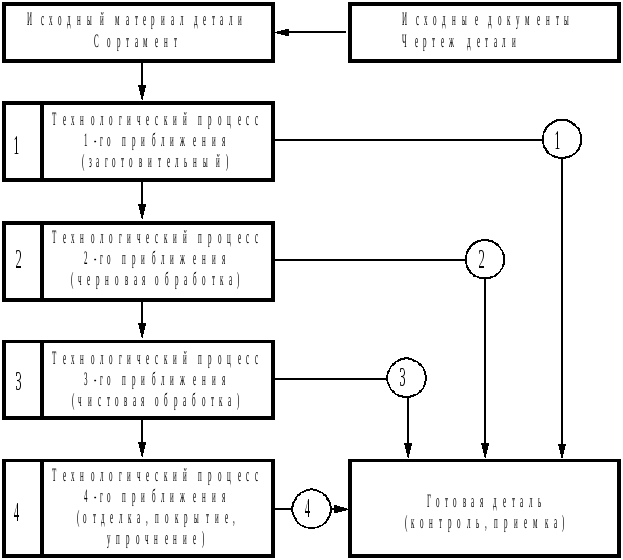
Рис.1. Структура технологического процесса изготовления деталей.
Вариант технологического процесса, отмеченный цифрой 4, имеет наиболее длительный производственный цикл (механообработка, электрофизическая обработка, электрохимическая обработка, электронно-лучевая обработка и т. д.). При разработке технологического процесса необходимо осуществить обоснованный выбор одного из 4-х вариантов его структуры. Структура технологического процесса изготовления детали зависит от наличия заготовительного процесса и от способа получения заготовки.
Основными этапами изготовления являются получение заготовок и обработка заготовок. При этом детали подвергаются размерной и неразмерной обработке.
При размерной обработкепроисходит формообразование детали, так как изменяются размеры детали или заготовки (см. табл. 2). Принеразмерной обработкепроисходит упрочняюще-чистовая обработка детали без существенного изменения ее размеров, так как детали придаются необходимые свойства ее поверхности или структуры (см. табл. 3).
Таблица 2Размерная обработка заготовок
|
Основные виды формообразования деталей | ||||
|
Процессы создания монолитных деталей |
Процессы удаления части части материала заготовки |
Процессы наращивания материала на заготовку |
Процессы изменения формы заготовки |
Процессы соединения частей деталей |
|
1. Из керамических и металлических порошков (прессо-вание, выдавливание, прокатка, листовое литье, штамповка, литье в пористые формы). 2. Из пластмасс (прессование, литье под давлением, выдавливание) 3. Из расплавов металлов (литье в песчанные формы, в кокиль, под давление, по выплавляемым моделям, в оболочковые формы, под низким давлением, центробежное литье) |
1. Вырубка 2. Резание 3. Электрохимическая обработка 4. Электрофизическая обработка (ла зерная, электронно-луче-вая, ультразвуковая, электроэрози-онная и т.д.) |
1. Из растворов (химическое осаждение, электрохимическое наращивание) 2. Из молекулярного пучка (горячее распыление, термическое испарение, возгонка) 3. Из расплавов (наморажи-вание) 4. Из газовой среды (катодное распыление, ионно-плазменное распыление) |
1. Гибка 2. Вытяжка 3. Объемная штамповка 4. Накатывание 5. Выдавливание 6. Сверхскоростная штамповка |
|
Разработка технологического процесса изготовления изделий является составной частью технологической подготовки производства. Разработку рабочего технологического процесса изготовления детали необходимо начать с выбора типового технологического процесса по нормативно-технологической документации библиотеки стандартов, а также по данным научно-технической и справочной литературы. Выбранный типовой технологический процесс рекомендуется изложить в табличной форме. Затем, основываясь на результатах анализа общей структуры техпроцесса изготовления детали, в типовой процесс включаются, при необходимости, дополнительные операции размерной и неразмерной обработки, а также контрольные операции.
Таблица 3Неразмерная обработка деталей
|
Основные виды упрочняюще-чистовой обработки деталей | |
|
Термическая обработка |
Поверхностная обработка |
|
|
Далее разрабатываются технологические операции процесса, т.е. формулируются технологические переходы. Обосновывается выбор оборудования, приспособлений, инструментов, режимов обработки, норм времени.
Разработанный технологический процесс излагается с помощью основных и вспомогательных технологических документов (см. табл. 4) ГОСТ 3. 1103-82.
Таблица 4
|
Основные технологические документы
|
Вспомогательные технологические | |
|
Общего назначения |
Специального назначения |
документы |
... |
... |
...
|
Титульный листсодержит наименование и обозначение разработанного технологического процесса, утверждающие и согласующие решения.
На карте эскизовизображение детали (заготовки) дается в том виде, в котором оно получается после выполнения данной операции (перехода), по всем правилам черчения, в произвольном масштабе, с указанием только тех технических требований (размеров, предельных отклонений, шероховатости, квалитетов и т. д.), которые необходимы для выполнения этой операции (перехода).
В маршрутной картенаименование операции выражают именем прилагательным, производимым от вида оборудования, или именем существительным. Порядковый номер записи операций в карте кратен пяти. Например, 005 заготовительная, 010 токарная, 015 фрезерная, 020 обезжиривание, 025 металлизация, 030 шлифовальная, 035 контрольная. Порядковые номера переходов соответствуют натуральному ряду чисел.
При записи технологического перехода в карту указываются наименование способа обработки, выраженного глаголом, наименование обрабатываемой поверхности, а при наличии эскиза указывается номер обрабатываемой поверхности, обозначенный арабской цифрой в круглых скобках.
На эскизе обрабатываемая поверхность выделяется контурной линией толщиной 2S3S. Ее номер проставляется в кружке диаметром 6...8мм и соединяют выносной линией с изображением этой поверхности (рис.2).
Пример записи технологических переходов в составе операции (по рис. 2):
Точить поверхность (1).
Сверлить отверстие 10 Н8.
Для обозначения технологических документов установлена единая многоаспектная классификационная система кодирования документов по следующей структуре (см. рис. 3 и 4). Коды документов и технологических процессов приведены в табл. 5, 6 и 7 (ГОСТ 3.1201-74).

Рис. 2.Пример операционного эскиза детали.
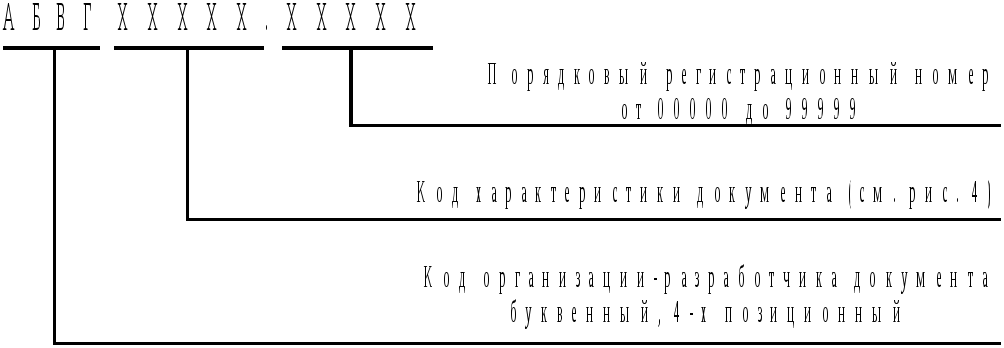
Рис. 3.Структура децимального номера технологического документа.
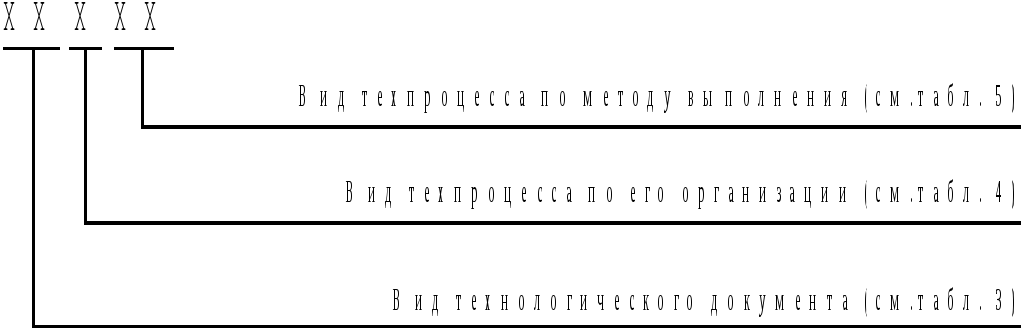
Рис. 4.Структура характеристики технологического документа.
Таблица 5
|
Код |
Вид технологического документа |
|
10 20 25 30 40 42 43 44 50 60 |
Маршрутная карта Карта эскизов Технологическая инструкция Комплектовочная карта Ведомость документов Ведомость оснастки Ведомость материалов Ведомость деталей (сборочных единиц) Карта технологического процесса Операционная карта |
Таблица 6
|
Код |
Вид технологического процесса по его организации |
|
0 1 2 3 |
Без указания Единичный процесс (операция) Типовой процесс (операция) Групповой метод (операция) |
Таблица 7
|
Код |
Вид техпроцесса по методу выполнения |
|
1 |
2 |
|
01 |
Технологический процесс изготовления изделия |
|
02 |
Ремонт |
|
03 |
Технический контроль |
|
04 |
Перемещение |
|
05 |
Складирование |
|
06 |
Раскрой и отрезка заготовок |
Продолжение табл. 7
|
1 |
2 |
|
10 |
Литье |
|
11 |
Литье в песчаные формы |
|
12 |
Литье в металлические формы |
|
13 |
Литье в оболочковые формы |
|
14 |
Литье по выплавляемым моделям |
|
30 |
Холодная штамповка |
|
40 |
Механическая обработка |
|
46 |
Обработка на станках с числовым программным управлением |
|
50 |
Термическая обработка |
|
60 |
Изготовление деталей из пластмасс |
|
65 |
Изготовление деталей методами порошковой металлургии |
|
70 |
Нанесение защитного и защитно-декоративного покрытия |
|
75 |
Электрофизическая обработка |
|
80 |
Пайка |
|
88 |
Слесарные, слесарно-сборочные и электромонтажные работы |
|
89 |
Обмоточные и пропиточные работы |
|
90 |
Сварка |
При заполнении маршрутной карты по ГОСТ 3.1118-82 установлена следующая кодировка строк (см. таблицу 8).
Таблица 8
|
Код строки |
Содержание записи в строке |
Примечание |
|
А Б В Г Д Л М О Т |
Наименование операции Обозначение документа Наименование операции Обозначение документа Наименование оборудования Наименование детали Наименование материала Технологический переход Технологическая оснастка |
Форма карты - горизонтальная Форма карты - вертикальная |