

Контрольные семестровые задания по дисциплине, методические указания по выполнению расчётно-графического задания
Целью выполнения расчётно-графического задания является применение приобретенных студентом знаний для разработки вопросов, связанных с технологическим маршрутом изготовления заготовки.
Расчётно-графическое задание представляет собой разработку технологии изготовления заготовки детали. Объем курсовой работы состоит из 1...2 листов формата А1 графической части и расчетно-пояснительной записки объемом 25...35 страниц рукописного текста.
Расчетно-пояснительная записка к расчётно-графической работе состоит из следующих разделов:
Введение:
цель и задачи данного расчётно-графического задания;
Исходные данные:
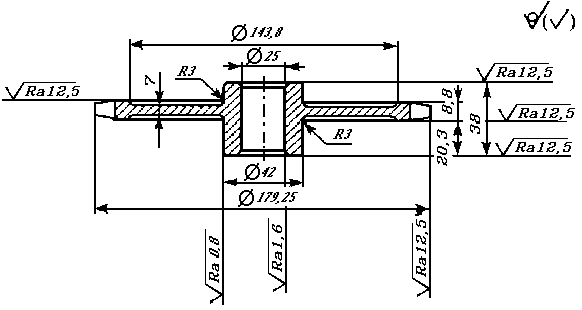
чертеж детали;
количество изготовляемых деталей.
Разработка технологического маршрута изготовления заготовки детали:
1. Служебное назначение и схема производства детали;
2. Характеристика производства заготовок применительно к данному в задании виду изделия;
3. Сведения о металле или сплаве, из которого изготовляется заготовка;
4. Выбор экономичного варианта технологического процесса при различных способах получения заготовки;
5. Конструктивные характеристики поковки (литья, проката);
6. Расчет припусков и допускаемых отклонений на размеры поковки (литья, проката);
7. Назначение и определение режимов термообработки;
Выводы;
анализ целесообразности производства заготовки выбранным методом;
предлагаются методы совершенствования данной операции.
Библиографический список.
Графическая часть расчётно-графического задания включает:
Чертеж детали.
Чертеж поковки (литья, проката) на котором указаны класс точности, группа стали, степень сложности и исходный индекс.
График термической обработки заготовки детали.
Расчетно-пояснительная записка выполняется на листах формата А4. Материал размещают в следующей последовательности: титульный лист, содержание, задание на выполнение расчётно-графического задания, введение, описание конструкции и работы детали, расчетная часть обоснование выбора оборудования и его основные технические характеристики, выводы, список использованной литературы. В расчетной части приводятся выполненные расчеты. Каждое действие расчета должно сопровождаться предварительной надписью, указывающей определяемый параметр. Формулы выписываются отдельно, за ними дается пояснение каждой входящей величины с указанием ее размерности, после чего дается подстановка численных величин. Все расчеты выполняются в международной системе единиц СИ. Выводы должны соответствовать выполненной расчётно-графической работы.
Список использованной литературы составляется по общепринятым нормам.
Графическая часть выполняется с соблюдением требований ЕСКД на листах стандартного формата. Объем графической части не должен превышать 2 листов формата А1.
Разработка технологического маршрута изготовления заготовки детали
Исходные данные: Деталь – звездочка привода, количество - 10 шт., материал - сталь 35.
1. Служебное назначение и схема производства детали
Звездочки привода цепных передач машин в зависимости от условий их работы изготовляют из серых чугунов СЧ15, СЧ20, СЧ25, среднеуглеродистых и легированных сталей 35, 40, 45, 40Х, 35Л, 35ХГСА и др. Чугунные звездочки используют при малых окружных скоростях и небольших передаваемых нагрузках, стальные - при высоких скоростях и больших нагрузках. Пластмассовые материалы (капрон, полиуретан) используют только для изготовления натяжных звездочек, не передающих крутящего момента.
Для повышения износостойкости зубьев в условиях интенсивного абразивного изнашивания звездочки подвергают термической обработке. После закалки и отпуска звездочки из серого чугуна должны иметь твердость зубчатого венца НВ 320...430. Зубчатый венец стальной звездочки закаливают ТВЧ на глубину 2...3 мм до твердости HRC 35...50.
Технология изготовления звездочки зависит от материала и предъявляемых к детали технических требований. Звездочки из чугуна обычно отливают с готовыми зубьями, и обработке подвергают только отверстие в ступице и торцы ступицы. У стальных звездочек зубья фрезеруют или накатывают. Горячее накатывание зубьев звездочек находит все более широкое применение. Когда звездочку изготовляют из стального листа толщиной до 6 мм, то вся она, включая зубья, может быть вырублена из листа методом холодной штамповки. Шпоночную канавку в ступице получают протягиванием шпоночной протяжкой. Крепежные и стопорные отверстия сверлят на вертикально-сверлильном станке, после чего, если требуется, нарезают резьбу метчиком. Зубья звездочки можно нарезать по схеме копирования профиля инструмента (дисковой фасонной фрезой) или по схеме обкатки с помощью червячной фрезы, профиль которой рассчитывают в каждом отдельном случае. На торцах ступиц звездочек иногда конструкцией предусматривают кулачки - прямые или со скосом (храповые), поверхности которых обычно получают отливкой и не обрабатывают. [1]