

7. Расчет припусков и допускаемых отклонений на размеры поковки звездочки привода
7.1. Исходные данные по детали.
7.1.1. Масса детали - 2,05 кг.
7.2. Исходные данные для расчета.
7.2.1. Масса поковки (расчетная) - 3,28 кг (N1=5) расчетный коэффициент Кр - 1,6;
2,05-1,6 =3,28 кг.
7.2.2. Класс точности - Т4 (КТ = 4).
7.2.3. Группа стали - M1 (MS = 1). Средняя массовая доля углерода в стали - 35 - 0,36% С.
7.2.4. Степень сложности - С4 (ST = 4). Отношение толщины полотна к диаметральному размеру:
7/(143,2 - 42) = 0,07
7.2.5. Конфигурация поверхности разъема штампа - П (плоская).
7.2.6. Исходный индекс - 14.
HH = NI + (MS - 1) + (ST - 1) + 2(KT - 1) = 5 + (1 - 1) + (4 - 1) + 2(4 - 1) = 14.
7.3. Припуски и кузнечные напуски
7.3.1. Основные припуски на размеры
|
Наименование размера |
Величина размера, мм |
Шероховатость поверхности, мкм |
Припуск, мм |
|
Диаметр |
179,25 |
12,5 |
2,0 |
|
Диаметр |
42 |
0,8 |
2,2 |
|
Толщина |
38 |
12,5 |
1,7 |
|
Толщина |
8,8 |
12,5 |
1,5 |
7.3.2. Дополнительные припуски, учитывающие:
смещение по поверхности штампа - 0,3 мм;
отклонение от плоскостности - 0,3 мм.
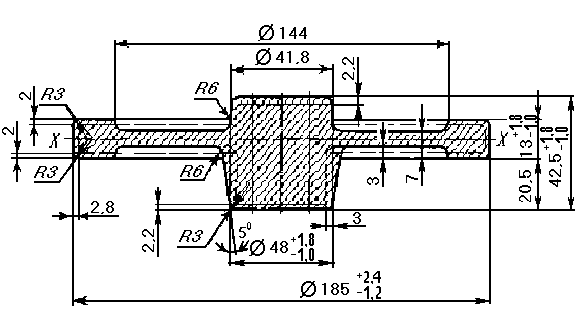
7.4. Размеры поковки и их допускаемые отклонения
7.4.1. Размеры поковки, мм:
диаметр 179,25+(2,0+0,5+0,3)-2=185; диаметр 42+(2,2+0,5+0,3) 2=48;
толщина 38+(1,7+0,5)-2= 42,4; толщина 8,8+(1,5+0,5) 2=12,8.
7.4.2. Радиус закругления наружных углов - 2,0 мм (минимальный) принимается 3,0 мм.
7.4.3. Допускаемые отклонения размеров, мм:
диаметр
- 185![]() ;
диаметр – 48
;
диаметр – 48![]() ;
толщина - 42,4
;
толщина - 42,4![]() ;
толщина - 12,8
;
толщина - 12,8![]() .
.
7.4.4. Допускаемая величина высоты заусенца - 3,0 мм (для массы поковки свыше 1,0 до 5,6 кг включительно).
7.4.5. Допускаемое отклонение от плоскостности и прямолинейности - 0,9 мм.
7.4.6. Допускаемая величина смещения по поверхности разъема штампа - 0,7 мм.
7.4.7. Допускаемая величина остаточного облоя - 1,0 мм. [6]
8. Назначение и определение режимов термообработки
Основные предпосылки для получения необходимого комплекса механических и других свойств у конструкционных сплавов закладываются при их разработке и выплавке. Реализация же требуемых свойств осуществляется на последующих этапах обработки, преследующих цель придать сплаву не только предусмотренные чертежом форму и размеры, но и рациональное внутреннее строение, под которым следует понимать структурно-фазовый состав и дислокационную структуру, от которых непосредственно зависит комплекс требуемых свойств. Важнейшими этапами обработки сплавов являются термическая обработка и поверхностное упрочнение. Термической обработкой обеспечивается заданный уровень свойств во всем объеме детали, а поверхностным упрочнением - только в определенных наиболее нагруженных и сильно изнашиваемых местах на поверхности детали. Под термической обработкой понимают комплекс операций нагрева и охлаждения сплава, осуществляемых по определенному режиму с целью изменения его строения и получения заданных свойств. Основу термической обработки составляет изменение структурно-фазового состава и дислокационной структуры сплава, которое может быть достигнуто путем использования таких ключевых факторов, как наличие в нем аллотропических превращений или зависящей от температуры ограниченной взаимной растворимости компонентов. [7]
Для
нагрева поковок применяют пламенные и
электрические (сопротивления и
индукционные) печи. Максимально допустимая
температура нагрева перед свободной
ковкой для углеродистых сталей примерно
на 150оС
ниже линии солиуса АЕ на диаграмме
железо - цементит. Температура конца
горячей обработки для углеродистых
сталей устанавливается на 50...70оС
выше линии GSK. По окончанию ковки при
температуре более высокой, чем
рекомендуемые, и последующим медленном
охлаждении поковки из заэвтектоидной
стали (с содержанием углерода более
0,8%) получают грубую цементитную сетку,
а из легированной - карбидную сетку.
Такие стали хрупки и плохо поддаются
исправлению термической обработкой.
Нагревать заготовку следует равномерно
во избежании резкого перепада температур
в наружных и внутренних ее слоях, что
может привести к образованию трещин.
Нагрев до температур 800...850
оС
ведется медленно, а затем быстрее. Время
нагревания заготовок ,
час. определяют по формуле:
= АKD
![]() ;
гдеD
-
диаметр круглой или сторона квадратной
заготовки (м), K
-
коэффициент, равный 10 для конструкционных
углеродистых низколегированных сталей,
и 20 - для высоколегированных и
высокоуглеродистых сталей. В формулу
времени нагрева вводят также поправочный
коэффициент А, зависящий от отношения
наибольшего Mx
и наименьшего Mn
размера заготовки D
(при
Mx
/
Mn
3 А = 1, при Mx
/
M
2 А = 0,98, Mx
/
M
1 А = 0,71, Mx
/
M
0,5 А = 0,68 и т.д.).
;
гдеD
-
диаметр круглой или сторона квадратной
заготовки (м), K
-
коэффициент, равный 10 для конструкционных
углеродистых низколегированных сталей,
и 20 - для высоколегированных и
высокоуглеродистых сталей. В формулу
времени нагрева вводят также поправочный
коэффициент А, зависящий от отношения
наибольшего Mx
и наименьшего Mn
размера заготовки D
(при
Mx
/
Mn
3 А = 1, при Mx
/
M
2 А = 0,98, Mx
/
M
1 А = 0,71, Mx
/
M
0,5 А = 0,68 и т.д.).
Охлаждение поковок после ковки должно быть равномерным и не очень быстрым, иначе возможно образование трещин. Сталь углеродистая качественная Ст 35 для достижения заданной твердости материала заготовки подвергается закалке (нагрев от 845 оС до 875 оС, время выдержки – 4 –5 ч., охлаждение в масле) и отпуску для снятия напряжения и улучшения структуры (нагрев от 550оС до 600оС, время выдержки 2 часа, охлаждение на воздухе) [3].
Любой режим термической обработки может быть представлен графически в координатах температура – время.
Определяем скорость нагрева заготовки звездочки
Mx / Mn = 185/42,5 = 0,22 А = 1;
=
АKD
![]() = 1 х 10 х 0,185 х 0,43 = 0,796
0,8 ч.
= 1 х 10 х 0,185 х 0,43 = 0,796
0,8 ч.
Т оС

закалка
900






600
отпуск





300
 0
0
1 2 3 4 5 6 7 8 9 10 ч.
График режима термической обработки заготовки звездочка привода.