

Расчет ЛПС
.pdf
|
|
|
|
|
|
|
Окончание табл. 9 |
|||
Емкость |
Уровень |
Скорость истечения металла, кг/с, через стаканы |
||||||||
металла в |
|
|
|
диаметром, мм |
|
|
||||
ковша, т |
|
|
|
|
|
|||||
ковше, см |
30 |
35 |
40 |
|
45 |
50 |
55 |
60 |
70 |
|
|
|
|||||||||
|
|
|
||||||||
|
|
|
|
|
|
|
|
|
|
|
16 |
160 |
24,8 |
33,6 |
43,9 |
|
55,5 |
68,6 |
82,9 |
98,7 |
184,9 |
20 |
165* |
25,1 |
34,1 |
44,6 |
|
56,4 |
69,6 |
84,3 |
100,3 |
136,7 |
|
170 |
- |
- |
45,2 |
|
87,2 |
70,6 |
85,5 |
101,8 |
138,5 |
1, |
180 |
- |
- |
46,6 |
|
68,9 |
72,7 |
88,0 |
104,7 |
142,5 |
|
190 |
- |
- |
47,8 |
|
60,6 |
74,7 |
90,4 |
107,5 |
146,4 |
40 |
200* |
- |
- |
49,0 |
|
62,1 |
76,6 |
92,7 |
110,4 |
150,2 |
|
210 |
- |
- |
- |
|
63,6 |
78,8 |
96,0 |
113,1 |
153,9 |
|
220 |
- |
- |
- |
|
65,1 |
80,1 |
97,2 |
115,7 |
157,5 |
50 |
230* |
- |
- |
- |
|
66,6 |
82,2 |
99,8 |
118,4 |
161,1 |
|
240 |
- |
- |
- |
|
- |
83,8 |
101,5 |
120,9 |
164,5 |
|
260 |
- |
- |
- |
|
- |
87,4 |
105,4 |
125,8 |
171,2 |
|
280 |
- |
- |
- |
|
- |
96,7 |
109,7 |
130,6 |
175,7 |
90 |
298* |
- |
- |
- |
|
- |
93,5 |
113,2 |
134,7 |
183,2 |
Примечание: * – максимальный уровень налива металла в ковше данной емко-
сти.
Значения H/ и Hп без учета потерь напора на удар струи о дно
стояка определяются из равенств (см. рис. 3):
Н/= Hн + h +H, Н//= Нк+ h + H – P, (21)
где Нк и Нн – конечный и начальный напор металла в ковше при заполнении одной формы, см; h – зазор между дном ковша и верхним обрезом воронки, см. Обычно h = 15–20 см; Н – высота стояка с воронкой или чашей, см; P – высота отливки от уровня подвода металла, см.
Из двух значений Fн, определѐнных по формуле (20), принимают наибольшее, иначе стояк и воронки будут переполняться.
Поперечное сечение стояка принимают из следующих соотношений:
– при компактной литниковой системе и числе питателей до четырѐх: Fн 1,2 1,5 Fc ;
– при разветвленной литниковой системе и числе питателей более четырех: Fн 1,4 1,8 Fc .
Сечение литникового хода принимают конструктивно, но с учетом неравенства (18).
20
3. ПРИБЫЛИ
Прибылями называют технологические приливы к отливкам, которые затвердевают позднее стенок отливки. Прибыли выполняются в виде дополнительных полостей в форме, жидкий металл из которых компенсирует объемную усадку питаемых узлов. Основная цель применения прибылей – получение отливок без усадочных раковин и пористости.
3.1. Место расположения прибылей
Места расположения прибылей предусматривают ориентировочно уже на первых этапах проектирования литейной технологии
– при выборе положения отливки в форме. При этом необходимо учитывать следующие обстоятельства:
1.Усадочные раковины образуются в местах отливки и затвердевают последними (наиболее массивные части, местные утолщения, узлы сочленения элементов отливки, а также места затрудненной теплоотдачи).
2.Усадочные раковины образуются в наиболее возвышенных частях отливки.
3.Прибыли служат не только для сосредоточения усадочных раковин, но и для сбора всплывающих неметаллических включений и ликвидационных выделений.
4.Открытые прибыли, расположенные на верхних частях отливки, выполняют роль выпоров.
5.Прибыли затрудняют усадку отливки. Они ещѐ более замедляют охлаждение питаемого узла, способствуют увеличению остаточных напряжений в отливке.
6.В подприбыльной зоне получает значительное развитие ликвация. Поэтому меры, направленные на сокращение тепловых узлов, и интенсификация их охлаждения снижают расход металла на прибыли.
7.Расположение прибылей на необрабатываемых поверхностях отливки вызывает необходимость обработки или зачистки этих мест.
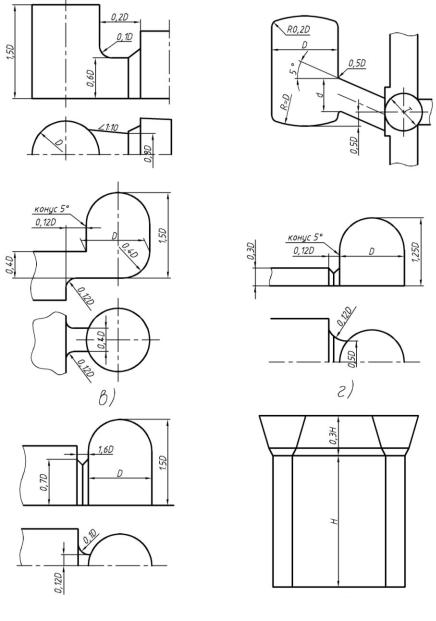
Боковые закрытые прибыли верхнего питания (рис. 5, и, к, л) применяют на отливках небольшой высоты. Расчет их ведется так же, как прибылей прямого питания (рис. 4, а, г, д).
Открытая кольцевая прибыль (рис. 5, м), устанавливаемая на отливках типа цилиндр, должна иметь шейку, размер которой равен 0,8-0,9 D. Значение D определяется из соотношения (22).
21

Расчет прибылей следует проверять по технологическому выходу годного (см. табл. 3).
L
а) |
б) |
|
|
в) |
г) |
|
|
д) |
е) |
|
|
|
Рис. 4. Прибыли стальных отливок |
22
а)
б)
|
|
г) |
|
в) |
|||
|
|
||
|
|
|
д)
е)
Рис. 5. Прибыли стальных отливок
23
4. ПРИМЕРЫ РАСЧЕТОВ ЛИТНИКОВЫХ СИСТЕМ
4.1.Заливка из поворотного ковша
4.1.1.Задание
Рассчитать литниковую систему отливки типа опорная плита (рис. 6). Масса отливки – 23 кг, число отливок в форме – 4 шт., формовка по-сырому, сталь марки 40ХЛ. Температуру заливки и емкость ковша назначить самостоятельно.
Рис. 6. Опорная плита. Схема литниковой системы: а – одной отливки; б – четырех отливок в форме
4.1.2. Расчет прибыли
Расчет литниковой системы начинаем с расчета прибыли.
От лотка, небольшая по массе, равнотелая, преобладающая толщина стенки – 15 мм, представляет собой по конфигурации простой металлоемкий узел. Поэтому выбираем закрытую полусферическую прибыль (рис. 4, д).
Диаметр сферы и верхнего сечения прибыли определяем по формуле:
|
|
|
|
Д 0,45 Vж , |
(22) |
||
24
здесь Vж – объѐм жидкого металла питаемого узла, дм; δ – толщина стенки, дм.
Объем жидкого металла питаемого узла найдем, считая, что прибыль питает все отливку:
Go |
3 |
. |
Vж |
23 : 7 3,286 дм |
Здесь Go – масса отливки – 23 кг;  – плотность жидкой стали – 7 кг/дм3; = 0,15 дм.
– плотность жидкой стали – 7 кг/дм3; = 0,15 дм.
Итак, диаметр прибыли: Д 0,45
 3,286 0,15 0,97 дм.
3,286 0,15 0,97 дм.
Принимаем Д = 1 дм = 10 см.
Высота прибыли (см. рис. 4, д) находится в пределах: hп  1,25 2 Д , h 1,6 10 16 см.
1,25 2 Д , h 1,6 10 16 см.
Массу прибыли без учета конусности найдем из выражения:
GП |
Vп |
|
|
Д 2 hц |
Д |
|
|
, |
||
|
|
|
|
|
|
|||||
|
1000 |
|
4 |
3 |
1000 |
|||||
|
|
|
||||||||
где GП, Vп – масса и объем прибыли, кг, см3;  – плотность стали, 7 г/см3; hц – высота цилиндрической части прибыли, см.
– плотность стали, 7 г/см3; hц – высота цилиндрической части прибыли, см.
hп |
|
1,25 |
2 Д , |
|
h |
1,6 10 |
16 см. |
|||||||||
Масса прибыли: G |
|
|
|
3,14 |
102 |
11 |
10 |
|
|
7 |
7,9 кг. |
|||||
П |
|
|
|
|
|
|
|
|
||||||||
|
4 |
|
|
|
|
3 |
|
1000 |
|
|||||||
|
|
|
|
|
|
|
|
|||||||||
По табл. 4 принимаем массу литниковой системы без прибы- |
||||||||||||||||
ли, равную 0,15 Go, т. е. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Gл |
0,15 |
23 |
|
|
3,5 кг. |
|
|||||||
Металлоемкость отливки по уравнению (2) составит: |
||||||||||||||||
G GП |
|
|
Gл |
GO |
7,9 |
3,9 |
|
23 |
35,4 кг. |
|||||||
Технологический выход годного равен |
|
|
||||||||||||||
|
|
|
Go |
100 % |
23 |
|
100 |
65 %, |
||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
G |
|
|
35,4 |
|
|
|
|
|
|||||
что вполне допустимо, так как согласно табл. 3, для отливок массой до 100 кг с толщиной стенки до 20 мм с закрытыми прибылями ТВГ находят в пределах 50–67 %.
4.1.3. Расчет времени заполнения
Время заполнения отливки найдем по формуле (1):
3 
 G .
G .
25

Жидкотекучесть стали 40ХЛ значительно ниже, чем у эталонной стали З0Л (см. табл. 2). Для обеспечения нормальной жидкотекучести стали 40ХЛ назначаем повышенный перегрев, равный 100 °С, что соответствует температуре разливки 1590°. Разливка из чайникового ковша емкостью 400 кг.
Подвод металла снизу сифоном. Учитывая нормальную жидкотекучесть и подвод металла сифоном, принимаем по табл. 1 значения коэффициента S = 1,3.
Толщина стенки = 15 мм, металлоемкость отливки G = 35,4 кг. Тогда
1,33  15
15  35,4 10,5 c 11с.
35,4 10,5 c 11с.
Высота отливки вместе с прибылью:
С = 45 + 160 = 205 мм.
Скорость подъема металла в форме:
V |
0,05 |
18,6 |
мм |
. |
|
|
|||
|
11 |
|
с |
|
Минимально допустимая скорость подъема металла для данного типа отливок, согласно табл. 5, находится в пределах 1,2–1,6 мм/с.
Следовательно, вычисленное по формуле (1) время заполнения вполне подходит.
4.1.4. Расчет литниковой системы
Лимитирующим сечением сужающихся литниковых систем является сечение питателей. Расчет сечения питателей производят по формуле Б. Ованна (6):
Fпит 3,2  G .
G .
Hp
Металлоемкость отливки G = 35,4 кг, время выполнения = 11 с. Коэффициент расхода литниковой системы со средним сопротивлением (число поворотов потока равно трем) при формовке посырому с закрытой прибылью составляет, согласно табл. 6, = 0,32.
Расчетный напор при заливке сифоном равен (см. формулу (7)):
H p |
H |
C |
, |
|
2 |
||||
|
|
|
где H – высота опоки с воронкой, см; C – высота отливки с прибылью, см.
26
Высота отливки с прибылью равна С = 205 мм. Высота опоки должна быть не менее
hоп = 205 + 80 = 285 мм,
здесь 80 – допустимое расстояние от верха модели до верхней опоки, мм [7].
Принимаем опоку высотой 300 мм, тогда с учетом 5 см высоты металла в воронке первоначальный напор составит:
H = 30 + 5 = 35 см.
Тогда:
Hp = 35 – 20,5:2 = 24,75 см.
Сечение питателей одной отливки:
F |
3,2 35,4 |
6,5 см2. |
||
|
|
|
||
o |
11 0,32 |
24,75 |
|
|
|
|
|||
Принимаем количество питателей на одну отливку равное двум, тогда сечение одного питателя – 3,25 см2.
Общее сечение всех питателей в форме для четырех отливок составляет:
Fп 6,5  4 26 см2.
4 26 см2.
Согласно соотношению (8), сечение общего стояка
F |
1,4 |
F |
1,4 |
26 |
36,4 см2, |
c |
|
п |
|
|
|
а сечение литникового хода |
|
|
|
||
F |
1,2 |
F |
1,2 |
26 |
31,2 см2. |
пит |
|
п |
|
|
|
Но от каждой ветви литникового хода питаются только две отливки (рис. 6, б), поэтому сечение каждой ветви литникового хода равно половине расчетной величины.
F |
31,2 : 2 |
16,6 см2. |
|
л.х. |
|
|
|
Окончательно имеем: |
|
|
|
F 36,4 см2; |
F |
16,6 |
см2; F 3,25 см2. |
c |
л.х. |
|
п |
4.2.Заливка из стопорного ковша
4.2.1.Задание
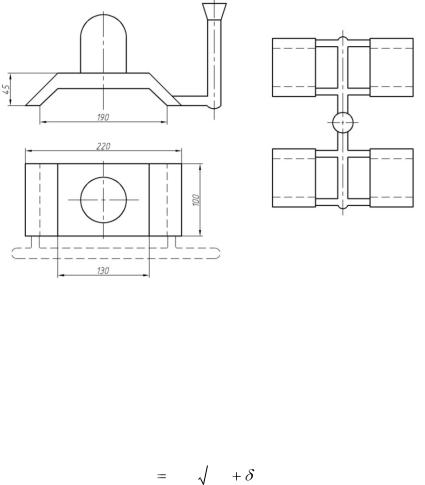
Рассчитать литниковую систему для отливки типа крышки (рис. 7). Масса отливки – 364 кг, число отливок в форме – одна, формовка по-сырому, сталь марки 35Л, температура заливки – 1570 °C. Параметры ковша назначить самостоятельно.
27
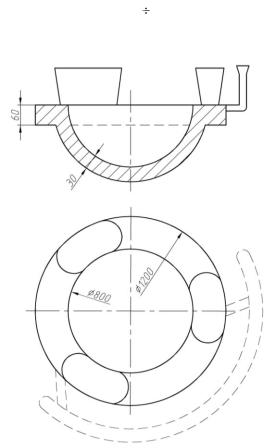
4.2.2. Расчет прибыли
Для обеспечения плотности фланца крышки устанавливаем на ней прибыли открытые эллиптические (см. рис. 4, б, в).
Диаметр вписанной в питаемый узел окружности равен толщине фланца, т. е. Т = 60 мм.
Ширина основания прибыли в этом случае составляет:
В = (1,6-2,5)T. Принимая значение коэффициента равное 2,0, получим:
B = 2,0 · 60 = 120 мм.
Высота прибыли, согласно табл. 10, составляет: hпр = (1,2 1,6)B.
Принимая значение коэффициента равное 1,6, получим: hпр = 1,6 ·120 = 192 мм.
Рис. 7. Крышка
28
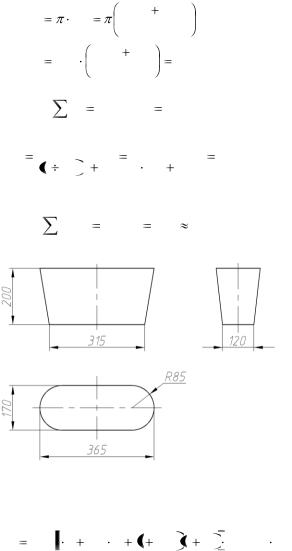
Нормальная высота опоки равна 200 мм [7]. Поэтому принимаем высоту прибыли hпр = 200 мм. Принимаем относительную длину прибылей, равную 30 % протяженности питаемого узла.
Длина питаемого узла для нашей отливки равна длине средней окружности:
L |
G |
|
|
Д м аг Д м гн |
, |
||
ф |
|
|
|||||
|
|
2 |
|
|
|||
|
|
|
|
|
|
||
L |
3,14 |
1200 |
800 |
|
3140 мм. |
||
|
|
|
|
||||
|
|
2 |
|
||||
|
|
|
|
|
|
|
|
Тогда длина прибылей равна:
lпр 3140  0,3 942 мм.
0,3 942 мм.
Количество прибылей определяем по формуле:
п |
L |
31,4 |
2,21 . |
(23) |
||
|
|
|
||||
8 12 T lпр |
8 0,6 9,42 |
|||||
|
|
|
||||
Принимаем к установке 3 прибыли. Длина основания одной прибыли равна
l  lпр : 3 942 : 3 314 315 мм.
lпр : 3 942 : 3 314 315 мм.
Размеры прибыли с учетом конусности приведены на рис. 8.
Рис. 8. Прибыль
Объем прибыли подсчитываем по формуле обелиска со скругленными углами:
V |
hпр |
l b L B |
l L |
b B 0,86h R2 |
, |
|
|||||
пр |
6 |
пр |
пр |
пр |
|
|
|
|
|
|
29