

1.9 Политика и процедура
Обязательное посещение всех аудиторных занятий, в том числе СРСП, включенных в расписание. Пропущенные лабораторные занятия отрабатывать по назначенному преподавателем времени. По пропущенным лекционным занятиям (независимо от причин) отработка должна быть представлена в виде реферата по пропущенной тематике.
2 Содержание активного раздаточного материала
2.1 Тематический план курса
|
Наименование темы разделов дисциплины |
Лекции |
Лабораторные занятия |
СРСП |
СРС | ||
|
1 |
2 |
3 |
4 |
5 | ||
|
Модуль 1 |
|
|
|
| ||
|
1. Технология обработки давлением. Общие сведения |
2
|
1 |
1 |
3 | ||
|
2. Технология обработки давлением. Общие сведения (продолжение) |
2 |
1 |
1 |
3
| ||
|
3. Прокат и его производство |
2 |
1 |
1 |
3 | ||
|
4 Прокат и его производство (продолжение). Продукция прокатного производства. |
2 |
1 |
1 |
3 | ||
|
5 Сущность процесса прессования. Основные понятия процесса прессования |
2 |
1 |
1 |
3 | ||
|
6. Волочение. Способы волочения |
2 |
1 |
1 |
3 | ||
|
7. Ковка. Операции ковки, их назначение. |
2 |
1 |
1 |
3 | ||
|
8 Осадка. Протяжка. Прошивка. Рубка, гибка, закручивание |
2 |
1 |
1 |
3 | ||
|
Модуль 2 |
|
|
|
| ||
|
9. Горячая штамповка на молотах |
2 |
1 |
1 |
3 | ||
|
10. Материал для листовой штамповки |
2 |
1 |
1 |
3 | ||
|
11. Основные операции холодной листовой штамповки. Разделительные операции листовой штамповки |
2 |
1 |
1 |
3
| ||
|
12. Формоизменяющие операции листовой штамповки |
2 |
1 |
1 |
3 | ||
|
13. Формоизменяющие операции листовой штамповки (продолжение) |
2 |
1 |
1 |
3 | ||
|
14. Основные операции холодной объемной штамповки. Разделительные операции. |
2 |
1 |
1 |
3 | ||
|
15. Формоизменяющие операции холодной объемной штамповки |
2 |
1 |
1 |
3 | ||
|
Всего часов |
30 |
15 |
45 |
45 | ||
Лекция 1. Технология обработки давлением. Общие сведения
Обработкой давлением называются процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную заготовку из исходного материала.
Пластическое деформирование при обработке давлением, состоящее в преобразовании заготовки простой формы в деталь более сложной формы того же объема, относится к малоотходной технологии.
Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия.
Высокая производительность обработки давлением, низкая себестоимость и высокое качество продукции привели к широкому применению этих процессов.
Классификация процессов обработки давлением.
Пластическое деформирование в обработке металлов давлением осуществляется при различных схемах напряженного и деформированного состояний, при этом исходная заготовка может быть объемным телом, прутком, листом.
По назначению процессы обработки металлов давлением группируют следующим образом:
– для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления деталей – прокатка, волочение, прессование;
– для получения деталей или заготовок, имеющих формы и размеры, приближенные к размерам и формам готовых деталей, требующих механической обработки для придания им окончательных размеров и заданного качества поверхности – ковка, штамповка.
Основными схемами деформирования объемной заготовки являются:
– сжатие между плоскостями инструмента – ковка;
– ротационное обжатие вращающимися валками – прокатка;
– затекание металла в полость инструмента – штамповка;
– выдавливание металла из полости инструмента – прессование;
– вытягивание металла из полости инструмента – волочение.
Характер пластической деформации зависит от соотношения процессов упрочнения и разупрочнения. Губкиным С.И. предложено различать виды деформации и, соответственно, виды обработки давлением.
Горячая деформация – деформация, после которой металл не получает упрочнения. Рекристаллизация успевает пройти полностью, новые равноосные зерна полностью заменяют деформированные зерна, искажения кристаллической решетки отсутствуют. Деформация имеет место при температурах выше температуры начала рекристаллизации.
Неполная горячая деформация характеризуется незавершенностью процесса рекристаллизации, которая не успевает закончиться, так как скорость ее недостаточна по сравнению со скоростью деформации. Часть зерен остается деформированными и металл упрочняется. Возникают значительные остаточные напряжения, которые могут привести к разрушению. Такая деформация наиболее вероятна при температуре, незначительно превышающей температуру начала рекристаллизации. Ее следует избегать при обработке давлением.
При неполной холодной деформации рекристаллизация не происходит, но протекают процессы возврата. Температура деформации несколько выше температуры возврата, а скорость деформации меньше скорости возврата. Остаточные напряжения в значительной мере снимаются, интенсивность упрочнения снижается.
При холодной деформации разупрочняющие процессы не происходят. Температура холодной деформации ниже температуры начала возврата.
Холодная и горячая деформации не связаны с деформацией с нагревом или без нагрева, а зависят только от протекания процессов упрочнения и разупрочнения. Поэтому, например, деформация свинца, олова, кадмия и некоторых других металлов при комнатной температуре является с этой точки зрения горячей деформацией.
Схемы напряженного и деформированного состояний.
Схемы напряженного состояния графически отображают наличие и направление главных напряжений в рассматриваемой точке тела.
Напряжения в точке изображаются как напряжения на трех бесконечно малых гранях куба, соответственно перпендикулярных главным осям.
Возможны девять схем напряженного состояния (рисунок 1.1,а). Напряженное состояние в точке может быть линейным, плоским или объемным.
Схемы с напряжениями одного знака называют одноименными, а с напряжениями разных знаков – разноименными. Условно растягивающие напряжения считают положительными, а сжимающие – отрицательными.
Схема напряженного состояния оказывает влияние на пластичность металла. На значение главных напряжений оказывают существенное влияние силы трения, возникающие в месте контакта заготовки с инструментом, и форма инструмента. В условиях всестороннего неравномерного сжатия при прессовании, ковке, штамповке сжимающие напряжения препятствуют нарушению межкристаллических связей, способствуют развитию внутрикристаллических сдвигов, что благоприятно сказывается на процессах обработки металлов давлением. В реальных процессах обработки давлением в большинстве случаев встречаются схемы всестороннего сжатия и состояния с одним растягивающим и двумя сжимающими напряжениями.
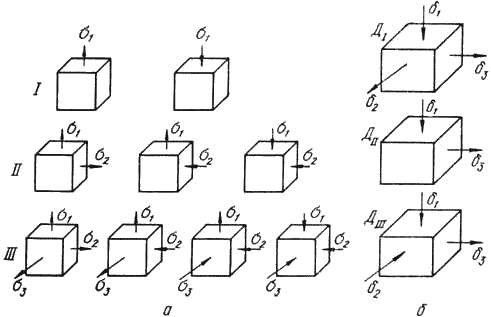
I – линейное напряженное состояние; II – плоское; III – объемное
Рисунок 1.1 Схемы напряженного (а) и деформированного (б) состояний
Схема деформированного состояния графически отображает наличие и направление деформации по трем взаимно перпендикулярным направлениям.
Возможны три схемы деформированного состояния (рисунок 1.1,б).
При схеме Д I уменьшаются размеры тела по высоте, за счет этого увеличиваются два других размера (осадка, прокатка).
При схеме Д II происходит уменьшение одного размера, чаще высоты, другой размер (длина) увеличивается, а третий (ширина) не изменяется. Например, прокатка широкого листа, когда его ширина в процессе прокатки практически не изменяется. Это схема плоской деформации.
Наиболее рациональной с точки зрения производительности процесса обработки давлением является схема Д III: размеры тела уменьшаются по двум направлениям, и увеличивается третий размер (прессование, волочение).
Совокупность схем главных напряжений и главных деформаций характеризуют пластичность металла. Напряженное состояние при прессовании металла характеризуется такой же схемой напряженного состояния, как при ковке, а схема главных деформаций характеризуется двумя деформациями сжатия и одной – растяжения. При ковке и штамповке растягивающие напряжения играют большую роль, поэтому пластичность металла меньше.
Закономерности обработки давлением. Характеристики деформаций
Процессам обработки металлов давлением присущи определенные закономерности.
Закон постоянства объема. Пластическая деформация практически не влияет на плотность металла, поэтому действует закон постоянства объема: объем тела при его пластической деформации остается неизменным:
![]()
где: H– высота;
B – ширина;
L– длина – размеры тела до деформации;
h– высота;
b– ширина;
l– высота – размеры тела после деформации.
Закон применяется для расчетов объема и размеров исходной заготовки, необходимой для получения поковки с заданными размерами, а также переходов и изменения размеров заготовки в процессе деформирования.
Закон подобия. При осуществлении в одинаковых условиях одних и тех же процессов пластического деформирования геометрически подобных тел из одинакового материала отношение усилий деформирования равно квадрату, а отношение затраченных работ – кубу отношений соответствующих линейных размеров. Этот закон, основанный на принципе моделирования, используется для приближенного определения усилий деформирования и затрачиваемой работы.
Закон наименьшего сопротивления. В случае возможности перемещения точек деформируемого тела в различных направлениях, каждая точка перемещается в направлении наименьшего сопротивления.
Закон позволяет учесть предпочтительное направление течения металла, определить, какая часть полости штампа заполнится быстрее, какие размеры и форму будет иметь поперечное сечение заготовки в результате ее обработки давлением.
По этому закону, при наличии трения на контактной поверхности, заготовка прямоугольного сечения при осадке будет приобретать округлую форму, имеющую наименьший периметр при данной площади.
В этом случае направлением наименьшего сопротивления является кратчайшая нормаль к периметру сечения.
Деформацию принято оценивать следующими величинами.
1. Абсолютные деформации:
![]() –обжатие;
–обжатие;
![]() –уширение;
–уширение;
![]() –удлинение.
–удлинение.
2. Относительные деформации:
![]() или
или
![]() –
относительное обжатие или относительная
высотная деформация;
–
относительное обжатие или относительная
высотная деформация;
![]() или
или
![]() –
относительное уширение или относительная
поперечная деформация;
–
относительное уширение или относительная
поперечная деформация;
![]() или
или
![]() –
относительное удлинение или относительная
продольная деформация.
–
относительное удлинение или относительная
продольная деформация.
3.
Коэффициент, определяющий изменение
длины обрабатываемого изделия –
![]() .
Его называютвытяжкой
или коэффициентом
вытяжки.
.
Его называютвытяжкой
или коэффициентом
вытяжки.
Согласно
закону постоянства объема
![]() (гдеF–
площадь поперечного сечения до деформации,
f–
площадь поперечного сечения после
деформации).
(гдеF–
площадь поперечного сечения до деформации,
f–
площадь поперечного сечения после
деформации).
Скорость деформации – изменение относительной деформации в единицу времени:
![]() ,
,
где:
![]() –
степень деформации;
–
степень деформации;![]() –
время.
–
время.
Скорость деформации следует отличать от скорости движения деформирующего инструмента и скорости течения металла при деформации. Диапазон скоростей деформации составляет 10 –1 … 10 3 , с –1.
Рекомендуемая литература:
Осн.1[41-66]; Доп. 2[41-80, 84-122]
Контрольные вопросы.
1.Как классифицируют процессы обработки давлением?
Какие виды обработки давлением знаете?
Перечислить схемы напряженного и деформированного состояния?
Закономерности обработки давлением
Какими величинами оценивается деформация?
Лекция 2. Технология обработки давлением. Общие сведения (продолжение)
Технологические свойства
При выборе металла или сплава для изготовления изделия различными способами обработки давлением учитывается способность материала к данному методу обработки.
Ковкость – свойство металла изменять свою форму под действием ударов или давления, не разрушаясь.
Степень ковкости зависит от многих параметров. Наиболее существенным из них является пластичность, характеризующая способность материала деформироваться без разрушения. Чем выше пластичность материала, тем большую степень суммарного обжатия он выдерживает.
В условиях обработки металлов давлением на пластичность влияют многие факторы: состав и структура деформируемого металла, характер напряженного состояния при деформации, неравномерность деформации, скорость деформации, температура деформации и др. Изменяя те или иные факторы, можно изменять пластичность.
Состав и структура металла. Пластичность находится в прямой зависимости от химического состава материала. С повышением содержания углерода в стали пластичность падает. Большое влияние оказывают элементы, входящие в состав сплава как примеси. Олово, сурьма, свинец, сера не растворяются в металле и, располагаясь по границам зерен, ослабляют связи между ними. Температура плавления этих элементов низкая, при нагреве под горячую деформацию они плавятся, что приводит к потере пластичности.
Пластичность зависит от структурного состояния металла, особенно при горячей деформации. Неоднородность микроструктуры снижает пластичность. Однофазные сплавы, при прочих равных условиях, всегда пластичнее, чем двухфазные. Фазы имеют неодинаковые механические свойства, и деформация получается неравномерной. Мелкозернистые металлы пластичнее крупнозернистых. Металл слитков менее пластичен, чем металл прокатанной или кованой заготовки, так как литая структура имеет резкую неоднородность зерен, включения и другие дефекты.
Характер напряженного состояния. Один и тот же материал проявляет различную пластичность при изменении схемы напряженного состояния. Еще в 1912 году немецкий ученый Карман осаживал образцы из мрамора и песчаника, помещенные в толстостенный цилиндр, в который нагнетался глицерин под давлением до 170 МН/м2. Деформация происходила при схеме всестороннего сжатия. В результате остаточная деформация образцов составила 9 %, в дальнейшем удалось достигнуть деформации в 78 %. Схема всестороннего сжатия является наиболее благоприятной для проявления пластических свойств, так как при этом затрудняется межзеренная деформация и вся деформация протекает за счет внутризеренной. Появление в схеме растягивающих напряжений снижает пластичность. Самая низкая пластичность наблюдается при схеме всестороннего растяжения.
Неравномерность деформации. Чем больше неравномерность деформации, тем ниже пластичность. Неравномерность деформации вызывает появление дополнительных напряжений. Растягивающие напряжения всегда снижают пластичность и способствуют хрупкому разрушению. Кроме того, неравномерность напряженного состояния понижает механическую прочность материала, так как напряжения от внешней нагрузки суммируется с остаточными растягивающими напряжениями, то разрушение наступает при меньшей нагрузке.
Скорость деформации. С повышением скорости деформации в условиях горячей деформации пластичность снижается. Имеющаяся неравномерность деформации вызывает дополнительные напряжения, которые снимаются только в том случае, если скорость разупрочняющих процессов не меньше скорости деформации.
Влияние температуры. Качественная зависимость пластичности от температуры представлена на рисунке 2.1
Влияние температуры неоднозначно. Малоуглеродистые и среднеуглеродистые стали, с повышением температуры, становятся более пластичными (1). Высоколегированные стали имеют большую пластичность в холодном состоянии (2). Для шарикоподшипниковых сталей пластичность практически не зависит от температуры (3) . Отдельные сплавы могут иметь интервал повышенной пластичности (4). Техническое железо в интервале 800…1000 0С характеризуется понижением пластических свойств (5). При температурах, близких к температуре плавления пластичность резко снижается из-за возможного перегрева и пережога.
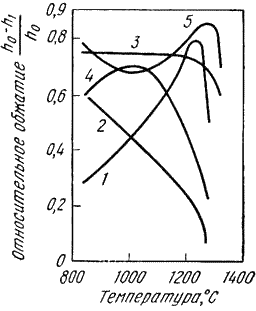
Рисунок 2.1 Влияние температуры на пластичность сталей
Технологические испытания.
Для оценки способности материала воспринимать определенную деформацию в условиях, максимально приближенных к производственным, служат технологические испытания. Такие оценки носят качественный характер. Они необходимы для определения пригодности материала для изготовления изделий по технологии, предусматривающей значительную и сложную пластическую деформацию.
Для определения способности листового материала толщиной до 2 мм выдерживать операции холодной штамповки (вытяжки) применяют метод испытания на вытяжку сферической лунки с помощью специальных пуансонов, имеющих сферическую поверхность (ГОСТ 10510). Схема испытания приведена на рисунке 2.2.
В процессе испытания фиксируется усилие вытяжки. Конструкция прибора предусматривает автоматическое прекращение процесса вытяжки в тот момент, когда усилие начинает уменьшаться (в материале появляются первые трещины). Мерой способности материала к вытяжке служит глубина вытянутой лунки.
Лист или ленту толщиной менее 4 мм испытывают на перегиб (ГОСТ 13813). Испытание проводят с помощью приспособления, изображенного на рисунке 2.3. Образец изгибают вначале влево или вправо на 900, а затем каждый раз на 1800 в противоположную сторону. Критерием окончания испытания является разрушение образца или достижение заданного числа перегибов без разрушения.
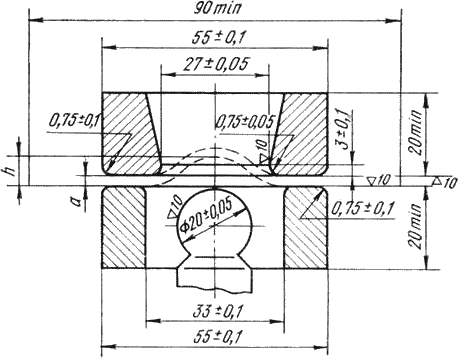
Рисунок 2.2. Схема испытания на вытяжку сферической лунки по Эриксену
Проволоку из цветных и черных металлов испытывают на скручивание (ГОСТ 1545) с определением числа полных оборотов до разрушения образцов, длина которых обычно составляет 100×d(d– диаметр проволоки). Применяют также испытание на перегиб (ГОСТ 1579) по схеме, аналогичной испытанию листового материала. Проводят пробу на навивание (ГОСТ 10447). Проволоку
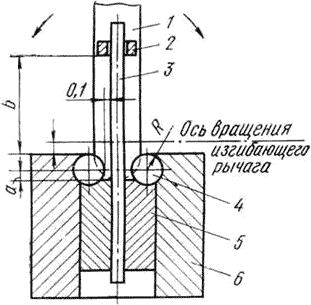
1 – рычаг; 2 – сменный поводок; 3 – образец; 4 – валики; 5 – губки;
6 - тиски
Рисунок 2.3. Схема испытания на перегиб
навивают плотно прилегающими витками на цилиндрический стержень определенного диаметра (рисунок 2.4).
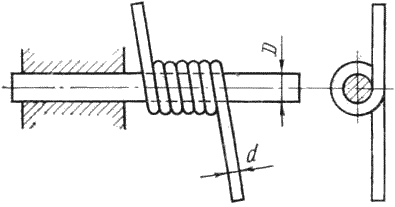
Рисунок 2.4. Проба на навивание проволоки
Число витков должно быть в пределах 5…10. Признаком того, что образец выдержал испытание, является отсутствие после навивания расслоения, отслаивания, трещин или надрывов как в основном материале образца, так и в его покрытии.
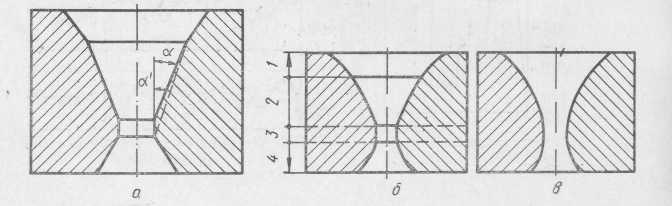
Для труб с внешним диаметром не более 114 мм применяют пробу на загиб (ГОСТ 3728). Испытание заключается в плавном загибе отрезка трубы любым способом на угол 900 (рисунок 2.5, а) так, чтобы его наружный диаметр ни в одном месте не стал меньше 85% от начального. ГОСТ устанавливает величину радиуса загиба R в зависимости от диаметра трубы D и толщины стенки S. Образец считается выдержавшим испытание, если на нем после загиба не обнаружено нарушений сплошности металла. Образцы сварных труб должны выдерживать испытания при любом положении шва.
Испытание на бортование (ГОСТ 8693) применяют для определения способности материала труб образовывать фланец заданного диаметра D (рисунок 2.5,б). Признаком того, что образец выдержал испытание, служит отсутствие после отбортовки трещин или надрывов. Допускается отбортовка с предварительной раздачей на оправке.
Испытание на раздачу (ГОСТ 8694) выявляет способность материала трубы выдерживать деформацию при раздаче на конус до определенного диаметра D с заданным углом конусности α (рисунок 2.5, в). Если после раздачи образец не имеет трещин или надрывов, то он считается выдержавшим испытание.
Для труб предусмотрены испытание на сплющивание до определенного размера H (рисунок 2.5,г), причем для сварных труб ГОСТ 8685 предусматривает положение шва (рисунок 2.5, д), испытание гидравлическим давлением.
Для испытания проволоки или прутков круглого и квадратного сечения, предназначенных для изготовления болтов, гаек и других крепежных деталей методом высадки, используют пробу на осадку (ГОСТ 8817).

а – на загиб; б – на бортование; в – на раздачу; г, д – на сплющивание Рисунок 2.5. Схемы испытаний труб
Стандарт рекомендует определенную степень деформации. Критерием годности является отсутствие трещин, надрывов, расслоений на боковой поверхности образца.
Для прутковых материалов широко применяется проба на изгиб: загиб до определенного угла (рисунок 2.6,а), загиб до параллельности сторон (рисунок 2.6,б), загиб до соприкосновения сторон (рисунок 2.6, в).
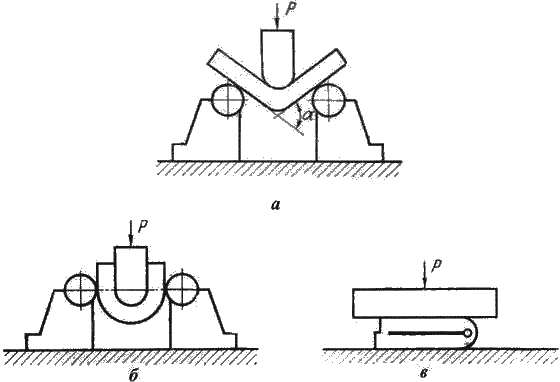
а – загиб до определенного угла; б – загиб до параллельности сторон;
в – до соприкосновения сторон
Рисунок 2.6. Схемы испытаний на изгиб
Рекомендуемая литература:
Осн.1[6-56]; 2[41-80, 84-122]; 3[65-130, 217-239];
доп. 8[10-21].
Контрольные вопросы.
1.Как влияет состав и структура металла на пластичность?
2. Как влияет характер напряженного состояния на пластичность?
3. Как влияет температура на пластичность?
4.Перечислить технологические испытания материала
5. Какие испытания проводят для труб?
Лекция 3. Прокат и его производство
Прокатка – это способ обработки пластическим деформированием – наиболее распространенный. Прокатке подвергают до 90 % всей выплавляемой стали и большую часть цветных металлов. Способ зародился в XVIII веке и, претерпев значительное развитие, достиг высокого совершенства.
Сущность процесса: заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем.
Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила N и касательная сила трения Т ( рисунок 3.1).
Угол α – угол захвата, дуга, по которой валок соприкасается с прокатываемым металлом – дуга захвата, а объем металла между дугами захвата – очаг деформации.
Возможность осуществления прокатки определяется условием захвата металла валками или соотношением T´ > N´,
где T´– втягивающая сила - проекция силы трения T на горизонтальную ось;
N´– выталкивающая сила – проекция нормальной реакции валков N на горизонтальную ось.
При этом условии результирующая сила будет направлена в сторону движения металла.
Условие захвата металла можно выразить: T cos α > N sin α
Выразив силу трения T через нормальную силу N и коэффициент трения f T=f N, и, подставив это выражение в условие захвата, получим:
f cos α > sin α или f > tg α.
Таким образом, для захвата металла валками необходимо, чтобы коэффициент трения между валками и заготовкой был больше тангенса угла захвата.
Коэффициент трения можно увеличить применением насечки на валках.
При прокатке стали α = 20…250, при горячей прокатке листов и полос из цветных металлов – α =12…150, при холодной прокатке листов – α = 2…100.
С тепень
деформации характеризуется показателями:
тепень
деформации характеризуется показателями:
– абсолютное обжатие: Δh = H - h (H, h– начальная и конечная высоты заготовки);
относительное
обжатие:
![]() %
%
Площадь поперечного сечения заготовки всегда уменьшается. Поэтому для определения деформации (особенно когда обжатие по сечению различно) используют показатель, называемый вытяжкой (коэффициентом вытяжки).
![]()
где l0, F0– первоначальные длина и площадь поперечного сечения, l1, F1– те же величины после прокатки.
Вытяжка обычно составляет 1,1…1,6 за проход, но может быть и больше.
Способы прокатки
Когда требуется высокая прочность и пластичность, применяют заготовки из сортового или специального проката. В процессе прокатки литые заготовки подвергают многократному обжатию в валках прокатных станов, в результате чего повышается плотность материала за счет залечивания литейных дефектов, пористости, микротрещин. Это придает заготовкам из проката высокую прочность и герметичность при небольшой их толщине.
Существуют три основных способа прокатки, имеющих определенное отличие по характеру выполнения деформации: продольная, поперечная, поперечно – винтовая (рисунок 3.2).
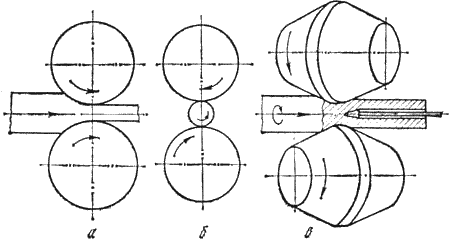
а – продольная; б – поперечная; в – поперечно – винтовая
Рисунок 3.2. Схемы основных видов прокатки
При продольной прокатке деформация осуществляется между вращающимися в разные стороны валками (рисунок 3.2,а). Заготовка втягивается в зазор между валками за счет сил трения. Этим способом изготавливается около 90 % проката: весь листовой и профильный прокат.
Поперечная прокатка (рисунок 3.2,б). Оси прокатных валков и обрабатываемого тела параллельны или пересекаются под небольшим углом. Оба валка вращаются в одном направлении, а заготовка круглого сечения – в противоположном.
В процессе поперечной прокатки обрабатываемое тело удерживается в валках с помощью специального приспособления. Обжатие заготовки по диаметру и придание ей требуемой формы сечения обеспечивается профилировкой валков и изменением расстояния между ними. Данным способом производят специальные периодические профили, изделия представляющие тела вращения – шары, оси, шестерни.
Поперечно – винтовая прокатка (рисунок 3.2,в). Валки, вращающиеся в одну сторону, установлены под углом друг другу. Прокатываемый металл получает еще и поступательное движение. В результате сложения этих движений каждая точка заготовки движется по винтовой линии. Применяется для получения пустотелых трубных заготовок.
В качестве инструмента для прокатки применяют валки прокатные, конструкция которых представлена на рисунке 3.3. В зависимости от прокатываемого профиля валки могут быть гладкими (рисунок 3.3,а), применяемыми для прокатки листов, лент и т.п. и калиброванными (ручьевыми) (рисунок 3.3,б) для получения сортового проката.
Ручей – профиль на боковой поверхности валка. Промежутки между ручьями называются буртами. Совокупность двух ручьев образует полость, называемую калибром, каждая пара валков образует несколько калибров. Система последовательно расположенных калибров, обеспечивающая получение требуемого профиля заданных размеров называется калибровкой.
а – гладкий; б – калиброванный
Рисунок 3.3. Прокатные валки
Валки состоят из рабочей части – бочки 1, шеек 2 и трефы 3.
Шейки валков вращаются в подшипниках, которые, у одного из валков, могут перемещаться специальным нажимным механизмом для изменения расстояния между валками и регулирования взаимного расположения осей.
Трефа предназначена для соединения валка с муфтой или шпинделем.
Используются
роликовые подшипники с низким коэффициентом
трения,
![]() =
0,003…0,005, что обеспечивает большой срок
службы.
=
0,003…0,005, что обеспечивает большой срок
службы.
Технологический процесс прокатки
Исходным продуктом для прокатки могут служить квадратные, прямоугольные или многогранные слитки, прессованные плиты или кованые заготовки.
Процесс прокатки осуществляется как в холодном, так и горячем состоянии. Начинается в горячем состоянии и проводится до определенной толщины заготовки. Тонкостенные изделия в окончательной форме получают, как правило, в холодном виде (с уменьшением сечения увеличивается теплоотдача, поэтому горячая обработка затруднена).
Основными технологическими операциями прокатного производства являются подготовка исходного металла, нагрев, прокатка и отделка проката.
Подготовка исходных металлов включает удаление различных поверхностных дефектов (трещин, царапин, закатов), что увеличивает выход готового проката.
Нагрев слитков и заготовок обеспечивает высокую пластичность, высокое качество готового проката и получение требуемой структуры. Необходимо строгое соблюдение режимов нагрева.
Основное требование при нагреве: равномерный прогрев слитка или заготовки по сечению и длине до соответствующей температуры за минимальное время с наименьшей потерей металла в окалину и экономным расходом топлива.
Температуры начала и конца горячей деформации определяются в зависимости от температур плавления и рекристаллизации. Прокатка большинства марок углеродистой стали начинается при температуре 1200…11500С, а заканчивается при температуре 950…9000С.
Существенное значение имеет режим охлаждения. Быстрое и неравномерное охлаждение приводит к образованию трещин и короблению.
При прокатке контролируется температура начала и конца процесса, режим обжатия, настройка валков в результате наблюдения за размерами и формой проката. Для контроля состояния поверхности проката регулярно отбирают пробы.
Отделка проката включает резку на мерные длины, правку, удаление поверхностных дефектов и т.п. Готовый прокат подвергают конечному контролю.
Процесс прокатки осуществляют на специальных прокатных станах.
Прокатный стан – комплекс машин для деформирования металла во вращающихся валках и выполнения вспомогательных операций (транспортирование, нагрев, термическая обработка, контроль и т.д.).
Оборудование для деформирования металла называется основным и располагается на главной линии прокатного стана (линии рабочих клетей).
Главная линия прокатного стана состоит из рабочей клети и линии привода, включающей двигатель, редуктор, шестеренную клеть, муфты, шпиндели. Схема главной линии прокатного стана представлена на рисунке 3.4.
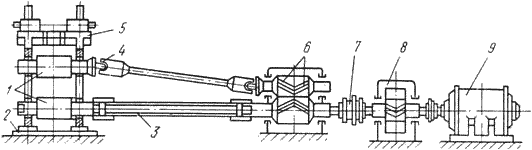
1 – прокатные валки; 2 – плита; 3 – трефовый шпиндель;
4 – универсальный шпиндель; 5 – рабочая клеть; 6 – шестеренная клеть;
7 – муфта; 8 – редуктор; 9 – двигатель
Рисунок 3.4. Схема главной линии прокатного стана
Прокатные валки 1 установлены в рабочей клети 5, которая воспринимает давление прокатки. Определяющей характеристикой рабочей клети являются размеры прокатных валков: диаметр (для сортового проката) или длина (для листового проката) бочки. В зависимости от числа и расположения валков в рабочей клети различают прокатные станы: двухвалковые (дуо-стан), трехвалковые (трио-стан), четырехвалковые (кварто-стан) и универсальные (рисунок 3.4).
В двухвалковых клетях (рисунок 3.5, а) осуществляется только по одному пропуску металла в одном направлении. Металл в трехвалковых клетях (рисунок 3.5,б) движется в одну сторону между нижним и верхним, а в обратную – между средним и верхним валками.
В четырехвалковых клетях (рисунок 3.5,в) устанавливаются опорные валки, которые позволяют применять рабочие валки малого диаметра, благодаря чему увеличивается вытяжка и снижаются деформирующие усилия.
Универсальные клети (рисунок 3.5,г) имеют неприводные вертикальные валки, которые находятся между опорами подшипников горизонтальных валков и в одной плоскости с ними.
Шестеренная клеть 6 предназначена для распределения крутящего момента двигателя между валками. Это одноступенчатый редуктор, передаточное отношение которого равно единице, а роль шестерен выполняют шестеренные валки.
Шпиндели предназначены для передачи крутящего момента от шестеренной клети прокатным валкам при отклонении от соосности до 10…120. При незначительном перемещении в вертикальной плоскости применяют шпиндели трефового типа 3 в комплекте с трефовой муфтой. Внутренние очертания трефовых муфт отвечают форме сечения хвостовика валка или шпинделя. Муфтой предусмотрен зазор 5…8 мм, что допускает возможность работы с перекосом 1…20. При значительных перемещениях валков в вертикальной плоскости ось шпинделя может составлять значительный угол с горизонтальной плоскостью, в этом случае применяют шарнирные или универсальные шпиндели 4, которые могут передавать крутящий момент прокатным валкам при перекосе шпинделя до 10…120.
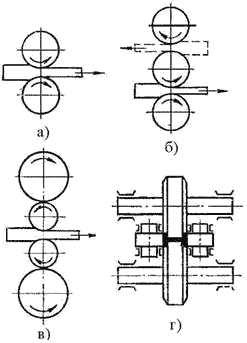
Рисунок 3.5. Рабочие клети прокатных станов
В качестве двигателя прокатного стана 9 применяют двигатели постоянного и переменного тока, тип и мощность зависят от производительности стана.
Редуктор 8 используется для изменения чисел оборотов при передаче движения от двигателя к валкам. Зубчатые колеса – обычно шевронные с наклоном спирали 300.
Рекомендуемая литература:
Осн.1[314-370];
доп. 1[41-80, 84-122]; 2[15-30, 40-59].
Контрольные вопросы.
1. В чем заключается сущность процесса прокатки?
2. Способы прокатки
3. Условие захвата металла
4. Основные технологические операции прокатного производства?
5.На чемосуществляют процесс прокатки
Лекция 4. Прокат и его производство (продолжение). Продукция прокатного производства.
По назначению прокатные станы подразделяют на станы для производства полупродукта и станы для выпуска готового проката.
Нагрев металла осуществляют в пламенных и электрических печах. По распределению температуры печи могут быть камерные и методические. В камерных печах периодического нагрева температура одинакова по всему рабочему пространству. В методических печах температура рабочего пространства постоянно повышается от места загрузки заготовок до места их выгрузки. Металл нагревается постепенно, методически. Печи характеризуются высокой производительностью. Применяются в прокатных и кузнечно-штамповочных цехах для нагрева слитков из цветных металлов. Крупные слитки перед прокаткой нагревают в нагревательных колодцах – разновидности камерных, пламенных печей.
В качестве транспортных устройств в прокатном производстве используют:
- слитковозы и различного вида тележки для подачи слитков и заготовок от нагревательных устройств к стану;
- рольганги – основное транспортное средство прокатных цехов (транспортеры с последовательно установленными вращающимися роликами обеспечивают продольное перемещение металла; при косом расположении роликов возникает возможность поперечного движения полосы);
- манипуляторы, предназначенные для правильной задачи полосы в калибр;
- кантователи, предназначенные для поворота заготовки вокруг горизонтальной оси.
Правка проката
Изделия, полученные прокаткой, часто требуют правки. Иногда правку выполняют в горячем состоянии, например, при производстве толстых листов. Но обычно в холодном состоянии, так как последующее охлаждение после горячей правки может вызвать дополнительное изменение формы.
Процесс правки заключается в однократном или многократном пластическом изгибе искривленных участков полосы, каждый раз в обратном направлении.
Правку можно выполнять и растяжением полосы, если напряжения растяжения будут превышать предел текучести материала.
Роликоправильные машины с параллельно расположенными роликами предназначены для правки листа и сортового проката (рисунок 4.1).
Процесс правки заключается в прохождении полосы между двумя рядами последовательно расположенных роликов, установленных в шахматном порядке таким образом, что при движении полосы, ее искривление устраняется. Диаметр роликов – 25…370 мм, шаг – 30…400 мм, количество роликов: для тонких листов – 19…29, для толстых – 7…9.
Правильные машины с косо расположенными гиперболоидальными роликами предназначены для правки труб и круглых прутков (рисунок 4.2).
Ролики выполняют в виде однополостного гиперболоида и располагают под некоторым углом друг к другу. Выправляемый металл, кроме поступательного движения, совершает вращательное, что вызывает многократные перегибы полосы роликами и обеспечивает осесимметричную правку.
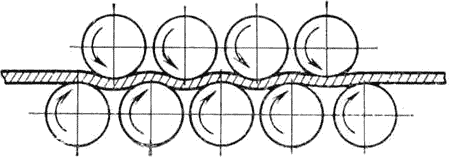
Рисунок 4.1. Схема правки проката на роликоправильных машинах с параллельно расположенными роликами

Рисунок 4.2. Схема правки проката на машинах с косо расположенными гиперболоидальными роликами
Растяжные правильные машины используют для правки тонких листов (менее 0,3 мм), трудно поддающихся правке на роликоправильных машинах.
Форма поперечного сечения называется профилем проката. Совокупность профилей различной формы и размеров - сортамент.
В зависимости от профиля прокат делится на четыре основные группы: листовой, сортовой, трубный и специальный. В зависимости от того нагретая или холодная заготовка поступает в прокатные валки – горячий и холодный.
Листовой прокат из стали и цветных металлов подразделяется на толстолистовой (4…60 мм), тонколистовой (0,2…4мм) и жесть (менее 0,2 мм). Толстолистовой прокат получают в горячем состоянии, другие виды листового проката – в холодном состоянии.
Прокатку листов и полос проводят в гладких валках.
Среди сортового проката различают:
- заготовки круглого, квадратного и прямоугольного сечения для ковки и прокатки;
- простые сортовые профили (круг, квадрат, шестигранник, полоса, лента);
- фасонные сортовые профили:
- профили общего назначения (уголок, швеллер, тавр, двутавр);
- профили отраслевого назначения (железнодорожные рельсы, автомобильный обод);
- профили специального назначения (профиль для рессор, напильников).
Трубный прокат получают на специальных трубопрокатных станах. Различают бесшовные горячекатаные трубы диаметром 25…550 мм и сварные диаметром 5…2500 мм.
Трубы являются продуктом вторичного передела круглой и плоской заготовки.
Общая схема процесса производства бесшовных труб предусматривает две операции: 1– получение толстостенной гильзы (прошивка); 2 – получение из гильзы готовой трубы (раскатка).
Первая операция выполняется на специальных прошивочных станах в результате поперечно-винтовой прокатки. Вторую операцию выполняют на трубопрокатных раскатных станах различных конструкций: пилигримовых, автоматических и др.
Схема прокатка труб на пилигримовом стане представлена на рисунке 4.3.
В толстостенную гильзу 1 вводят оправку (дорн) 2 подающего механизма, длина которой больше длины гильзы. Гильза перемещается к валкам 3, калибр которых разделяется на две части: рабочую и холостую. Рабочая часть валка имеет рабочий и калибрующий участки. Процесс работы заключается в периодической подаче на определенную длину гильзы вместе с оправкой в зазор между валками в момент совпадения холостой части обоих валков (рисунок 4.3,а). Затем выполняется процесс прокатки, и гильза перемещается в направлении вращения валков, т.е. обратном ходу прокатываемой трубы (рисунок 4.3,б). При этом рабочий участок обжимает гильзу по диаметру и толщине стенки, а калибрующий участок обеспечивает выравнивание диаметра и толщины стенки. После выхода из рабочей части оправка с гильзой продвигаются вперед, поворачиваясь на 900 вокруг продольной оси. По окончании прокатки валки разводят, и подающий механизм обратным ходом вытягивает оправку из трубы.
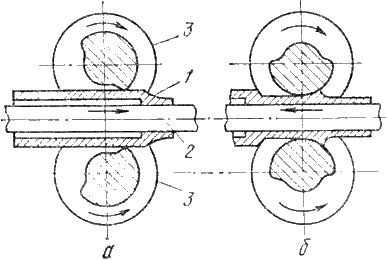
Рисунок 4.3. Схема прокатки труб на пилигримовом стане
Сварные трубы изготавливают на трубосварочных агрегатах различными способами: печной сваркой, контактной электросваркой и др. из полос – штрипсов. Процесс получения трубы состоит из получения заготовки в виде свернутой полосы и сварки ее в трубу.
Особое место занимают станы спиральной сварки. Трубы получают завивкой полосы по спирали на цилиндрических оправках с непрерывной сваркой спирального шва автоматической сварочной головкой (рисунок 4.4). Формовка осуществляется путем пластического изгиба в плоскости, расположенной под углом α к продольной оси.
Преимущества способа состоят в следующем: диаметр трубы не зависит от ширины исходного полосы, так как он определяется и углом подъема спирали; спиральный шов придает трубе большую жесткость; спирально-сварные трубы имеют более точные размеры.
Специальные виды проката.
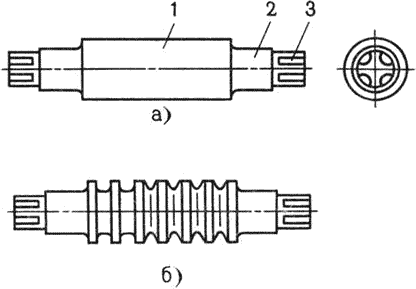
Периодический профиль – профиль, изменяющийся по определенному закону, повторяющемуся по длине. Периодические профили получают продольной, поперечной и винтовой прокаткой.
При продольной периодической прокатке получают профили с односторонним периодом, с двухсторонним совпадающим периодом, с несовпадающим верхним и нижним периодом. Окончательную форму изделию придают за один проход. Длина периода профиля определяется длиной окружности валка. При каждом обороте валков из них должен выходить отрезок полосы с целым числом периодов, поэтому наибольшая длина периода не может быть больше длины окружности валков.
Поперечная прокатка периодических профилей характеризуется тем, что заготовка и готовый профиль представляют собой тела вращения.
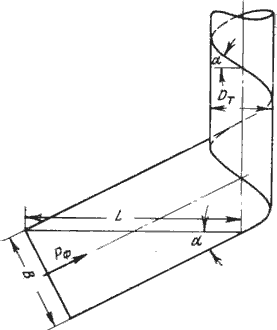
Рисунок 4.4. Схема формовки заготовки при спиральной сварке трубы
Схема прокатки на трехвалковом стане представлена на рисунке 4.5.
Прокатка осуществляется дисковыми или коническими валками, расположенными под углом 1200 друг к другу. Валки могут быть установлены с некоторым перекосом. Способ заключается в том, что три приводных валка 1 вращают заготовку 2, которая принудительно перемещается в осевом направлении со значительным натяжением. Гидравлическое устройство
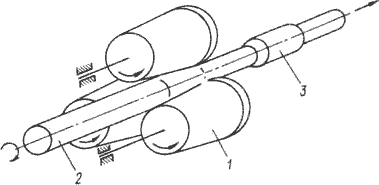
Рисунок 4.5. Схема прокатки на трехвалковом стане
перемещает зажимной патрон 3 вместе с металлом в направлении рабочего хода. Во время прокатки валки сближаются и разводятся на требуемый размер гидравлической следящей системой в соответствии с заданным профилем копировальной линейки или системой ЧПУ по заранее заданной программе. Переход от одного профиля к другому осуществляется без замены валков, только за счет смены копира или программы.
Поперечной прокаткой накатывают зубья шестерен между двумя вращающимися валками. Возможны два способа обработки зубьев: с осевой подачей обрабатываемой заготовки (прутковая прокатка) и прокатка с радиальной подачей валков (штучная прокатка). Прутковая прокатка шестерен (рисунок 4.6) применяется для обработки прямозубых и косозубых шестерен с небольшими модулями (до 6 мм) и диаметром до 200 мм. Образование зубьев при прокатке осуществляется перемещением нагретой в кольцевом индукторе 2 заготовки 1 между двумя вращающимися зубчатыми валками 3, модуль которых равен модулю прокатываемой шестерни 4.
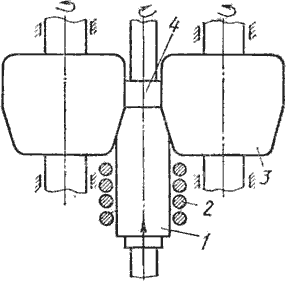
Рисунок 4.6. Схема прокатки шестерни с осевой подачей заготовки
В начале прокатки заготовка приводится во вращение дополнительным зубчатым колесом, находящимся в зацеплении с валками. После выхода из зацепления шестерня вращается валками.
Станы винтовой прокатки широко применяют для прокатки стальных шаров диаметром 25…125 мм. Схема прокатки представлена на рисунке 4.7.
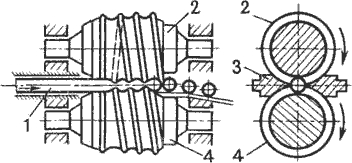
Рисунок 4.7. Схема прокатки шаров
Валки 2 и 4 вращаются в одном направлении, в результате заготовка 1 получает вращательное движение. Для осевого перемещения оси валков располагают под углом к оси вращения. От вылета из валков заготовка предохраняется центрирующими упорами 3. В валках нарезают винтовые калибры. По характеру деформации калибр разделяется на формующий участок, где осуществляется захват заготовки и ее постепенное обжатие в шар, и отделочный участок, где придаются точные размеры шару и происходит его отделение от заготовки. Диаметр валков в 5…6 раз превышает диаметр прокатываемых шаров, и составляет 190…700 мм. Производительность стана определяется числом оборотов валков. Существуют станы для прокатки ребристых труб, для накатки резьбы и т.д.
Рекомендуемая литература: Осн.1[444-477];
Доп. 1[41-80, 84-122]; 2[65-130, 217-239]. Контрольные вопросы.
1. В чем заключается процесс правки?
2. Как и на чем осуществляется разрезка и заготовительная обработка проката
3. На какие основные группы в зависимости от профиля делится прокат
4. Перечислите виды сортового проката?
5.Специальные виды проката
Лекция 5. Сущность процесса прессования. Основные понятия процесса прессования
Процессы обработки металлов давлением, отличающиеся тем, что деформация происходит под действием прессующих, или иначе сжимающих сил, называются прессованием.
Прессование включает три группы процессов. К первой группе относятся процессы, при которых весь объем заготовки (слитка) деформируется одновременно; например штамповка и ковка сразу всего изделия. Ко второй группе относятся процессы, при которых деформации подвергается лишь часть объема слитка, причем металл поступает в очаг деформации периодически. К этой группе процессов относится ковка и штамповка с одного конца заготовки. Третья группа включает процессы деформации части объема слитка, причем металл поступает в очаг деформации непрерывно. Эту группу процессов представляет выдавливание металла в щели разного профиля. Далее будут рассмотрены только процессы третьей группы, которые для краткости будут называться прессованием.
Применяются две метода прессования: прямой и обратный (рисунок 5.1).
При прямом прессовании движение пуансона пресса и истечение металла через отверстие матрицы происходят в одном направлении. При прямом прессовании требуется прикладывать значительно большее усилие, так как часть его затрачивается на преодоление трения при перемещении металла заготовки внутри контейнера. Пресс-остаток составляет 18…20 % от массы заготовки (в некоторых случаях – 30…40 %). Но процесс характеризуется более высоким качеством поверхности, схема прессования более простая.
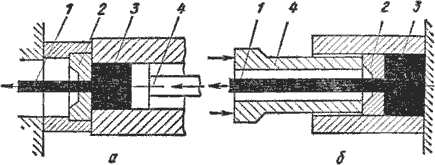
1 – готовый пруток; 2 – матрица; 3 – заготовка; 4 - пуансон
Рисунок 5.1. Схема прессования прутка прямым (а) и обратным (б) методом
При обратном прессовании заготовку закладывают в глухой контейнер, и она при прессовании остается неподвижной, а истечение металла из отверстия матрицы, которая крепится на конце полого пуансона, происходит в направлении, обратном движению пуансона с матрицей. Обратное прессование требует меньших усилий, пресс-остаток составляет 5…6 %. Однако меньшая деформация приводит к тому, что прессованный пруток сохраняет следы структуры литого металла.
В последнее время достигнуто уменьшение потерь металла на пробку в результате применения так называемого совмещенного метода прессования труб.
Прессование труб, как правило, производится через матрицу с одним отверстием; матрицы специальных конструкций позволяют вести прессование через несколько отверстий.
В конце операции прессования в контейнере остается часть заготовки, называемая прессостатком, величина которого определяется конструкцией пресса, методом и условиями прессования, размером прессованного изделия и свойствами прессуемого металла.
Одним из основных параметров процесса прессования является степень деформации, которая характеризуется любым из следующих показателей:
1. Вытяжка (или степень вытяжки), определяемая как отношение площади сечения распрессованного слитка к суммарной площади сечения прессованного изделия
![]()
При прессовании труб площадь сечения Fн равна разности между площадью сечения слитка и площадью сечения иглы.
2. Обжатие, определяемое как отношение разности между площадью сечения запрессованного слитка и суммарной площадью сечения прессованного изделия к площади сечения запрессованного слитка:
![]()
3. Интегральный показатель, часто называемый истинной степенью деформации и определяемый как натуральный логарифм вытяжки ln λ.
Прессование, как и почти все другие процессы обработки металлов давлением, протекает при неравномерной деформации отдельных элементарных объемов. Поэтому перечисленные показатели степени деформации не характеризуют действительного деформированного состояния прессованного изделия и являются условными, определяющими лишь соотношения между основными размерами слитка и прессованного изделия.
Сравнение прессования с другими методами обработки металлов давлением
Прутки, трубы и профили можно изготавливать не только прессование, но и прокаткой. По сравнению с этим способом прессование имеет свои преимущества и недостатки.
К преимуществам прессования относятся:
1. Вид напряженного состояния (в основном трехосное сжатие), значительно повышающий пластичность металла и позволяющий вести обработку с большими степенями деформации.
Более быстрый переход с изготовления одного размера изделий и форм на другие.
3. Возможность получения сплошных и полых профилей самых сложных очертаний.
4. Меньшие допуски по поперечным линейным размерам полуфабрикатов.
Недостатками прессования являются:
1. Значительно более высокие потери на отходах, главным образом из-за прессутяжки.
2. Большая неравномерность механических свойств по длине и поперечному сечению прессованного изделия.
3. Сравнительно меньшие скорости истечения, а следовательно, и производительность процесса.
Перечисленные преимущества и недостатки прессования по сравнению с прокаткой обусловливают применение прессования в производстве:
- труб, прутков и профилей из металлов и сплавов, которые методом прокатки не могут быть обработаны;
- прутков, профилей и труб сложных форм поперечных сечений из легкопрессуемых металлов и сплавов;
- прутков, профилей и труб простых форм поперечных сечений из легкопрессуемых металлов при большом сортаменте изделий и частых переходах с одного видоразмера на другой;
- изделий тонких сечений, которые не удается получить горячей прокаткой, например труб с толщиной стенки менее 1,25 мм, профилей с толщиной полки менее 1,0 мм и т. д.
Таким образом, прессование является основным способом производства изделий (труб, прутков и профилей), отличающихся очень большим сортаментом и малыми сериями, изготовляемых из цветных металлов и сплавов.
В последнее время, в связи с возникновением потребности в большом сортаменте профилей из малопластичных легированных сталей, а также из титана и его сплавов применение процесса прессования значительно расширилось.
Методы прессования
В настоящее время применяются следующие методы прессования: а) прямое прессование труб, прутков и профилей; б) обратное прессование прутков и профилей; в) обратное прессование труб на пуансон; г) совмещенное прессование труб с прошивкой при закрытом контейнере; д) прессование труб и полых профилей через матрицу с вмонтированной иглой. Кроме того, известны и другие методы прессования, находящиеся в стадии разработки.
Особый интерес представляет (холодное) прессование непосредственным введением жидкости высокого давления в контейнер и воздействием этой жидкости на слиток вместо пуансона. При таком процессе резко снижаются силы контактного трения.
Применение того или иного метода прессования определяется свойствами прессуемых металлов, наличным оборудованием и сортаментом прессуемых изделий.
При прямом прессовании металл (слиток), находящийся в контейнере, вытекающий из матрицы пруток (или труба) и пуансон движутся в одном направлении. При этом методе прессования слиток перемещается в неподвижном контейнере 1 пресса (рисунок 5.2), что обусловливает появление сил трения на боковой поверхности контейнера. Метод называется прямым, потому что направление течения металла совпадает с направлением движения пуансона 2.
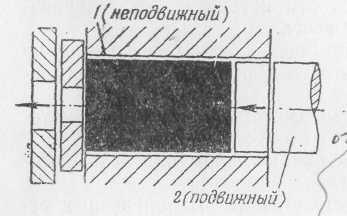
Рисунок 5.2. Схема прямого прессования
При методе обратного прессования течение металла происходит без перемещения слитка в контейнере; силы трения на боковой поверхности контейнера не возникают, вследствие чего значительно уменьшается действие внешних сил трения на деформируемый металл. При этом методе прессования полый пуансон 1 и помещенная на его конце матрица 2 вдвигаются в неподвижный контейнер 3 и изделие вытекает в полость движущегося пуансона (рисунок 5.3).
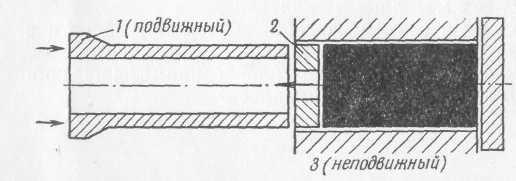
Рисунок 5.3. Схема обратного прессования с подвижным пуансоном
Направление течения металла обратно направлению движения матрицы с пуансоном, соответственно чему этот метод прессования называется обратным.
Метод обратного прессования (истечения) может осуществляться также перемещением контейнера 1 со слитком, надвигающихся на матрицу и неподвижный полый пуансон 2 (рисунок 5.4).
В этом способе противоположными являются направления относительных движений пуансона и выпрессованного металла по отношению к контейнеру при отсутствии перемещения металла в самом контейнере. Это делает рассматриваемый способ общим с описанным выше, и поэтому он также называется обратным прессованием.
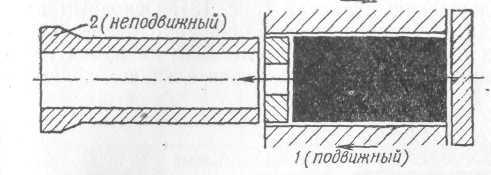
Рисунок 5.4. Схема обратного прессования с неподвижным пуансоном
Обратное и совмещенное прессование труб
В производстве труб большого диаметра (300—400 мм) применяется метод обратного прессования труб на пуансон, называемый также встречным прессованием и представляющий по существу штамповку труб на пуансон. В этом методе матрицей является контейнер; течение металла осуществляется в направлении, обратном движению пуансона (рисунок 5.5). Основным преимуществом метода встречного прессования труб является образование полости изделия без потери металла на пробку, что при трубах больших диаметров дает значительную экономию металла и повышает выход годного. Однако при этом методе прессования длина трубы ограничена длиной пуансона, что обусловливает низкую производительность пресса и ограничивает размеры получаемых труб диаметром не менее 300 мм.
В последнее время промышленное применение получил метод совмещенного прессования труб большого диаметра, использующий преимущества метода обратного прессования и свободный от его недостатков. Сущность этого метода заключается в том, что в нем совмещаются идущие один за другим два процесса: а) образование полости в слитке без потери металла на пробку — образование стакана, б) образование трубы из стакана методом прямого прессования.
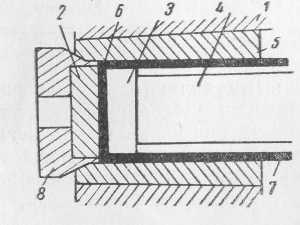
1 — контейнер; 2 — матрица: 3 — прессшайба; 4 — пуансон; 5 — втулка контейнера; 6 — прессостаток; 7 — труба; 8 — матрицедержатель
Рисунок 5.5. Схема метода встречного прессования труб
При методе совмещенного прессования длина трубы не зависит от длины пуансона и получается в два-три раза больше, чем при методе обратного прессования на пуансон. Это резко повышает производительность оборудования при прессовании труб больших диаметров.
Прессование этим методом не требует никаких переустройств пресса и может производиться на трубном горизонтальном прессе любой конструкции [2].
Метод совмещенного прессования вначале был применен для производства изделий из меди, а позже — из алюминиевых бронз; он может быть использован также для изготовления труб большого диаметра из латуни, алюминиевых, магниевых и других сплавов. Трубы из никелевых сплавов и специальных сталей прессуются этим методом при высокой температуре металла, достигающей 1000—1300°. Прошивка слитка вызывает при этом сильный разогрев иглы, что понижает ее стойкость.
Рекомендуемая литература:
Осн.1[278-292]; осн.2 [165 - 224].
Контрольные вопросы.
1. В чем заключается сущность процесса прессования?
2. Основные параметры процесса прессования.
3. Методы процесса прессования
4. Достоинства и недостатки процесса прессования?
5.Как осуществляется прессование труб
Лекция 6. Волочение
Способы волочения
Волочением (рисунок 6.1) получают проволоку диаметром от 0,002 мм до 6—8 мм, прутки диаметром до 100 мм, трубы диаметром от 0,01 мм до 400 мм, квадратные, шестигранные, каплевидные, коробчатые и другие профили.
Из слитка диаметром 400 мм и длиной 1 м после прокатки и последующего волочения получается 162 км проволоки диаметром 1 мм или 16200 км проволоки диаметром 0,1 мм. При этом площадь поверхности возрастает в 4·103 раза. В процессе волочения существенно изменяются физико-механические свойства металла. В частности, волочением можно добиться получения надлежащей текстуры обрабатываемого металла.
Основные способы волочения сплошных тел схематически показаны на рисунке 6.1. Волочение с противонатяжением 2 применяют для уменьшения трения и повышения стойкости инструмента, так как при этом уменьшается давление на инструмент. В последнее время стали применять волочение с принудительной подачей смазки в очаг деформации 3. Это существенно снижает усилие волочения и дает возможность увеличить вытяжку. Волочение с подогревом 5 используют в случае низкой пластичности обрабатываемого материала. Например, вольфрам и молибден при волочении подогревают до 700—800°С. При волочении цинковой проволоки ее предварительно подогревают до 80—90°С, погружая заготовку в горячую воду. В процессе волочения температура проволоки увеличивается до 120—150°С. При этой температуре цинк имеет высокую пластичность в связи с образованием максимального количества плоскостей скольжения.
Волочение во вращающейся волоке 6 иногда применяют главным образом для получения равномерного износа по ее поверхности. При волочении полых тел без оправки 8 во избежание потери устойчивости стенки или обрыва трубы деформация за каждый проход не должна превышать 30—35%.
Если волочение производится на длинной оправке 10, то допустима степень деформации трубы до 55%. Однако, вслед за волочением требуется довольно трудоемкая операция извлечения длинной отправки из трубы, что ограничивает применение этого способа волочения. Волочение на короткой оправке 9 с деформацией на 35—40% за один проход является наиболее распространенным. Волочение на самоустанавливающейся («плавающей») оправке 11 используют для изготовления длинных труб (до 400—600 м) небольшого диаметра, которые можно сматывать в бунты и, следовательно, использовать для волочения компактные станки с волочильными барабанами. Иногда используют волочение через две волоки для повышения суммарной величины деформации за один проход.
Раздача при волочении применяется для изготовления тонкостенных труб большого диаметра, калибровки труб по внутреннему диаметру, изготовления биметаллических труб. Раздача может осуществляться с растяжением и сжатием трубы. Раздача с растяжением 12 применяется для тонкостенных труб с толщиной стенки 1,5—2 мм и диаметром 20—50 мм и более. Раздача со сжатием трубы [1] применяется для толстостенных (более 4 мм) и коротких (не более 3—4 м) труб. За один проход диаметр труб увеличивается на 5—10 мм. Разновидностями раздачи с растяжением и со сжатием являются соответствующие операции листовой штамповки. При раздаче с растяжением допустимое за один проход увеличение диаметра ограничено: возможен отрыв заготовки от фланца или образование продольных трещин под действием тангенциальных растягивающих напряжений. При раздаче со сжатием деформация тоже ограничена: возможна потеря устойчивости недеформируемой части перед оправкой или образование трещин в наиболее деформированной части.
Упомянутые здесь способы не исчерпывают, конечно, всего многообразия технологических процессов волочения, Например, используется комбинация волочения в роликовых и обычных волоках, известны многочисленные способы получения полых некруглых тел, различных сечений. Уменьшить площадь поперечного сечения металлических тел можно и простым растяжением.
Под действием силы, приложенной к переднему концу, а также нормальных и касательных напряжений, возникающих на контактной поверхности, в заготовке появляются растягивающие напряжения вдоль ее оси и сжимающие напряжения в плоскости поперечного сечения. Напряжения разного знака снижают сопротивление деформации. Это обстоятельство и наклеп обеспечивают возможность волочения.
Необходимое условие для осуществления процесса волочения состоит в том, что напряжение растяжения в вышедшем из волоки конце полосы, которое мы условимся называть напряжением волочения, должно быть меньше, чем предел текучести материала этого конца, т. е. p ≤ σs. В противном случае будет происходить пластическое растяжение выходящего конца, деформация приобретает сосредоточенный характер, образуется шейка или несколько шеек и произойдет обрыв.
Ролики выполняют в виде однополостного гиперболоида и располагают под некоторым углом друг к другу. Выправляемый металл, кроме поступательного движения, совершает вращательное, что вызывает многократные перегибы полосы роликами и обеспечивает осесимметричную правку.
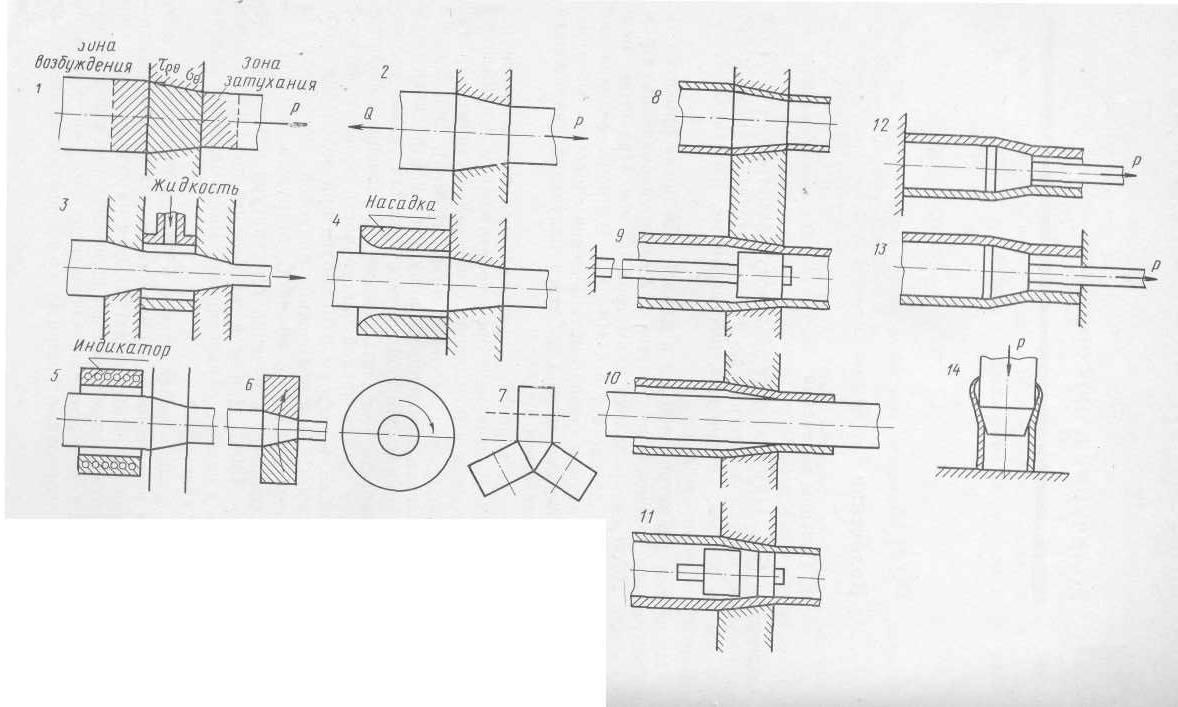
1 – основная схема; 2 – с противонатяжением; 3 – с подачей смазки под давлением от насоса; 4 – подача смазки с помощью насадки; 5 – с подогревом;
6 – во вращающейся волоке; 7 – между роликами; 8 – без оправки; 9 – на короткой закрепленной оправке; 10- на длиной оправке; 11 – на плавающей оправке; 12 – раздача проволакиванием оправки с растяжением; 13 – сжатием; 14 – трубы и в процессе листовой штамповки со сжатием заготовки.
Рисунок 6.1 Способы волочения
Очаг деформации при волочении включает в себя внеконтактную, контактную и переднюю внеконтактную зоны (на первом из рисунка 6.1 схематически ограничены пунктирной линией). Под действием контактной зоны во внеконтактных зонах возникают напряжения и соответствующие им деформации. Они довольно быстро уменьшаются по мере удаления от сечений входа и выхода. Учитывая непрерывность процесса волочения, уместно заднюю внеконтактную зону назвать зоной возбуждения, а переднюю — зоной затухания внеконтактных напряжений и деформаций.
Изучение деформаций методом координатной сетки показывает, что при волочении наряду с деформацией растяжения имеют место сдвиги, тем более интенсивные, чем дальше элементарные ячейки расположены от оси протягиваемого прутка (рисунок 6.2).
Факторы, влияющие на процесс волочения
Кратко охарактеризуем влияние основных факторов на протекание процесса волочения и, главным образом, на усилие и напряжение волочения.
Механические свойства металла. Многочисленные опыты показывают, что между пределом прочности и усилием волочения технических металлов существует линейная зависимость.
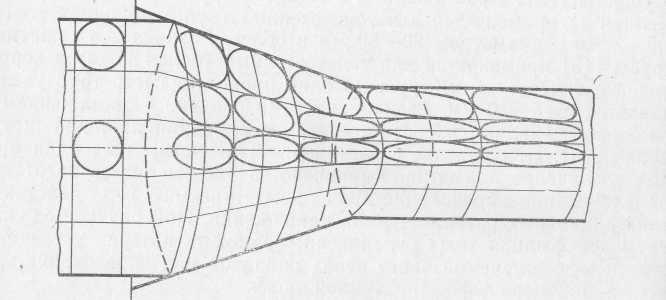
Рисунок 6.2. Схема изменения координатной сетки при волочении
круглого профиля через коническую волоку
Структура металла. Металлы с однофазной структурой и минимальным количеством примесей можно подвергать волочению с большими степенями деформации за проход и минимальным числом отжигов между ними. При прочих равных условиях усилие волочения для таких металлов минимально по сравнению с другими структурами, а качество поверхности выше.
Степень деформации. Чрезмерно большие вытяжки при волочении ведут к нарушению условия осуществимости процесса волочения p≤σs, т. е. к обрывам. При чрезмерно малых обжатиях очаг деформации значительно укорачивается, нагрузки приобретают сосредоточенный характер и деформации по сечению стержня становятся крайне неравномерными. В результате контактные напряжения резко возрастают, что приводит к быстрому износу инструмента. Вместе с тем механические свойства металла по сечению заметно изменяются. При увеличении степени деформации неравномерность уменьшается, поэтому контактные напряжения и связанный с ним износ уменьшаются, а механические свойства по сечению тела становятся более равномерными. Многочисленные опыты показывают, что зависимости между усилием, а также напряжением и логарифмом вытяжки близки к линейным.
Скорость деформации. Известно, что с ростом скорости обработки сопротивление деформации увеличивается. Вместе с тем в условиях волочения с ростом скорости происходит разогрев металла, и слой смазки становится все более равномерным. При этом коэффициент трения уменьшается. В результате с увеличением скорости волочения до 5 м/мин напряжение несколько возрастает, а при дальнейшем росте скорости остается примерно постоянным. В начале процесса напряжение волочения достигает некоторого максимума, а затем уменьшается и стабилизируется. Наличие максимума обусловлено инерционными силами при захвате. При плавном захвате максимальное начальное напряжение волочения лишь на 5—10% больше напряжения в установившейся стадии, но при резком захвате оно может повыситься в 2—2,5 раза, что приведет к обрывам. При очень больших скоростях (35—40 м/сек и выше) снова можно наблюдать рост усилия волочения с ростом скорости за счет уменьшения вязкости смазки.
Температура волочения. Температура поверхностных слоев при волочении повышается под влиянием контактного трения. В связи с этим при очень больших скоростях волочения может наступать явление «перетяжки»— образование по оси протягиваемого прутка на примерно равных расстояниях внутренних разрывов.
При волочении с подогревом невозможно получить большие вытяжки, так как при этом значительно уменьшается прочность вытягиваемого из волоки переднего конца и ухудшаются условия смазки в очаге деформации. Это приводит к росту усилия волочения и обрыву переднего конца. Поэтому незначительный подогрев применяется лишь при волочении высокопрочных металлов — молибдена, вольфрама, быстрорежущей стали и др., не теряющих при этой температуре способности к упрочнению.
Противонатяжение. Противонатяжение уменьшает нормальное давление на корпус волоки, износ которой в результате этого уменьшается. Уменьшается также нагрев волоки, температура металла и перепад температур по сечению тела, подвергающегося волочению. Вместе с тем с ростом усилия противонатяжения, начиная с некоторой критической его величины увеличивается напряжение и полное усилие волочения. Поэтому величина напряжения противонатяжения ограничивается не только пределом текучести входящего в волоку конца полосы, но и прочностью выходящего из волоки конца обрабатываемого тела.
Трение и смазка. Ранее было показано, что трение увеличивает неравномерность деформации по сечению тела, напряжение и усилие в процессах обработки давлением. Процессу волочения всегда предшествует операция травления и зачастую одна из операций покрытия: омеднение, оцинкование, фосфатирование и др. Покрытия в некоторой мере обладают смазочными свойствами, предохраняют металл от налипания на рабочую поверхность волоки, способствуют удержанию смазки на металле, и следовательно повышают ее эффективность.
В процессе волочения, как правило, одновременно действую различные виды трения — от полусухого до жидкостного. В зоне перехода от граничного к жидкостному трению усилие волочения минимально. С увеличением скорости в зоне жидкостного трения усилие растет за счет повышения вязкости смазки.
Одной из причин, лимитирующих увеличение скоростей волочения, является высокая температура в зоне деформации, величина которой может быть уменьшена охлаждением. Режим жидкостного трения — эффективный путь увеличения скорости волочения и снижения коэффициента трения. Установлено, что при жидкостном трении коэффициент трения μ = 0,002 ÷ 0,003, в то время как при волочении через алмазные и победитовые волоки μ = 0,03 ÷ 0,06, а через стальные 0,1—0,12. Условия жидкостного трения можно создать, используя специальные насадки перед волочильной фильерой. Таким образом, основное условие создания гидродинамического режима трения заключается в том, чтобы создать постоянный приток смазки в зазор между волокой и металлом. Если при этом в волоке создается давление смазки, равное сопротивлению деформации металла, то жидкостное трение будет обеспечено.
Волочильный инструмент. Волоки изготовляются из стали, твердых сплавов (победит и др.) и алмаза. Победит и алмаз заделывают в специальные обоймы. В зависимости от материала конструктивная форма рабочей поверхности волок несколько различна, но все же их можно разделить на две группы: конические и радиальные (рисунок 6.3). Продольный профиль конической волоки состоит из следующих участков: входная и выходная воронки, рабочая и калибрующая части.
а — стальная коническая; б — победитовая коническая; в — радиальная
Рисунок 6.3. Волоки
Между ними имеются небольшие переходные участки. Длина калибрующего участка лежит в пределах (0,2—1,5)d, где d—диаметр изделия после волочения. Длина калибрующего участка всегда мала по сравнению с длиной рабочей части. Ввиду малой величины обжатия в калибрующей части влияние последней на усилие волочения невелико. Поэтому часто в процессе расчетов усилия волочения калибрующую часть вовсе исключают из рассмотрения или, следуя рекомендации И. Л. Перлина, вводят в расчет «приведенный» угол волочения α' (рисунок 6.3,а).
Радиальные волоки имеют перед коническими то преимущество, что их можно использовать как для больших, так и для малых обжатий. Однако усилие волочения в радиальных волоках на 15— 20% больше, чем в конических, и износ волочильного канала менее равномерен, так что радиальная волока быстрее выходит из строя. В связи с этим радиальные волоки применяются сравнительно редко.
При увеличении угла конусности α рабочей части волоки увеличивается величина суммарной сдвиговой деформации (рисунок 6.2), возрастает степень упрочнения, повышаются контактные напряжения, ухудшаются условия трения. Все это приводит к увеличению усилия волочения. Вместе с тем, с ростом угла α уменьшается величина контактной поверхности, поэтому уменьшается нормальное давление металла на волоку и, как следствие, — усилие волочения.
Установлено, что при обжатии 20—35% оптимальная величина угла α в победитовой волоке равна 0,096— 0,105 рад (5,5—6°). С увеличением обжатия оптимальный угол α растет до 0,28 рад (16°), а в стальных волоках — до 0,25 рад (20°). Угол, меньший 0,07 рад (4°), обычно не используется, так как при этом значительно увеличивается поверхность трения.
Ультразвуковые колебания. Наложение ультразвуковых колебаний на волоку, как в направлении движения деформируемого металла при волочении, так и в поперечном направлении заметно снижает усилие волочения (рисунок 114,ж). Одним из важнейших условий, необходимых для осуществления эффективного процесса волочения, является превышение скорости колебаний над скоростью волочения. Эти скорости должны различаться не менее чем в 2—3 раза. Замечено также, что использование энергии ультразвука способствует созданию условий жидкостного трения в процессе волочения и улучшению качества поверхности изделий.
Остаточные напряжения при волочении. При волочении периферийные слои подвергаются большим деформациям сдвига в продольном направлении, чем центральные. После волочения за счет упругого последействия наружные слои укорачиваются в большей степени, чем центральные. В результате в центральных слоях возникают остаточные продольные напряжения сжатия, а в наружных слоях — напряжения растяжения. Остаточные напряжения взаимно уравновешиваются. Именно поэтому они и существуют в теле после снятия воздействия внешних сил. Под действием тангенциальных и осевых периферийных растягивающих остаточных напряжений после волочения в металле иногда возникают продольные и поперечные трещины.
С увеличением дробности деформации при данной суммарной вытяжке степень неравномерности деформации по сечению прутка возрастает, и поэтому с уменьшением единичной вытяжки остаточные напряжения также растут за счет упругого последействия. Замечено, однако, что волочение с обжатием в последнем проходе, равном 0,8—1,5%, приводит к снижению остаточных напряжений. Дело в том, что при малых единичных вытяжках деформация становится столь неравномерной, что возникают дополнительные продольные напряжения сжатия на периферии и растяжения в центральной части. Напряжения от неравномерной деформации суммируются с напряжениями от внешних сил. Напряженное состояние становится более однородным и остаточные напряжения уменьшаются.
Рекомендуемая литература:
Осн.1[261-278].
Контрольные вопросы.
1. Способы волочения?
2. Необходимое условие для осуществления процесса волочения
3. Очаг деформации при волочении
4. Факторы, влияющие на процесс волочения?
5.Напряжения при волочении?
Лекция 7. Введение. Ковка.
Введение. Ковка и объемная штамповка - виды обработки металлов давлением. Ковка и объемная штамповка являются прогрессивными видами металлообрабатывающей промышленности, позволяющими значительно сократить расход металла при производстве деталей машин, а также повысить их качество. Поэтому кузнечно-штамповочное производство - одно из основных производств, обеспечивающих изготовление заготовок и деталей с минимальными припусками на последующую механическую обработку. Ковкой и объемной штамповкой получают заготовки и детали массой от десятков граммов до сотен тонн самых различных габаритных размеров. Детали, полученные ковкой или штамповкой, отличаются высокими прочностью и ударной вязкостью. Поэтому ответственные детали машин изготовляют с применением этих видов обработки давлением.
Для повышения пластичности и снижения усилий, необходимых для обработки давлением, металл нагревают.
Развитие многих отраслей народного хозяйства, особенно химической, авиационной, оборонной и др., связано с применением труднодеформируемых высокопрочных сталей и сплавов с особыми физико-химическими свойствами. Изготовление высококачественных поковок из таких сталей и сплавов усложняется тем, что эти материалы труднее, чем обычные конструкционные углеродистые стали, поддаются пластической деформации, что обусловлено их пониженной пластичностью, более высоким сопротивлением деформированию, низкой теплопроводностью и сравнительно узким температурным интервалом штамповки.
Главным фактором, определяющим интервал штамповки, является химический состав и свойства стали. Максимальный интервал ковочных температур с увеличением легирования стали становится более узким; так, для углеродистых сталей он составляет примерно 600° С, для легированных сталей 330° С…260° С.
Для ковки и объемной штамповки применяют различные деформируемые металлы и сплавы - углеродистые и легированные стали, высоколегированные стали, жаропрочные сплавы, алюминий и его сплавы, магний и сплавы на его основе, медь и медные сплавы, титан и его сплавы, а также молибден, вольфрам, ниобий, кобальт и др.
При выборе марки стали необходимо учитывать экономические соображения. Так, чем выше качество стали, тем выше содержание легирующих элементов, тем выше стоимость сплава. Применение высокопрочных и легированных сталей производится для тяжелонагруженных и ответственных деталей.
Ковка. При свободной ковке формоизменение происходит вследствие течения металла в стороны, перпендикулярные к движению деформирующего инструмента - бойка, причем это течение ограничивается лишь касательными напряжениями τ, действующими по контактным поверхностям, рисунок 7.1, и иногда формой инструмента. Основной применяемый при свободной ковке инструмент не создает интенсивного сопротивления течению металла в стороны при деформировании, что и отличает свободную ковку от других видов обработки давлением.
Свободной ковкой получают различные заготовки для последующей механической обработки. Эти заготовки называются поковками. Поковки чрезвычайно разнообразны по форме и размерам. Крупные поковки имеют массу до 200 т. Средние поковки имеют массу от, 50 до 400 кг. Это поковки коленчатых валов крупных дизелей, вагонных осей, различных шестерен, маховиков, дисков и т. п. Мелкие поковки массой менее 50 кг очень разнообразны.
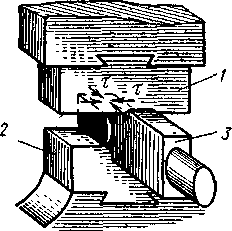
1- верхний плоский боек; 2 – нижний плоский боек; 3 - заготовка
Рисунок 7.1. Схема свободной ковки
Ввиду большого разнообразия поковок при свободной ковке используют обычно универсальный инструмент.
Свободную ковку применяют в единичном и мелкосерийном производствах мелких и средних поковок и при изготовлении крупных, поковок, которые штамповкой изготовить нельзя ввиду больших требующихся усилий деформирования.
При единичном и мелкосерийном производствах свободная ковка оказывается выгоднее штамповки, так как расходы на инструмент значительно ниже. Однако свободная ковка отличается низкой производительностью, большим расходом металла и большой трудоемкостью.
Для свободной ковки применяют ковочные приводные пневматические молоты, ковочные паровоздушные молоты двойного действия и ковочные гидравлические прессы.
Влияние ковки на макроструктуру металла. Макроструктура, это строение металла, видимое без увеличения или с увеличением в 2,5… 5 раз. Если сделать шлиф и протравить его специальным составом, то межкристаллическое вещество вытравится в большей степени, чем кристаллиты. Видимая при этом структура кристаллитов и называется макроструктурой.
Исходным материалом для обработки давлением является слиток, который имеет так называемую дендритную макроструктуру.
В середине слитка застывание жидкого металла происходит более замедленно и получается крупнодендритное строение с равноосными дендритами.
Вследствие направленного затвердевания слитка химический состав по сечению оказывается неоднородным. В частности, сера и фосфор в большей пропорции находятся в середине слитка, что резко ухудшает его качество. Кроме этого, в середине слитка скапливается некоторое количество микротрещин, переходящих в верхней части слитка в пустоты и рыхлости с располагающейся в прибыльной части усадочной раковиной.
Поэтому наблюдаются неравномерность свойств в разных участках слитка и пониженные механические характеристики в середине слитка, а также повышенная хрупкость слитка вследствие крупнодендритной структуры.
Исходный слиток обычно деформируется таким образом, что поперечное сечение его уменьшается, а длина увеличивается. Степень изменения площади поперечного сечения определяется отношением F0 /Fk, где F0 — начальная площадь поперечного сечения до деформации и FK — площадь поперечного сечения после деформации. Это отношение называется уковом или уковкой и обозначается у. Сама операция, при которой длина слитка увеличивается, а поперечное сечение уменьшается, называется протяжкой (вытяжкой).
По мере увеличения укова дендритная структура слитка разрушается, дендриты дробятся и вытягиваются в длину по направлению главной деформации, рисунок 7.2. В середине слитка начинает образовываться волокнистая направленная макроструктура и распространяется к его периферии.

а) – литая структура; б) – структура после 4..6 кратного укова;
г) – после 10-кратного укова
Рисунок 7.2. Схема дробления и вытягивания дендритов при протяжке
Лишь после 10-кратного укова сталь приобретает волокнистое строение по всему сечению. Полученная волокнистая первичная макроструктура является стойкой. Последующей термообработкой макроструктура не изменяется. Лишь термообработка при температуре, близкой к температуре плавления, может слегка размыть волокнистость.
Влияние ковки на микроструктуру. Влияние горячей обработки на микроструктуру состоит в том, что при ковке микроструктура получается более мелкозернистой. При перегреве структура становится более крупнозернистой. В случае, если после ковки или штамповки дается термообработка, то различий в микроструктуре не наблюдается. Иначе говоря, термообработкой можно получить любую микроструктуру в поковке и в этом смысле ковка на микроструктуру не влияет, в противоположность влиянию на макроструктуру. После горячей деформации в микроструктуре не наблюдается никакой вторичной полосчатости, зерна равноосные.
Влияние
ковки и штамповки на механические
характеристики.
Механические характеристики подразделяются
на характеристики прочности (![]() )
и характеристики
пластичности δ, ψ и αН.
)
и характеристики
пластичности δ, ψ и αН.
При явно выраженной волокнистости механические характеристики стали различны вдоль и поперек волокон.
Степень деформации, или уков, оказывает сравнительно малое влияние на прочностные характеристики стали и большее влияние на характеристики пластичности. Продольные образцы лучше поперечных, а в поперечных тангенциальные лучше радиальных. Различие растет с увеличением уковки и приближением к оси.
Разница между прочностными характеристиками продольных и поперечных образцов колеблется в пределах 3…6%.
В тех случаях, когда желательно уменьшить разницу в свойствах продольных и поперечных образцов, дают предварительную деформацию обратного знака — осадку. Чаще всего осадку дают перед протяжкой, что позволяет получить сравнительно дезориентированную макроструктуру.
Операции ковки, их назначение. Технологический процесс свободной ковки можно подразделить на основные, вспомогательные и отделочные операции.
К основным кузнечным операциям относятся: осадка, протяжка, прошивка, рубка, гибка и закручивание. С помощью основных кузнечных операций производится главное формоизменение при ковке, в то время как вспомогательные и отделочные операции выполняют функции подготовки и доделки перед или после основных операций.
Осадкой называется основная кузнечная операция, при которой увеличиваются размеры поперечного сечения исходной заготовки за счет уменьшения ее высоты. При осадке заготовку устанавливают вертикально и деформирование происходит вдоль оси заготовки.
Протяжкой (вытяжкой) называется кузнечная операция, при которой увеличивается длина исходной заготовки при одновременном уменьшении площади поперечного сечения.
Прошивкой называется основная кузнечная операция, посредством которой в заготовке получают отверстие (сквозная прошивка) или углубление (несквозная прошивка). Она осуществляется с помощью инструмента - прошивня (или пуансона, дорна).
Рубка. Основная кузнечная операция, при помощи которой заготовку разделяют на части (рубка), разделяют частично (разрубка, прорубка или от заготовки отделяют какую-то часть по наружному (обрубка ) или внутреннему (вырубка ) контуру.
Гибка. Основная кузнечная операция, посредством которой исходной заготовке придается изогнутая форма по заданному контуру.
Закручивание. Основная кузнечная операция, с помощью которой одна часть заготовки поворачивается относительно другой при неизменном направлении оси заготовки в процессе деформирования
Нагрев, назначение режимов нагрева. При разработке технологического процесса изготовления поковок необходимо назначить тепловой режим ковки, который включает в себя:
- выбор температурного интервала ковки (верхний максимально возможная температура нагрева металла в печи и нижний – минимально возможная температура охлаждения металла при ковке). Температурный интервал ковки для многих сталей и сплавов можно найти в справочной литературе;
- определение продолжительности нагрева, зависящего от температуры печи при посадке заготовок, скорости нагрева, требуемой выдержке заготовок в печи для равномерного нагрева, размера заготовок.
- выбор способа охлаждения поковки после ковки. Неправильное охлаждение поковок ведёт к появлению внутренних напряжений, способствующих образованию трещин и короблению.
Рекомендуемая литература:
Осн.3[6-56]; доп. 3[41-80, 84-122]; 4[65-130, 217-239].
Контрольные вопросы.
Какие исходные материалы используются при ковке?
Какие способы разделки исходного материала знаете?
От чего зависит температурный интервал ковки и как он определяется?
Каково влияние ковки на макроструктуру и микроструктуру металла поковок?
Перечислите основные операции ковки и их назначение?
Лекция 8. Осадка. Протяжка. Прошивка. Рубка, гибка, закручивание.
Осадкой называется операция, при которой за счет уменьшения высоты исходной заготовки увеличиваются размеры её поперечного сечения. При осадке, рисунок 8.1, деформирование происходит вдоль оси заготовки.
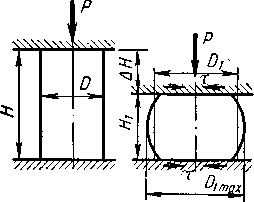
Рисунок 8.1. Схема осадки
Осадку применяют: для получения поковок с большими поперечными размерами из заготовок меньшего поперечного сечения; как предварительную операцию перед прошивкой для выравнивания торцов и увеличения диаметра при изготовлении полых поковок, например, поковок типа колец; для повышения укова, если площадь наибольшего поперечного сечения выбранного слитка не обеспечивает требуемого укова; вместе с протяжкой для деталей типа шестерен, дисков и др.; для уменьшения анизотропии механических свойств; вместе с протяжкой для равномерного распределения и измельчения карбидов в сталях карбидного класса (быстрорежущие, высокохромистые), что повышает износостойкость.
Цилиндрические
заготовки при осадке принимают одну
из трех форм: в виде одинарной бочки при
соотношении
![]() ,
рисунок 8.1, в виде двойной бочки, при
,
рисунок 8.1, в виде двойной бочки, при![]() ;
в виде рюмки, при деформировании под
молотом с недостаточной массой падающих
частей (МПЧ), при малой степени деформации
за удар. Основной причиной искажения
формы являются силы тренияτ
на контактных поверхностях (бойка и
заготовки). Силы трения вызывают
бочкообразность тем в большей степени,
чем больше коэффициент трения μ.
;
в виде рюмки, при деформировании под
молотом с недостаточной массой падающих
частей (МПЧ), при малой степени деформации
за удар. Основной причиной искажения
формы являются силы тренияτ
на контактных поверхностях (бойка и
заготовки). Силы трения вызывают
бочкообразность тем в большей степени,
чем больше коэффициент трения μ.
Степень деформации при осадке определяется по формуле
![]()
где Н и Н1 – исходная и конечная высота заготовки.
Отношение высоты заготовки к высоте поковки называют величиной осадки
![]()
Силы трения и подхоложенные торцы создают возможность образования зон затрудненной деформации, рисунок 8.2. Зоны I являются зонами затрудненной деформации, в которых напряженное состояние представляет собой всестороннее сжатие. Эти зоны как бы расклинивают зону II, которая интенсивно деформируется в осевом и радиальном направлениях.
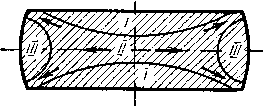
Рисунок 8.2. Зоны деформации в вертикальном сечении при осадке
Зона III деформируется менее интенсивно, чем зона II. Здесь наблюдается деформация растяжения кольцевой зоны III.
При осадке необходимо соблюдение основных правил.
1. Нагрев заготовок под осадку производят до максимально допустимой температуры (для конструкционной углеродистой стали — 1200° С, для крупных слитков — 1250° С). Это обусловлено тем, что осадка является одной из самых тяжелых операций (максимальное усилие в конце процесса).
2. У исходной заготовки отношение H/D не должно быть больше 2,5.
При больших отношениях возможен продольный изгиб, рисунок 8.3. Для правки на заготовку производят нажатие на часть площади торца со стороны выпуклости рисунок 8.3, а, а когда искривление исправлено, то контактную площадь увеличивают до полного перекрытия всего торца.
При очень длинных заготовках искривления исправляют вначале по способу, показанному на рисунке 8.3, б, а затем окончательное исправление проводят предыдущим способом.
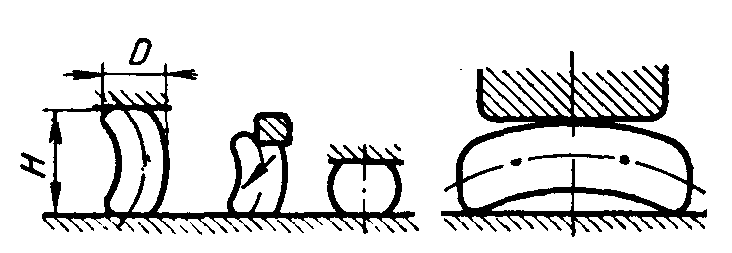
а б
а – правка заготовки в торец со стороны выпуклости; б – правка вдоль оси
Рисунок 8.3. Исправление перегиба заготовки при осадке
3. При осадке под молотом высоких заготовок необходимо, чтобы оставалось больше 1/4 полного хода бабы.
4. Для повышения равномерности при осадке нужно, чтобы торцы заготовки были возможно более гладкими и перпендикулярными к ее оси, для уменьшения трения на контактных поверхностях в качестве смазочных материалов применяют сухие древесные опилки, графит с машинным маслом, водный раствор коллоидного графита (5 – 10%) и жидкого стекла (15 – 20 %) и др., между инструментом и торцами заготовки использовать нагретые прокладки из низкоуглеродистой стали толщиной 15 – 20 мм.
Слиток перед осадкой необходимо подкатать до цилиндрической формы.
Протяжкой (вытяжкой) называется формоизменяющая кузнечная операция, при которой увеличивается длина исходной заготовки при одновременном уменьшении площади ее поперечного сечения, рисунок 8.4. Протяжкой устраненяются внутренние дефекты заготовок и улучшаются механические свойства металла в осевом направлении.

Рисунок 8.4. Схема протяжки на плоских бойках
Протяжкой получают заготовки гладких и ступенчатых валов, коленчатых валов, фасонных поковок типа шатунов, дышел и т. п.
Протяжка на плоских бойках производится двумя способами.
Первый способ - протяжка заготовки с одной стороны на длину участка, затем кантовка на 90° и протяжка с другой стороны, рисунок 8.5, а. После этого производится подача. Этот способ широко распространен, особенно при протяжке крупных поковок.
Второй способ - обжатие участков на каждой стороне заготовки с кантовкой на 900 после каждого нажатия. После обжатия всех четырех сторон дается подача и обжимается следующий участок заготовки. Второй способ применяют при протяжке заготовок из легированной стали и сплавов с пониженной пластичностью.
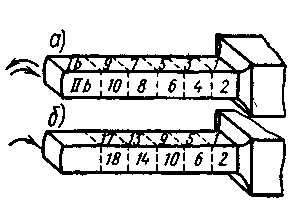
а) – протяжка с кантовкой на 900; б) – протяжка с кантовкой на четыре грани
Рисунок 8.5. Схема двух способов протяжки
При протяжке различают:
- степень деформации по высоте заготовки (относительное обжатие)
![]()
- степень деформации по ширине заготовки (относительное уширение)
![]()
- степень деформации по длине заготовки (относительное удлинение)
![]()
Сумма определенного числа нажатий до определенной толщины заготовки без ее поворота называется проходом (пропуском, обжимом).
Два прохода (обжима) с кантовкой между ними называются переходом.
Отношение
ширины заготовки к ее высоте после
прохода (обжима) называется коэффициентом
перехода
![]() Коэффициент
Коэффициент
![]() не должен превышать 2,0 - 2,5.
не должен превышать 2,0 - 2,5.
Уков
на каждом проходе (обжиме) можно
определить по формуле
![]() ,
общая степень укова (степень вытяжки
,
общая степень укова (степень вытяжки![]()
Уков
за несколько переходов равен произведению
уковов за проход (![]() ).
).
Прошивка — кузнечная операция, посредством которой в заготовке, с помощью специальных инструментов - прошивней, получают сквозные или глухие полости (углубления) за счет вытеснения материала, рисунок 8.6.
При ковке на молотах отверстия диаметром до 230 мм прошивают сплошными прошивнями; на прессах отверстия диаметром 250…500 мм - также сплошными прошивнями.
Перед прошивкой заготовки осаживают со степенью деформации не менее 25…35%, для выравнивания торцов и обеспечения параллельности оси заготовки и прошивня; уменьшения высоты биллетированного слитка для облегчения последующей прошивки.

а – в –этапы прошивки; 1- верхний боек; 2 - основной прошивень; 3 - заготовка; 4,5 – надставки; 6 – прорезной прошивень; 7 – прошивни и выдра после прошивки; 8 – прибыльная сторона слитка
Рисунок 8.6. Схема прошивки сплошным прошивнем без подкладного кольца
Для нанесения смазочного материала прошивень вдавливают в металл на глубину 10…30 мм и приподнимают. В образовавшееся углубление помещают смазочный материал (опилки, толченный уголь, порошкообразный графит или смесь графита с коксом) и затем производят дальнейшее вдавливание прошивня. Затем на прошивень устанавливают надставку 5, диаметр которой меньше на 15—30 мм наибольшего диаметра прошивня, и прошивка продолжается до тех пор, пока под торцом прошивня не останется перемычка толщиной (0,5…0,7) d (d - диаметр прошивня). При прошивке крупных отверстий конечная толщина пленки 100…170 мм.
Для удаления пленки и выема прошивня заготовку переворачивают на 180°, убирают надставки и другим прошивнем 6 (прорезным), диаметром меньшим на 15…20 мм, чем у основного прошивня 2, выполняют сквозную прошивку. Прорезной прошивень устанавливают на заготовку большим торцом по пятну потемнения под торцом основного прошивня.
Усилие при прошивке сплошным прошивнем
![]()
где d – диаметр прошивня; μ – коэффициент трения между заготовкой и прошивнем;
h – толщина отхода; β – коэффициент Лодэ; D – наружный диаметр после прошивки.
Для получения отверстий диаметром 400…710 мм и более используют пустотелые прошивни, рисунок 8.7, позволяющие резко снизить усилие прошивки. Прошивку полым прошивнем применяют также для удаления средней ликвационной части слитка. Диаметр прошивня принимают равным от 1/3 до 1/2 диаметра заготовки.
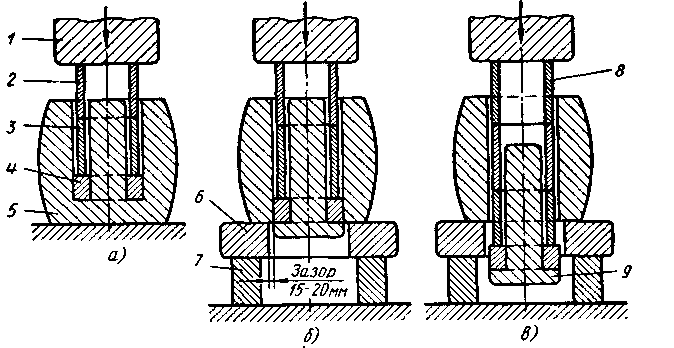
а – в –этапы прошивки; 1- верхний боек; 2,3,8 – надставки; 4 – прошивень; 5 - прибыльная сторона слитка; 6 – кольцо; 7 – подставка; 9 – выдра.
Рисунок 8.7. Прошивка пустотелым прошивнем
Усилие прошивки определяют по формуле
![]()
Рекомендуемая литература:
Осн.2[56-107];
доп.3[128-233]; 4[440-447].
Контрольные вопросы.
Что способствует повышению равномерности деформации (снижению бочкообразности) при осадке?
Способы интенсификации операции протяжка.
Как определяется суммарный уков при ковке?
Как наносится смазка на прошивень при прошивке?
Какие разновидности протяжки знаете?
Лекция 9. Горячая штамповка на молотах
Горячая штамповка на молотах является одним из наиболее распространенных способов получения различных по конфигурации и массе горячештампованных поковок. В современном машиностроении этим способом изготавливают заготовки ответственных деталей различных машин, инструмента из углеродистых и легированных сталей, алюминиевых, титановых и жаропрочных сплавов.
Штамповка на молотах осуществляется в открытых и закрытых штампах.
Штамповка в открытых штампах, или облойная, характеризуется тем, что штамп в процессе деформирования заготовки остается открытым и зазор Δ между подвижной и неподвижной частями штампа изменяется от максимального значения до нуля (Δ=0), когда штамповка закончилась и верхняя и нижняя часть штампа – сомкнулись, рисунок 9.1.
Течение металла заготовки в ручье штампа встречает сопротивление стенок ручья и сил трения, и металл заполняет объем ручья. В определенный момент времени часть металла вытекает на разъем между штампами, образуя облой. Для размещения вытесняемого в облой металла в штампе по периметру ручья предусматривают облойную канавку, состоящую из мостика (щели) высотой h0 и шириной l, и магазина, рисунок 9.1. Из полости штампа в магазин металл попадает через сужающуюся в процессе штамповки щель на участке мостика облойной канавки.
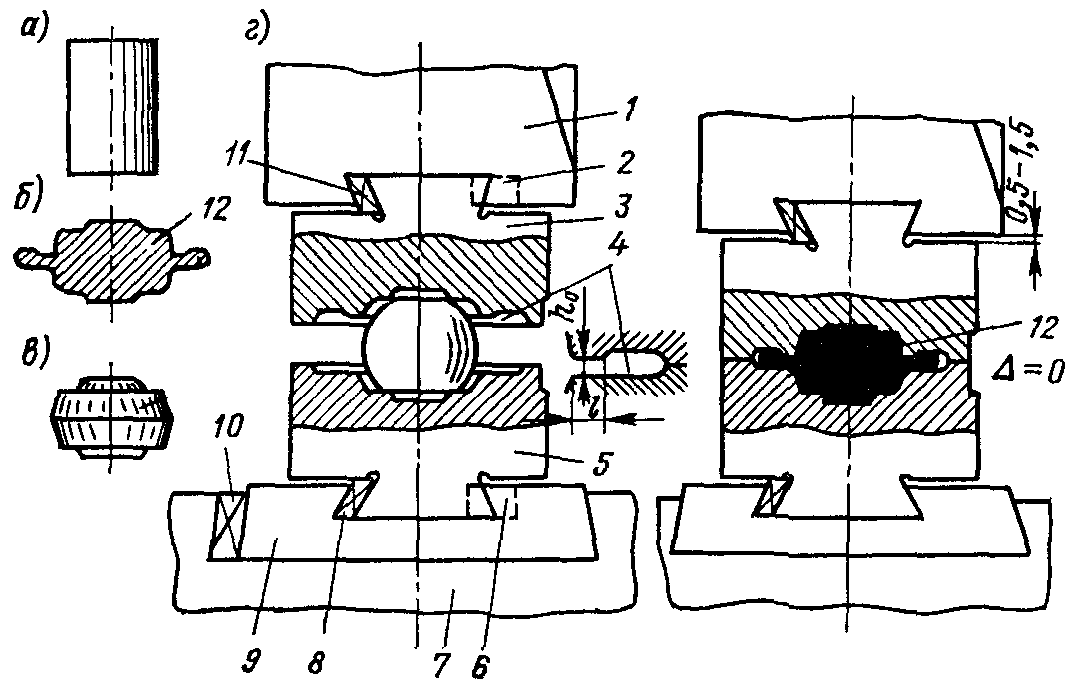
а – исходная заготовка; б – поковка с облоем; в – поковка после обрезки облоя; г – процесс штамповки.
1- баба; 2 – шпонка верхнего штампа; 3 – верхний штамп; 4 – облойная канавка; 5 – нижний штамп; 6 – шпонка нижнего штампа; 7 – шабот; 8 – клин нижнего штампа; 9 – подштамповая плита; 10 – клин подштамповой плиты;
11 – клин верхнего штампа; поковка с облоем.
Рисунок 9.1. Процесс штамповки в открытом молотовом штампе
Размеры и форма облойных канавок зависят от размеров и конфигурации поковок, а также от объема, формы и размеров заготовок, поступающих в ручей. Геометрически правильно построенная канавка имеет узкий выход из полости штампа, расширяющийся в сторону магазина, в который вытесняется излишек металла, рисунок 9.2. Форма облойной канавки обусловливается технологией штамповки и обрезки облоя.
Для увеличения сопротивления вытеканию металла в облой и с целью облегчения обрезки облоя внутренняя часть канавки (мостик) делается сравнительно небольшой высоты h0 .
Для удовлетворения разнообразных условий штамповки применяются облойные канавки других форм (магазин располагают полностью в верхней половине штампа, нижней половине штампа, мостик выполняют клиновой формы и т.д.).
Толщину облоя на мостике рекомендуется определять в зависимости от формы поковки в плане:
для поковок произвольной формы с площадью поперечного сечения Fп:
h0
=0,015![]() ;
(9.1)
;
(9.1)
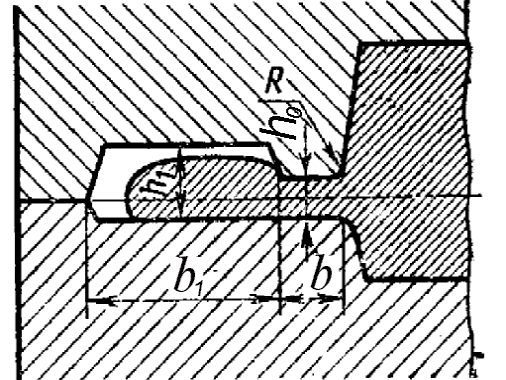
Рисунок 9.2. Облойная канавка молотового штампа
для квадратных поковок со стороной квадрата Ап:
h0 = 0,015Ап; (9.2)
для круглых поковок диаметром Dп:
h0 = 0,015 Dп (9.3)
Полученный результат округляют, и по таблице 7 [доп.5, с.65] подбирают ближайшее значение h0, b1.
При определении размеров канавки ширину магазина и мостика выбирают в зависимости от способа заполнения штампа.
Объем облоя Vо может быть определен как произведение средней площади его поперечного сечения Sо на длину линии, проходящей через центры тяжести поперечных сечений облоя Pn
Vо = Sо ∙Pn .
Средняя площадь поперечного сечения облоя Sо определяется в зависимости от массы поковки, формы и сложности сечений поковки по формуле Sо = ξ Sоб.к, где ξ коэффициент, учитывающий степень заполнения облойной канавки, выбираемый по таблице 8 [доп.5, с.67].
Для поковок массой менее 3 кг Pn – линия, проходящая на расстоянии (b + b1)/2 от периметра поковки.
Процесс штамповки в открытых штампах состоит из двух периодов. В первый – происходит заполнение полости штампа, а с определенного момента начинается вытеснение металла в облой. Во втором периоде в облой вытесняется излишек металла и происходит «доштамповка» поковки по высоте. Сопротивление вытеканию металла в облой резко возрастает, что и способствует четкому заполнению углов и труднозаполняемых мест полости штампа.
Штамповка на молотах в открытых штампах, несмотря на потери металла в облой (в среднем составляет 10-30% от массы поковки), является наиболее универсальной.
Штампованную заготовку называют штампованной поковкой. Поковка представляет собой копию ручья штампа.
Существуют два метода штамповки на молотах: из катаной заготовки и из кованой заготовки. Кроме того, существует расчлененная штамповка.
Катаную заготовку штампуют в многоручьевом штампе. В нем выполняют заготовительные ручьи для придания заготовке переходных форм перед штамповкой в окончательном ручье. В заготовительных ручьях, располагаемых на краях штампа, заготовке придают форму, необходимую для штамповки в окончательном ручье. Штампуют с одного нагрева. Заготовка последовательно деформируется в ручьях штампа.
Кованую заготовку штампуют в штампе с одним окончательным ручьем, заготовку же предварительно куют на другом оборудовании, чаще на одном или двух ковочных пневматических молотах, устанавливаемых рядом со штамповочным молотом. На ковочном молоте устанавливают специальные бойки типа вырезных, в которых вначале куют заготовку, а затем с того же нагрева передают ее на штамповку. Конструкция применяемого штампа проста и дешева.
При расчлененной штамповке применяют штампы, устанавливаемые на рядом стоящих молотах. Штампуют с одного нагрева с передачей заготовки последовательно со штампа на штамп. Этот способ применяют только в массовом производстве, так как переналадка всей линии молотов с одной поковки на другую нецелесообразна.
Объемную штамповку на молотах в зависимости от способа расположения заготовки в окончательном ручье подразделяют на штамповку плашмя (I группа по классификации молотовых поковок) и штамповку осадкой в торец (II группа). Выбор способа штамповки осадкой в торец или плашмя определяется формой поковки. В свою очередь, способ штамповки определяет течение металла при штамповке.
Как видно из схемы штамповки, рисунок 9.3, а, б, в, металл заготовки затекает в углубления в ручье штампа, заполняя их. Для разработки технологии штамповки важно знать, как заполняет металл углубления в полости штампа и каковы особенности его течения при штамповке на молотах.
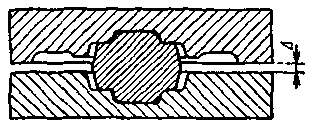
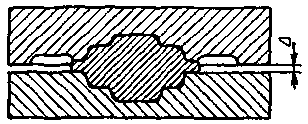
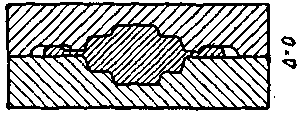
а) б) в)
а) – начало штамповки; б) – средняя стадия штамповки; в) – конец штамповки
Рисунок 9.3. Этапы штамповки в открытом молотовом штампе
При штамповке на молоте деформирование происходит за несколько ударов. После каждого удара баба молота уходит вверх и в процессе деформирования наступает перерыв. Деформирование происходит со скоростью > 6 м/с.
При штамповке на молоте металл лучше заполняет полости верхнего штампа, чем нижнего из-за разных условий охлаждения участков заготовки, контактирующих с нижним и верхним штампами.
На все вертикальные поверхности поковки назначают штамповочные уклоны, которые необходимы для того, чтобы поковку можно было легко и быстро вынуть из штампа после штамповки. Штамповочные уклоны, в частности, облегчают заполнение полости штампа при осаживании.
Различают наружные и внутренние штамповочные уклоны, рисунок 9.4, а.
Наружный
штамповочный уклон
![]() - это уклон на поверхности поковки 1,
которая в процессе остывания отходит
от поверхности ручья штампа, рисунок
9.4,б.
- это уклон на поверхности поковки 1,
которая в процессе остывания отходит
от поверхности ручья штампа, рисунок
9.4,б.
Внутренний
штамповочный уклон
![]() - это уклон на поверхности поковки 2,
которая при остывании прижимается к
поверхности выступа штампа, рисунок
9.4,в.
При этом металл плотно охватывает выступ
ручья и если уклон
- это уклон на поверхности поковки 2,
которая при остывании прижимается к
поверхности выступа штампа, рисунок
9.4,в.
При этом металл плотно охватывает выступ
ручья и если уклон
![]() мал,
то снять его с выступа затруднительно,
выступ будет сильно разогреваться и
его торцовая часть при следующей
штамповке может сминаться.
мал,
то снять его с выступа затруднительно,
выступ будет сильно разогреваться и
его торцовая часть при следующей
штамповке может сминаться.
При
недостаточном
![]() или недостаточных радиусах на входе в
полость ручья её кромки также могут
сминаться, что затруднит выемку поковок,
рисунок 9.4,в.
или недостаточных радиусах на входе в
полость ручья её кромки также могут
сминаться, что затруднит выемку поковок,
рисунок 9.4,в.
ГОСТом
7505-89 предусматривается, что значения
![]() на 2…30
больше чем
на 2…30
больше чем
![]() .
.
Материал поковки и смазка штампов определяют коэффициент трения и силы трения, препятствующие удалению поковки из полости штампа. Чем меньше коэффициент трения, тем меньше штамповочные уклоны. Чем больше штамповочные уклоны, тем больше напуск на поковку. Поэтому уклоны стараются принимать минимально возможными.
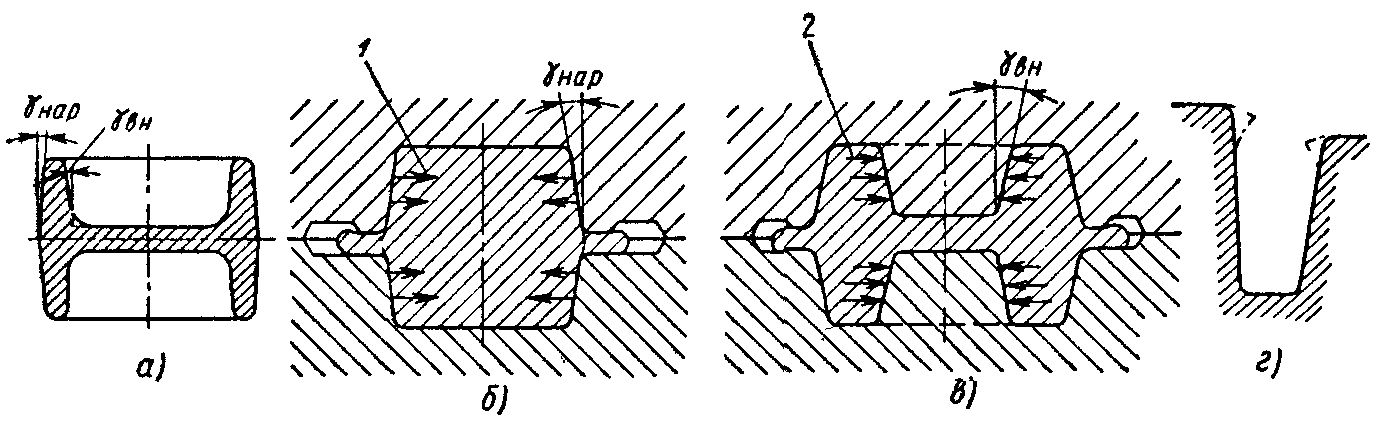
а – наружный и внутренний уклоны; б – остывание поковки с наружными уклонами; в - остывание поковки с внутренними уклонами;
г – осадка кромок полости ручья при недостаточных штамповочных уклонах или радиусах
Рисунок 9.4. Схема расположения уклонов и поведение поковки при остывании
Выбор поверхности разъема. Поверхностью (плоскостью) разъема называется поверхность, по которой штампы соприкасаются между собой. Ее следует выбирать в виде плоскости или сочетания плоскостей и воздерживаться от выбора криволинейной поверхности.
Линией разъема называется замкнутая линия (и ее проекция), образуемая по поверхности разъема в стыке двух частей полости окончательного ручья. Линия разъема проходит по наружному контуру поковки.
При выборе плоскости разъема прежде всего нужно учитывать требование свободной выемки поковки из верхнего и нижнего штампов. Желательно, чтобы плоскость разъема совпадала с плоскостью двух наибольших габаритных размеров детали. Тогда третий наименьший габаритный размер будет высотой детали. При этом полости штампа будут иметь наименьшую возможную глубину и наибольшую ширину и длину, что обеспечивает прочность штампа, легкость его изготовления и хороший выем отштампованной поковки из неглубокой полости. Если поковка несимметричная, то глубокие полости должны располагаться в верхнем штампе, так как металл течет вверх лучше.
При выборе плоскости разъема следует учитывать и другие факторы, например удобство и качество последующей обрезки облоя, необходимость уравновешивания сдвигающих усилий, возникающих при штамповке изогнутых поковок и др.
Рекомендуемая литература:
Осн.2[155-170];
доп. 3[260-312]; 5[37-39].
Контрольные вопросы.
1. Какие преимущества имеет горячая объемная штамповка перед свободной ковкой?
2. Назначение облоя.
3. Почему штамповка называется открытой?
4. Назначение штамповочных уклонов.
5. Почему внутренние штамповочные уклоны больше наружных?
6.Что влияет на величину штамповочных уклонов?
Лекция 10. Материал для листовой штамповки
При выборе материала для изготовления какого-либо штампованного изделия необходимо учитывать следующее:
1) механическую прочность, твердость, ударную вязкость (все виды машино- и приборостроения);
2) сопротивляемость коррозии (химические и медицинские приборы и пр.);
3) теплопроводность и теплостойкость (приборы, котлы, посуда домашнего обихода);
4) электро- и магнитопроводность (электротехнические изделия);
5) вес (авто- и авиастроение);
6) износоустойчивость и долговечность (транспортные средства, хозяйственные приборы).
Помимо этих свойств, на выбор материала в зависимости от вида и конструкции изделия оказывают решающее влияние и технологические факторы, связанные с характером и степенью производимой деформации. Технологические свойства металла, в свою очередь, зависят от механических свойств, химического состава, структуры и величины зерна, направления волокон при прокатке, термообработки, степени деформации (наклепа).
Механические
и технологические свойства металла
характеризуются главным образом: а)
прочностными показателями— пределом
текучести σт
и временным сопротивлением разрыву σв,
б) пластическими — относительным
удлинением δ и относительным сужением
ψ. Важным показателем является также и
модуль упрочнения П
(D)
=
![]() гдеs
— истинное напряжение; е
— истинная
деформация.
гдеs
— истинное напряжение; е
— истинная
деформация.
Металлы, применяемые в штамповочном производстве, можно разбить на две основные группы:
1) черные (прокатные) металлы — прокатная сталь с различным содержанием углерода и других элементов;
2) цветные (прокатные) металлы и их сплавы.
Черные (прокатные) металлы
Черные (прокатные) металлы подразделяются на сталь: углеродистую обыкновенного качества, углеродистую качественную конструкционную, легированную конструкционную и высоколегированные сплавы коррозионностойкие, жаростойкие и жаропрочные (деформируемые). Сталь листовая луженая изготовляется толщиной от 0,40 до 1 мм.
Сталь углеродистая обыкновенного качества (и низколегированная) горячекатаная толстолистовая толщиной от 4 до 160 мм и широкополосная (универсальная) сталь толщиной от 4 до 60 мм и шириной от 160 до 1050 мм поставляются по химическому анализу (группа Б) или по механическим свойствам (группа А) всех марок, предусмотренных ГОСТом 380—90.
Сталь углеродистая качественная конструкционная. Углеродистая качественная конструкционная (прокатная) сталь в отличие от углеродистой стали обыкновенного качества преимущественно применяется при изготовлении штамповкой ответственных изделий.
Марки, химический состав, механические свойства и общие технические требования для углеродистой качественной конструкционной стали устанавливаются ГОСТом 1050—96.
Наибольшее применение в автомобиле- и тракторостроении, а также в других отраслях машиностроительной промышленности, в приборо- и аппаратостроении имеет тонколистовая качественная углеродистая конструкционная сталь (толщиной до 4 мм включительно) по ГОСТу 914—96 (сортамент ГОСТа 3680—97).
Согласно этому ГОСТу указанная сталь классифицируется следующим образом.
По химическому составу сталь подразделяется на марки: 05кп, 08кп, 08пс, 10кп, 10, 15кп, 15, 20кп, 20, 25, 30, 35, 40, 45 и 50.
Стали марок 05кп, 08кп, 10кп, 15кп и 20кп изготовляются кипящими (кп) — с малым содержанием кремния (для марок 05кп и 08кп содержание кремния составляет меньше 0,03%, для марок 10кп, 15кп и 20кп — меньше 0,07%).
Кипящая сталь в изложнице кипит и при застывании не дает сосредоточенной усадочной раковины. Достоинствами кипящей стали являются способность хорошо штамповаться из листового материала и высокая свариваемость.
Химический состав указанных марок тонколистовой стали соответствует нормам, установленным ГОСТом 1050—96.
По степени отделки поверхности листы указанной тонколистовой качественной конструкционной стали подразделяются на четыре группы: I, II, III, IV — особо высокая, высокая, повышенная и нормальная отделка поверхности. Листы первых двух групп изготовляются холоднокатаными, третьей группы — холодно- и горячекатаными, а четвертой группы — горячекатаными.
По степени способности к вытяжке в холодном состоянии листы подразделяются на три группы: ВГ — весьма глубокая вытяжка, Г — глубокая вытяжка и Н — нормальная вытяжка.
По степени точности прокатки листовая сталь согласно ГОСТу 3680—97 делится на три группы: А, Б, В — высокая, повышенная и обычная точность прокатки.
Листы марок 08кпГ, 10кпГ, 15кпГ и 20кпГ используются для тяжелых вытяжных работ; марок ЮН, 15Н и 20Н — для различных штампованных изделий; марок 25—40 — для лонжеронов и рам легковых и грузовых автомобилей, а также для других изделий; марок 40—70 — для плоских ответственных деталей высокой прочности.
Сталь группы II—с повышенным содержанием марганца — в листовой штамповке имеет относительно меньшее применение, чем сталь группы I — с нормальным содержанием марганца. Сталь 65Г употребляется для изготовления пружин к штампам.
В последнее время в нашей промышленности для холодной штамповки сложных по вытяжке деталей типа автомобильных кузовов, оперения автомобиля стали применять тонколистовую качественную холоднокатаную малоуглеродистую сталь, поставляемую по ГОСТу 9045—99.
Согласно этому ГОСТу по качественным характеристикам листы разделяются на две категории: сталь для штамповки деталей с особо сложной вытяжкой — ОСВ и сталь для штамповки деталей со сложной вытяжкой — СВ. Содержание углерода в этих сталях не превышает 0,08%.
Листы изготовляются толщиной от 0,8 до 1,5 мм, шириной до 2000 мм.
Для устранения вредного влияния последствий естественного старения (вследствие длительного хранения в цеху), которое приводит к изменению физико-механических свойств стали — к упрочнению и появлению линий сдвигов или полос скольжения на поверхности деталей при вытяжке, сталь для автокузовных деталей должна быть хорошо раскислена (удаление кислорода) в процессе выплавки. С этой целью применяют следующие марки сталей: сталь 08кп — кипящая сталь; сталь 08Фкп — кипящая нестареющая сталь с присадкой ванадия (0,02—0,04%); сталь 08Ю — спокойная сталь, раскисленная алюминием (0,02—0,07%); сталь 08Юпс — полуспокойная сталь, раскисленная алюминием. Листы указанных марок сталей поставляют после рекристаллизационного отжига и дрессировки.
Толстолистовая и широкополосная горячекатаная углеродистая качественная конструкционная сталь толщиной от 4,0 до 160 мм поставляется по ГОСТу 1577—93, для автопромышленности — по ГОСТу 4041—98.
Помимо листов широкое применение в листовой штамповке получил материал и в виде ленты (рулонный материал). Ленты изготовляются как из углеродистой стали обыкновенного качества по ГОСТу 380—90, так и из качественной стали по ГОСТам 1050—90 и 914—96.
Лента стальная низкоуглеродистая холоднокатаная классифицируется по механическим свойствам по ГОСТу 503—41 на следующие группы (по степени твердости): особо мягкая ОМ, мягкая М, полумягкая ПМ, пониженной твердости ПТ, твердая Т. По качеству поверхности лента подразделяется на три класса: I, II и III; по точности изготовления — лента нормальной точности Н, повышенной точности по ширине ВШ, по толщине ВТ, по ширине и толщине В; по характеру кромок — лента необрезная НО, обрезная О.
Размеры ленты по ширине — от 4 до 300 мм, а по толщине — от 0,05 до 3,6 мм.
Эта лента предназначается для штамповки деталей в машино-и приборостроении, для изготовления труб и других металлических изделий широкого потребления.
Лента стальная холоднокатаная из углеродистой качественной конструкционной стали выпускается по сортаменту согласно ГОСТу 8596—57 под наименованием сталь рулонная холоднокатаная. Она изготовляется шириной от 200 до 2300 мм и толщиной от 0,2 до 4,0 мм.
Сталь рулонная холоднокатаная (Рх) подразделяется: по состоянию поверхности на ленту нетравленую — черную Ч и травленую Т; по характеру кромки — на ленту необрезную с катаной кромкой К и обрезную О; по точности прокатки — на ленту повышенной точности А и нормальной точности Б. Эта лента применяется для штамповки ответственных деталей в авто- и приборостроении.
Сталь легированная конструкционная. Для листовой штамповки применяются следующие марки легированной стали: 10Г2А, 12Г2А, 20ХГСА, 25ХГСА, 30ХГСА, 20ХГСНА и 30ХГСНА.
Малоуглеродистые марганцовистые стали марок 10Г2А и 12Г2А обладают высокой пластичностью и хорошей свариваемостью. Они применяются для изготовления штампо-сварных деталей.
Легированные стали марок 20ХГСА, 25ХГСА и 30ХГСА применяются для изготовления ответственных штампованных и сварных деталей. Сталь 25ХГСА в отожженном состоянии обладает хорошей пластичностью и хорошей свариваемостью, после штамповки и термической обработки обеспечивается прочность порядка 1300 Мн/м2. Сталь 30ХГСА в отожженном состоянии имеет удовлетворительную штампуемость и свариваемость, после штамповки обрабатывается на прочность 1400 Мн/м2.
Марки и технические характеристики этих сталей устанавливаются по ГОСТу 5632—91.
Лента нержавеющей стали изготовляется (механические свойства — согласно ГОСТу 4986—94) толщиной от 0,10 до 2,0 мм и шириной до 400 мм.
Ленты марок 1X13, 2X13 и 3X13 поставляются в отожженном состоянии мягкими.
Ленты марок 0Х18Н9, 1Х18Н9 и 2X18Н9 поставляются как в закаленном состоянии — мягкими, так и без термообработки — в нагартованном и полунагартованном состоянии; лента марки 1Х18Н9Т — только в закаленном состоянии — мягкой.
Ленты из нержавеющей стали используются для штамповки лонжеронов и рам автомобилей и для других деталей с высокими антикоррозионными свойствами.
Cортамент листового материала. По виду заготовки применяемый в штамповочном производстве материал разделяется на листы, полосы, ленты и штучные заготовки.
Наиболее распространенным сортаментом материалов для листовой штамповки являются листы, нарезаемые на полосы и ленты. Для вытяжных работ иногда бывает целесообразно применять специально нарезанные штучные заготовки.
Нормальные размеры листов — 710 X 1420, 1000 X 2000, 1250 X 2500, 1500 X 3000, 2000 X 5000 мм. По особому заказу согласно ГОСТам выпускаются листы и сверхнормальных размеров.
Полосы изготовляются шириной до 200 мм и длиной до 2000 мм (длина листа).
Ленты изготовляются различной ширины (до 2300 мм) и длиной обычно в несколько десятков метров, в связи с чем они применяются в виде рулонов. Длина рулона ленты из тонких материалов доходит до 300 м.
Неметаллические материалы, применяемые для холодной штамповки
Из неметаллических материалов штамповкой получают главным образом прокладочные, изоляционные и декоративные материалы.
Наибольшее применение находят следующие неметаллические материалы: пластические массы, резина, эбонит, материалы на основе бумаги (картон, фибра), материалы минерального происхождения (слюда, миканиты).
Пластические массы — это вещества, получаемые из древесной муки, растительных волокон, каменноугольной смолы, газа, нефти, торфа и др. Основой пластмасс служит связующее вещество— натуральные или искусственные смолы, производные целлюлозы, белковые вещества и т. д. В это вещество добавляют наполнители, пластификаторы и красители. Наполнители бывают порошкообразные и волокнистые (бумага, картон, стеклянное волокно, текстиль, древесина и др.). Пластификаторы придают пластмассам пластичность, а красители — необходимую окраску. Наша промышленность выпускает следующие листовые материалы из пластмасс: гетинакс, текстолит, органическое стекло, винипласт, целлулоид.
Гетинакс представляет собой прессованную бумагу, пропитанную искусственными смолами, а текстолит — это прессованные полотнища ткани, пропитанные такими же смолами. Из операций штамповки гетинакс поддается лишь вырубке, а текстолит — вырубке, а при нагреве — гибке и вытяжке.
Органическое стекло — прозрачный материал, получаемый из силикатного стекла, отличается хорошими электроизоляционными и антикоррозионными свойствами. Подогретый материал хорошо штампуется.
Винипласт — непрозрачный материал с высокими механическими, электроизоляционными и антикоррозионными свойствами. Штампуется только с нагревом.
Листовой целлулоид бывает технический белый, технический прозрачный, авиационный (прозрачный) и галантерейный различного цвета. Целлулоид легко штампуется, особенно при нагреве.
Из резины штампуют главным образом прокладки и детали, необходимые для герметизации пневматических и гидравлических систем, для изоляции в электроустройствах, для уменьшения вибраций, шумов. Из-за высокой эластичности штамповка резины затруднена и применяется в основном вырезка резиновых изделий,
Вулканизированная резина с большим содержанием серы образует твердый вязкий материал—эбонит, обладающий очень высокими электроизоляционными свойствами. При нагреве эбонит поддается штамповке.
Основными листовыми материалами, получаемыми на основе бумаги, являются картон и фибра. Картон делают из бумажной массы прессованием с последующей просушкой, а фибру получают обработкой специальной бумаги раствором хлористого цинка. Картон, и фибру можно вырезать на штампах обычного типа.
К материалам минерального происхождения относятся слюда и миканиты. Слюда—это минерал, расщепляющийся на очень тонкие пластинки. При склеивании щипаной слюды смолами получают твердые непрозрачные материалы—миканиты.
Из других неметаллических материалов штампуют также фетр, кожу, войлок, пресс-шпан и некоторые другие.
Рекомендуемая литература: Осн.3[13-22] доп. 4[83-120]
Контрольные вопросы.
Какие материалы применяются в штамповочном производстве?
На какие стали подразделяются черные (прокатные) металлы?
Что означает «кп»?
Какие марки сталей используют для вытяжных работ?
Перечислить неметаллические материалы для листовой штамповки.
Лекция 11. Основные операции холодной листовой штамповки. Разделительные операции листовой штамповки
Листовой называют штамповку деталей из листового, ленточного или полосового материала, осуществляемую без значительного изменения его толщины. Листовой штамповкой обрабатывают стали, деформируемые цветные металлы и их сплавы, а также некоторые неметаллические материалы. Тонколистовой материал (до 4 мм) штампуют главным образом в холодном состоянии, а толстолистовой (свыше 4 мм) — как в холодном, так и в горячем. Неметаллические материалы нередко штампуют с подогревом.
Листовые штампованные детали и изделия отличаются высокой точностью. Иногда после штамповки их частично доделывают на металлорежущих станках: подрезают по торцу, сверлят отверстия малых диаметров и т. п.
Основные преимущества листовой штамповки:
- возможность изготовления прочных, легких и жестких тонкостенных деталей или изделий простой или сложной формы, получить которые другими способами затруднительно или невозможно;
- высокая производительность и экономное расходование металла;
- широкие возможности автоматизации штамповочных работ с применением для этого относительно несложных устройств;
- взаимозаменяемость деталей и высокий класс шероховатости поверхности.
Операции листовой штамповки подразделяются на следующие:
- разделительные, при которых одна часть металла отделяется от другой;
- формоизменяющие, при которых без разрушения заготовок изменяется их форма;
- комбинированные, при которых сочетаются разделительные и формоизменяющие переходы обработки;
- штампо-сборочные, при которых механически соединяют отдельные листовые штампованные детали.
Разделительные операции листовой штамповки
К разделительным операциям относятся отрезка, разрезка, вырубка, пробивка, обрезка, надрезка, проколка, зачистка.
Отрезка — полное отделение части заготовки по незамкнутому контуру (рисунок 11.1, а).
Разрезка — разделение заготовки на части по незамкнутому контуру (рисунок 11.1, б).
Вырубка — разделение заготовки по замкнутому контуру для получения плоского полуфабриката или детали с заданным наружным контуром (рисунок 11.1, в).
Пробивка — образование в заготовке сквозных отверстий с удалением материала в отход (рисунок 11.1, г).
Обрезка — отделение от детали технологического отхода (рисунок 11.1, д).
Надрезка — неполное отделение части заготовки (рисунок 11.1,е).
Проколка — образование сквозных отверстий в листовой заготовке без удаления материала в отход (рисунок 11.1, ж).
Зачистка — удаление мелких неровностей и шероховатостей по внутреннему или наружному контуру полуфабриката после вырубки или пробивки для получения точных размеров детали и малой шероховатости поверхности (рисунок 11.1, з).
В штамповочных цехах листы и ленты разрезают на полосы или заготовки на ножницах с параллельными или наклонными ножами, на дисковых ножницах с одной или несколькими парами ножей, на просечных и вибрационных ножницах, а также на прессах в отрезных штампах. Вырубку, пробивку, зачистку, разрезку и надрезку выполняют в штампах на прессах.
При разделении металла различают три стадии: первая — пуансон слегка сжимает, изгибает металл, вдавливается в него и вдавливает его в матрицу (рисунок 11.2, а); вторая — продолжающееся вдавливание пуансона в металл сопровождается перерезанием волокон металла сверху кромкой пуансона, а снизу — кромкой матрицы (рисунок 11.2, б); третья—дальнейшее движение пуансона сопровождается появлением в материале трещин скалывания (рисунок 11.2, б). Эти трещины соединяются и таким образом одна часть металла отделяется от другой (рисунок 11.2, г).
Для того чтобы скалывающие трещины сошлись, зазор между пуансоном и матрицей на одну сторону z/2 должен быть определенной величины. Величина зазора зависит от свойств, состояния и толщины разделяемого материала. При правильно выбранном зазоре между матрицей и пуансоном трещины, идущие от их режущих кромок, соединяются.

а—отрезка, б — разрезка, в — вырубка, г — пробивка,
д - обрезка, е — надрезка, ж —проколка, з — зачистка
Рисунок 11.1. Разделительные операции
Разрез и контуры вырубленной детали и пробитого отверстия показаны на рисунке 11.2, д. На поверхности контура вырубленной детали видны три зоны, соответствующие трем стадиям резки. Первая— зона начального смятия 1; вторая — блестящий цилиндрический поясок 2 — зона резания пуансоном или матрицей; третья — шероховатая коническая поверхность 3 матового цвета (поверхность скалывания); она заканчивается небольшой поверхностью смятия. На поверхности пробитого отверстия имеем те же зоны, расположенные в обратном порядке.
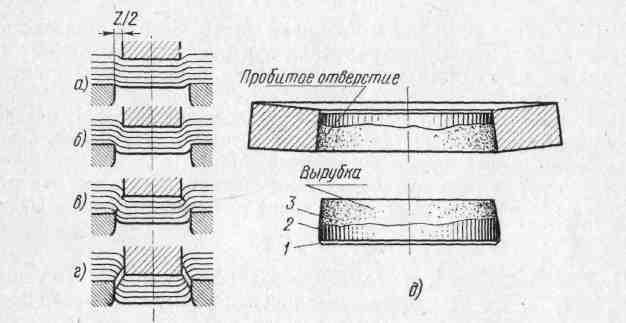
а — начальное вдавливание пуансона, б — надрез волокон,
в — образование трещин скалывания, г — разделение металла,
д — пробитое отверстие и вырубленная деталь
Рисунок 11.2. Стадии разделения металла
Зазор между пуансоном и матрицей оказывает большое влияние на величину усилия, износ и стойкость штампов и особенно на качество и точность получаемых деталей. При малом зазоре имеется в верхней части детали второй блестящий поясок с заусенцем и неровным краем. Это получается потому, что скалывающие трещины не соединяются, а идут параллельно друг другу и металл между ними фактически разрывается. При большом зазоре и резке тонкого материала происходит затягивание металла в зазор и его отрыв и полуфабрикат получается с рваными краями и заусенцами.
При вырубке толстого материала и больших зазорах на детали получается сильно закругленная кромка со стороны матрицы. При неравномерном распределении зазора (различная величина зазора в разных местах) по контуру вырубки могут образоваться заусенцы.
Кроме того, при неравномерном зазоре увеличивается рабочее усилие, режущие кромки пуансона и матрицы скорее затупляются.
Величину зазора на две стороны z (мм) (рисунок 11.2) для вырубки и пробивки можно определить по формуле
z = mS,
где S — толщина материала, мм;
m — переменный коэффициент, величина которого зависит от вида операции, толщины и свойств материала.
Для обычной вырубки и пробивки m = 0,05÷0,2; для чистовой вырубки — 0,02÷0,04. В справочниках и руководящих технических материалах приводятся таблицы значений m, которыми и следует пользоваться.
При штамповке пуансоны и матрицы изнашиваются и зазоры между ними увеличиваются. Поэтому у нового штампа этот зазор следует установить близким к минимальному.
При вырубке размеры получаемой детали Dд задают матрице, а зазор получается за счет уменьшения размеров пуансона Dп, т. е.
Dn = Dм - z.
При пробивке, наоборот, размер отверстия задают пуансону, а зазор получают в результате увеличения размеров матрицы Dм т. е.
Dм = Dп + z
Расчетное усилие резания Р при единовременном разделении материала по всему контуру определяют по формуле
Р = KLSτcp (Н),
где L — длина линии среза или периметр вырезаемого контура, мм; коэффициент, учитывающий состояние режущих кромок пуансона и матрицы, неравномерность толщины материала и т. п. (обычно принимают К= 1,25÷1,3);
S — толщина материала, мм;
τcp — сопротивление срезу, МПа
При вырубке и пробивке пуансон плотно охватывается металлом. Для снятия металла с пуансона следует приложить некоторое усилие, которое приближенно принимают равным 0,1 Р.
Способы уменьшения усилия вырубки и пробивки. Вырубка-пробивка листового материала в штампах с параллельными режущими кромками происходит сразу по всему контуру, поэтому необходимое усилие может быть значительным. Для уменьшения этого усилия применяют штампы с наклонными режущими кромками у пуансона или матрицы. При этом рез осуществляется не сразу по всему контуру, а постепенно, величина усилия резания уменьшается.
Применяют пуансоны и матрицы с наклоном режущих кромок внутрь; с наклоном режущих кромок наружу; с режущими кромками, образованными пересечением двух цилиндров с взаимно перпендикулярными осями.
Во избежание появления смещений скос при вырубке и пробивке следует делать двусторонним и симметричным. Угол скоса φ принимают 2—8°. Скосы делают на пуансоне или на матрице в зависимости от вида разделительной операции. При вырубке скос делают на матрице, а пуансон изготовляют плоским. Тогда вырубленная деталь получается плоской, а отход — изогнутым. При пробивке, наоборот, скос делают на пуансоне.
При пробивке нескольких отверстий в одной заготовке и в одном штампе для уменьшения усилия применяют пуансоны разной длины. При этом они работают неодновременно, что позволяет осуществлять штамповку с меньшим усилием.
Просечка и высечка неметаллических материалов. Детали из некоторых пластических масс, органического стекла, текстолита и других материалов вырубают пуансоном с заостренными режущими кромками. При отрезке этих материалов в обычных штампах возникают трещины и возможно выкрашивание материала. Вырубку деталей из некоторых хрупких материалов производят в нагретом состоянии. Картон, бумагу, фибру и целлулоид можно штамповать в обычных штампах. Детали из волокнистых и упругих материалов (резины, кожи, фетра, войлока) вырубают или пробивают просечными пуансонами (рисунок 11.3, а, б). Такой пуансон представляет собой нож, имеющий в плане форму детали. Вырезка производится на подкладке из дерева, пластмассы и т. п.
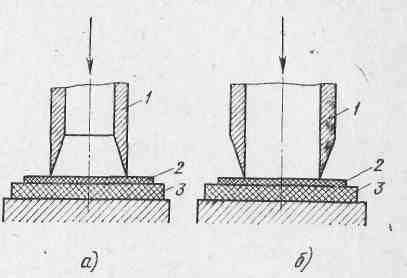
а - высечка, б – просечка; 1 - пуансон, 2 -материал, 3 — подкладка
Рисунок 11.3. Высечка и просечка неметаллических материалов
Рекомендуемая литература: Осн.3[49-57]; доп. 9[18-62] Контрольные вопросы.
Что называется отрезкой?
Что называется вырубкой?
Назовите стадии разделения материала при вырубке
Как определяется усилие вырубки-пробивки?
Как снизить усилие вырубки?
Лекция 12. Формоизменяющие операции листовой штамповки
К формоизменяющим операциям листовой штамповки относятся: гибка, скручивание, вытяжка, вытяжка с утонением, отбортовка, закатка, раздача, обжим, формовка, правка и некоторые другие (рисунок 12.1, а—м).
Гибка — образование или изменение углов между частями заготовки или придание ей криволинейной формы (рисунок 12.2, а—е). При гибке слои металла, расположенные у внутренней поверхности, в месте изгиба сжимаются, а слои, расположенные с наружной стороны, растягиваются в продольном направлении (рисунок 12.2, а). В поперечном направлении наблюдается обратная картина. Поэтому форма поперечного сечения нешироких и достаточно толстых полос при гибке в месте изгиба искажается. Слой заготовки, который при гибке не испытывает ни растяжения, ни сжатия, называется нейтральным.
Для получения точных размеров гибку заканчивают калибрующим ударом, обеспечивающим полное прилегание заготовки к пуансону.
Для повышения точности гибки применяют прижимы, прижимающие заготовку к пуансону. При гибке без прижима возможно смещение заготовки, что снижает точность получаемых деталей.
Калибровка и фиксация заготовок позволяют получать изогнутые детали 3—4-го классов точности.
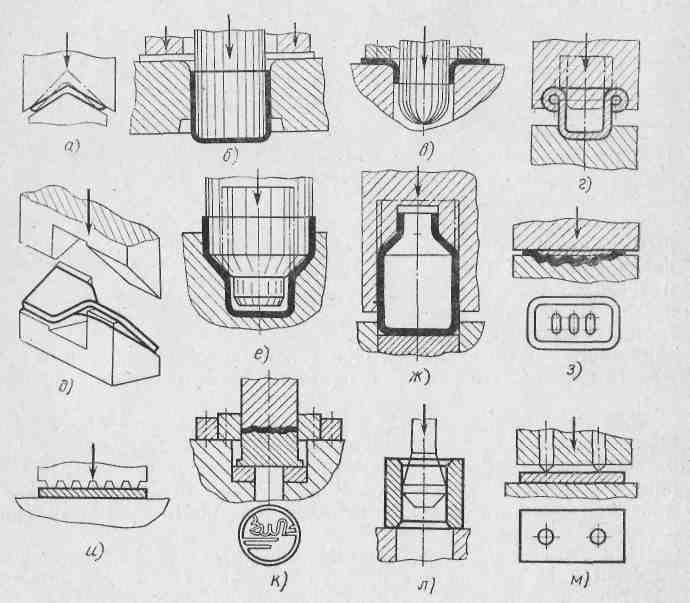
а — гибка, б —вытяжка, в — отбортовка, г — закатка,
д — скручивание, е — раздача, ж — обжим, з —формовка, и — правка,
к — чеканка, л —калибровка, м — кернение
Рисунок 12.1. Формоизменяющие операции листовой штамповки
Существенное значение при гибке имеет расположение линии гибки по отношению к направлению волокон металла. Линию гибки располагают примерно перпендикулярно направлению волокон (рисунок 12.3,а, б). Допустимо иногда угол между линией гибки и направлением волокон уменьшать до 45°. При меньших углах и малых радиусах гибки возможен излом материала.
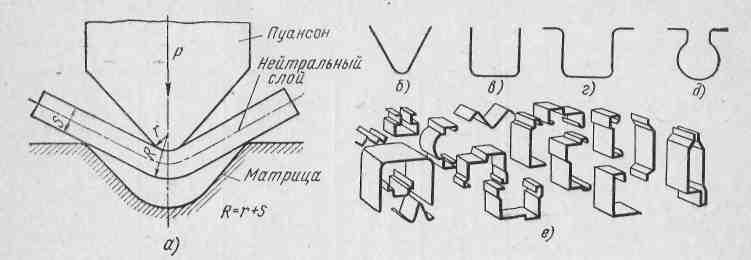
а — схема процесса; R и r— внешний и внутренний радиусы гибки, S —толщина материала; виды гибки: б — одноугловая (V- образная), в — двухугловая (U - образная), г — четырехугловая, д — с круглым элементом; е — изготовленные гибкой детали
Рисунок 12.2. Гибка
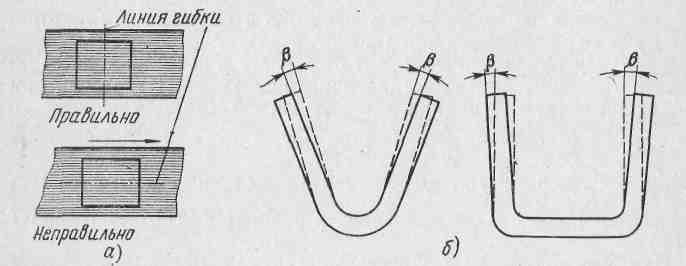
Рисунок 12.3. Расположение линии гибки (а) и пружинение при гибке (б) (направление волокон металла указано стрелкой)
Длина заготовки для гибки подсчитывается по длине нейтрального слоя, который проходит на расстоянии примерно 0,3—0,5 толщины от внутренней поверхности изгиба (рисунок 12.2, а).
Минимально допустимые радиусы гибки. При малых радиусах гибки при штамповке возможны образования трещин или разрыв заготовки. Поэтому установлены ориентировочные значения минимально допустимых радиусов гибки (таблица 25[доп.9 с.74]).
Пружинение детали после гибки. После гибки из-за упругой разгрузки детали отпружинивают. При этом их размеры несколько меняются (рисунок. 12.3, б). Для компенсации пружинения соответственно изменяют углы у пуансона и матрицы или изготовляют штамп с компенсатором (рисунок 12.4, а—г).
Величина
пружинения зависит от свойств и состояния
материала, его толщины, формы детали
и радиуса гибки. Например, при свободной
гибке без калибровки для мягкой стали
толщиной до 0,8 мм при отношении
![]() <
1 угол пружинения β = 4°, при отношении
<
1 угол пружинения β = 4°, при отношении![]() >5
β = 6°. Для твердой стали с σв
= 600 МПа при тех же условиях β равняется
соответственно 7 и 12°.
>5
β = 6°. Для твердой стали с σв
= 600 МПа при тех же условиях β равняется
соответственно 7 и 12°.
При необходимости осуществить гибку с нулевым радиусом гибки со стороны пуансона можно предварительно на заготовке сделать местное уменьшение сечения примерно на половину толщины материала. Такой метод гибки возможен, если ослабление детали в этом случае не существенно при ее эксплуатации.
Величину рабочего усилия при свободной V- образной гибке можно определить по формуле
Р=(1,6÷1,8)
![]() в
(МН),
в
(МН),
где Р — усилие гибки, МН;
В —ширина полосы, мм;
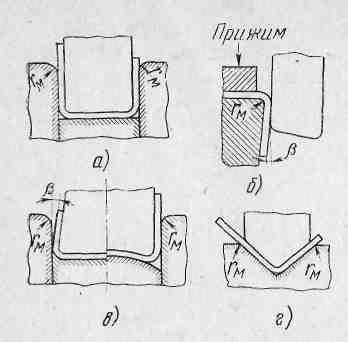
а — гибка с утонением боковых стенок; б, в — введение компенсационной поправки угла пуансона или матрицы, г — гибка с калибровкой
Рисунок 12.4. Компенсация пружинения при гибке
σв — предел прочности при растяжении, МПа;
S — толщина изгибаемого металла, мм;
l — расстояние между опорами, мм.
Вытяжка — образование полой детали 2 (рисунок 12.5, а) из плоской или полой заготовки.
Процесс вытяжки характеризуется коэффициентом вытяжки m. Для первой вытяжки
m
=
![]() ,
,
где d1—диаметр детали или полуфабриката, мм;
Dз — диаметр плоской заготовки, мм.
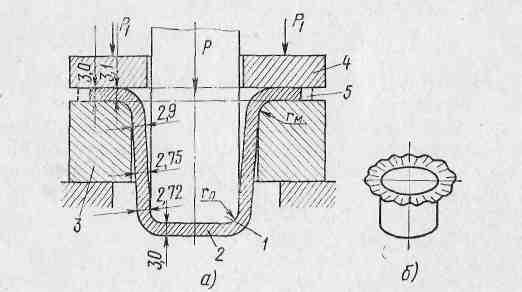
а - складки, образующиеся во фланце при вытяжке без прижима;
б - rм, rп— радиусы закругления соответственно матрицы и пуансона Рисунок 12.5. Схема вытяжки
При вытяжке плоская заготовка 5 (рисунок 12.5, а) втягивается пуансоном 1 в отверстие матрицы 3. Во фланце заготовки при этом возникают значительные сжимающие напряжения, которые могут вызвать образование складок (рисунок 12.5, б). Для предотвращения этого применяют прижимы 4.
Прижимы рекомендуется применять для вытяжки из плоской заготовки при
D3 - d1 ≥ 22S
или
![]() ·100
≤ 4,5 (1-m).
·100
≤ 4,5 (1-m).
Величина
Δ=![]() ·100
называется относительной толщиной
заготовки.
·100
называется относительной толщиной
заготовки.
При вытяжке толщина заготовки несколько изменяется. В зоне близ донного закругления при вытяжке цилиндрического колпачка 2 (рисунок 12.5, а) толщина уменьшается на 10—18% и более, а у верхних кромок она увеличивается на 15—25%.
Напряжения, возникающие в цилиндрической части вытягиваемой заготовки, весьма значительны. Когда они становятся больше допускаемых для данного материала, дно вытягиваемого колпачка отрывается. Для предупреждения отрыва дна коэффициент вытяжки ограничивается определенной величиной. Глубокие детали, которые по условиям прочности нельзя вытянуть в одни переход, вытягивают в несколько переходов.
При вытяжке края полуфабриката получаются неровными. Это объясняется тем, что металл в разных направлениях относительно расположения волокон течет неравномерно. Эти неровности после вытяжки обрезают.
Размеры заготовок при вытяжке определяют, исходя из условия равенства объемов материала заготовки и вытянутого полуфабриката, условно полагая, что толщина материала при вытяжке неизменна. Таким образом, условие равенства объемов сводится к условию равенства поверхностей заготовки и вытянутого полуфабриката. Для определения размеров заготовки, исходя из этого условия при вытяжке тел вращения, находят суммарную площадь F поверхностей полуфабриката, а затем по формуле находят диаметр заготовки D3.
D3=1,13![]()
Для определения величины F вытянутый полуфабрикат (или деталь) разбивают на простые геометрические элементы, вычисляют площади их поверхностей, которые затем суммируют. Диаметр заготовки для вытяжки цилиндра с плоским дном упрощенно определяют по формуле
D3=![]() ,
,
где d— наружный диаметр цилиндра, мм;
h — высота цилиндра, мм.
Формулы для определения площадей поверхности различных тел вращения даны в справочниках по листовой штамповке.
При расчете размеров заготовок для вытяжки иногда предусматривают припуск на обрезку неровностей, получаемых при вытяжке. Величины припусков в зависимости от высоты детали h и отношения этой высоты к диаметру d выбирают по справочным таблицам.
При вытяжке полых полуфабрикатов типа коробок форму и размеры заготовок определяют также, исходя из равенства поверхностей заготовки и вытягиваемой детали. При этом условно полагают, что вытяжка происходит лишь в углах коробки, а стенки коробки получают как бы гибкой. Поэтому размеры заготовки в зонах стенок определяют по формулам для гибки, а размеры применительно к зонам углов рассчитывают, полагая, что угол коробки образуется вытягиванием четверти цилиндрического колпачка. Дугой радиусом R этой условной заготовки соединяют контуры стенок в точках а и b (рисунок 12.6). Через середину отрезков ас и bd проводят касательные к этой дуге. Образовавшиеся при этом углы закругляют радиусом R.
О
Рисунок
12.6. Схема к построению
чертежа
заготовки для вытяжки прямоугольной
коробки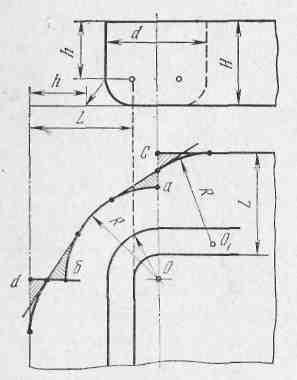
Р = Р1 + Р2
где Р1 = n σв F1 - собственно усилие вытяжки;
P2 = qF2 - усилие прижима
n — численный коэффициент, значение которого выбирается по справочным таблицам в зависимости от величины коэффициента вытяжки m (например, при m = 0,55 для первой вытяжки n= 1,0, при m = 0,70 n = 0,60 и т. д.);
σв — предел прочности при растяжении материала заготовки, МПа;
F1 — площадь сечения цилиндрической части полуфабриката, через которое передается усилие вытяжки, мм2;
q — удельное усилие прижима, МПа;
F2 — площадь контакта прижима и заготовки в начальный момент вытяжки, мм2.
Значение q выбирают по справочникам. Для некоторых материалов оно равно (кгс/мм2): для мягкойстали —0,2—0,3, алюминия —0,08—0,12, меди—0,1—0,15, латуни —0,15—0,20.
Рекомендуемая литература:
Осн.4[129-141] доп. 8[235-244]
Контрольные вопросы.
Назовите основные виды гибки?
От каких факторов зависит величина пружинения?
Как влияет угол гибки на величину угла пружинения?
Для чего служит прижим при вытяжке деталей
Как определить усилие вытяжки
Лекция 13. Формоизменяющие операции листовой штамповки (продолжение)
Коэффициент вытяжки и определение числа переходов. Вытяжку осуществляют с минимальным числом переходов. При вытяжке напряжение в наиболее опасном сечении деформируемого полуфабриката не должно превосходить предела прочности при растяжении обрабатываемого металла. Это условие гарантируется правильным выбором величины коэффициента вытяжки m.
Количество переходов, необходимое для вытяжки заданного полуфабриката, зависит от общей величины необходимой вытяжки и от допускаемой вытяжки за один переход, которая определяется значением m. Величину m выбирают по справочным таблицам в зависимости от вида и состояния материала заготовки, ее относительной толщины Δ с учетом определенного запаса прочности деформируемого металла. Практически для мягкой стали при первой, вытяжке и Δ = 1,5÷1,0 значение m принимают равным от 0,50 до 0,53, для второй вытяжки — от 0,75 до 0,76 и т. д.
Особые виды вытяжки. Обратная вытяжка (с выворачиванием) — это объединение двух или более операций вытяжки, выполняемых за один рабочий ход. При этом каждая последующая вытяжка осуществляется в направлении, обратном предыдущему (рисунок 13.1, а, б, в). Обратную вытяжку применяют в целях сокращения количества штамповочных операций.
Последовательную вытяжку в ленте применяют при изготовлении полых деталей и осуществляют в многопозиционных штампах.
Для предотвращения разрывов ленты коэффициент вытяжки принимают несколько большим, чем при обычной вытяжке. Например, в случае вытяжки деталей из низкоуглеродистых сталей и латуней для первой операции коэффициент вытяжки берут равным 0,68—0,72, а для второй операции 0,80— 0,85. Этот способ вытяжки значительно повышает производительность штамповки.
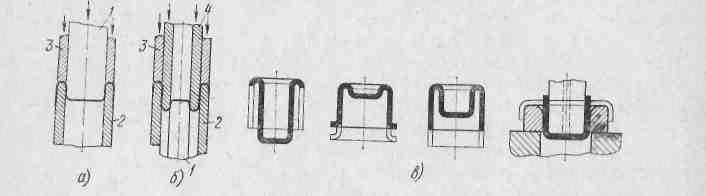
а —однократная, б-—многократная, в — примеры изделий, получаемых обратной вытяжкой; 1 — пуансон, 2 — матрица, 3 — прижим, 4 — пуансон-матрица
Рисунок 13.1. Обратная вытяжка
Вытяжка с утонением—это вытяжка с заданным утонением стенок (рисунок 13.2, а). При вытяжке с утонением длина вытягиваемой детали увеличивается за счет утонения ее стенок. Обычно утонение стенок за один проход не превышает 30—35% начальной толщины, что обеспечивается соответствующим выбором величины зазора между матрицей и пуансоном. При вытяжке с утонением толщина дна полуфабриката не изменяется. Вытяжку с утонением можно осуществить через несколько матриц, расположенных последовательно одна за другой (рисунок 13.2, б). На рисунке 13.2, в показана схема штампа.
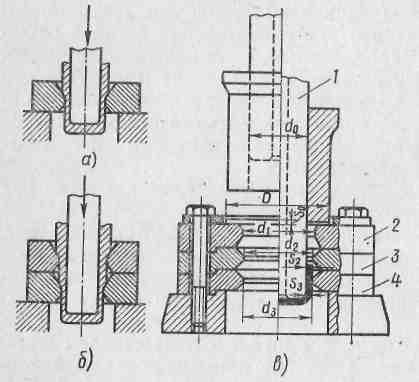
а – через одну матрицу, б - через несколько матриц, в – схема штампа;
1 – пуансон, 2, 3, 4 - матрицы
Рисунок 13.2. Вытяжка с утонением
Вытяжку с подогревом фланца и охлаждением вытягиваемой части полуфабриката (рисунок 13.3) применяют для изготовления полых деталей из сплавов алюминия, меди и из стали. При подогреве фланца уменьшается сопротивление металла деформированию. Это позволяет увеличить степень деформаций заготовки за каждый переход вытяжки. Местный подогрев заготовки применяют для облегчения местной деформации металла и при других операциях штамповки, например при формовке. В штампах для вытяжки с подогревом фланца применяют охлаждение дна и стенок вытягиваемой детали.
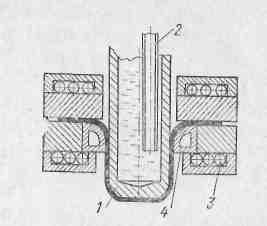
1— пуансон, 2 — трубка для подачи охлаждающей жидкости,
3 — нагревательные элементы, 4 — матрица с каналом для охлаждения
Рисунок 13.3. Вытяжка с подогревом фланца и охлаждением пуансона и матрицы
Отбортовкой (рисунок 12.1, в) называют операцию получения бортов по наружному или внутреннему контуру заготовки.
О максимальных величинах борта, получаемого отбортовкой, можно судить по коэффициенту отбортовки Котб, равному отношению диаметра d пробитого отверстия к диаметру D отбортованного отверстия, т. е.
Котб
=![]()
Величина котб зависит от вида и свойств материала и отношения толщины заготовки S к диаметру пробитого отверстия (Δ = S/d·100). Для стали с содержанием углерода 0,1% при Δ, равном от 3 до 9, Котб = 0,60 ÷ 0,45, а при Δ от 67 до 100 Котб = 0,23÷0,20.
Отбортовку осуществляют в штампах на прессах. Пуансоны для отбортовки могут быть цилиндрическими, коническими или полусферическими. В некоторых случаях отбортовку выполняют одновременно с пробивкой отверстия.
Усилие отбортовки Р металла толщиной S цилиндрическим пуансоном можно приближенно определить по формуле:
P=l,5π(D - d)SσB.
Отбортовку наружного и внутреннего контура иногда осуществляют в одну операцию.
Формовкой называют операцию получения местных углублений и выпуклостей за счет местного растяжения и утонения материала (рисунок 12.1, з). Ее применяют для создания на детали небольших ребер жесткости, углублений и выступов местным растяжением металла. Рельефная формовка может осуществляться как самостоятельная операция и в комбинации с вырубкой, вытяжкой и другими операциями на фрикционных, гидравлических или кривошипных прессах. В ряде случаев формовку осуществляют резиной. На накатных станках профильными роликами накатывают резьбу на полых листовых деталях, например на цоколях электрических ламп, а также различные профили. Для получения профилей заготовку пропускают через несколько пар фасонных роликов.
Закатка применяется для образования закругленных бортов на краях плоской или полой заготовки. Она осуществляется в штампах на прессах или роликами (рисунок 13.4).
Листовые детали типа тел вращения можно получить ротационной вытяжкой. Формоизменение заготовки осуществляется обжатием ее роликом по вращающейся оправке. Ротационная вытяжка может осуществляться без утонения или с утонением деформируемого материала.
Раздача (рисунок 12.1, е) применяется для увеличения, а обжим (рисунок 12.1, ж) для уменьшения периметра поперечного сечения полой заготовки. С помощью обжима получают горловины у труб или колпачков. В отдельных случаях при обжиме внутрь заготовки вводят расправочный стержень. Обжим без расправочного стержня называют свободным.
Чеканка применяется для образования рельефных изображений на деформируемом материале за счет перераспределения металла и заполнения им рельефной полости штампа (рисунок 12.1,к).

а - в штампе, б - роликами
Рисунок 13.4. Закатка
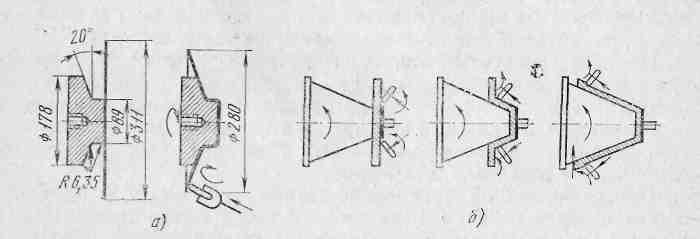
Рисунок 13.5. Ротационная вытяжка
а — без утонения, б — с утонением
Керновкой называют операцию чеканки точечных углублений на поверхности заготовки (рисунок 12.1, м).
Правка — это операция устранения искажения формы заготовки деформированием материала (рисунок 12.1, и).
Правку применяют для устранения искривлений плоских полуфабрикатов после вырубки, пробивки и в некоторых других случаях. Правкой в сочетании с калибровкой исправляют детали после гибки и других формоизменяющих
операций.
Правку осуществляют в штампах с гладкими, точечными и вафельными плитами (рисунок 13.6, а, б, в). Расстояние между зубцами точечного штампа принимают примерно равным толщине материала.
Правка в плоских плитах обеспечивает получение высокого класса шероховатости поверхности обрабатываемой детали.
Усилие Р определяют по формуле
P=pF,
где F — поверхность детали, мм2 [м2];
р — давление, кгс/мм2 [МПа] (берется из справочника для данного материала).
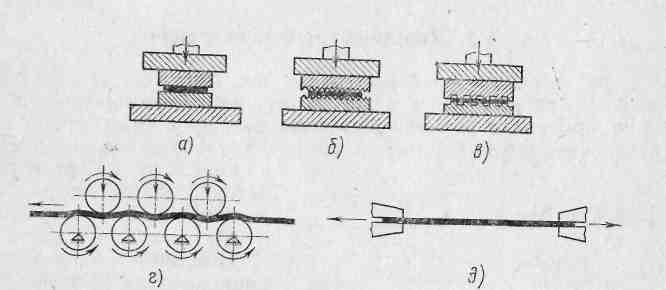
а — гладкими плитами, б —точечными плитами, в — вафельными плитами, г —в вальцах, д — растяжением
Рисунок 13.6. Схемы правки
Правку можно осуществлять в многовалковых листоправильных вальцах (рисунок 13.6, г) или пластическим растяжением на 3—5% (рисунок 13.6, д). Правка в вальцах осуществляется путем многократного перегибания листа,
Формоизменяющие операции над неметаллическими материалами осуществляют, как правило, с подогревом заготовок. Так, тонколистовой текстолит нагревают до 150—170° С, оргстекло для гибки—до 105—150° С с последующим охлаждением наружных слоев в течение 10—15 с. Гибку оргстекла осуществляют на пуансонах, покрытых мягкой листовой резиной или байкой.
Винипласт для гибки нагревают до 160—170° С, а целлулоид — до 90—100° С. Гибкий миканит можно гнуть в холодном состоянии без подогрева.
Вытяжку крупных изделий из оргстекла можно осуществлять на вакуумных установках. Заготовку нагревают до 115—120° С предварительно или непосредственно в установке. Создавая под зажатой на краях заготовкой вакуум, производят вытяжку давлением атмосферного воздуха. Текстолит, нагретый до 130—170° С, вытягивают на прессах с прижимом, а винипласт и целлулоид в пресс-формах.
Рекомендуемая литература:
Осн.4[162-228] доп. 7[235-244]
Контрольные вопросы.
Назовите особые виды вытяжки?
Как определить количество переходов при вытяжке?
Обжим и раздача?
Что такое правка и как она осуществляется
Как осуществляются формоизменяющие операции над неметаллическими материалами
Лекция 14. Основные операции холодной объемной штамповки. Разделительные операции.
Холодная объемная штамповка — один из наиболее производительных методов изготовления деталей из сталей, цветных металлов и их сплавов. Его широко применяют в машиностроении, приборостроении и других отраслях металлообрабатывающей промышленности.

Рисунок 14.1. Полуфабрикаты и детали, получаемые разными способами холодной объемной штамповкой
Холодная объемная штамповка по сравнению с обработкой резанием обеспечивает более высокую производительность, экономное расходование металла и способствует улучшению его механических свойств, повышению надежности и долговечности эксплуатации изготовленных деталей.
По сравнению с горячей объемной штамповкой холодная имеет ряд преимуществ: нет операции нагрева металла, нет операций, необходимых для удаления окалины, нет обезуглероживания поверхностного слоя металла и др.
При холодной штамповке отходы металла значительно меньше, точность штампованных деталей может достигать 3—2-го классов (при горячей—7—5-го классов), шероховатость поверхности может быть обеспечена до 7-го класса и выше.
Детали, изготовляемые холодной объемной штамповкой, нередко доделывают резанием: подрезают торцы, прорезают узкие пазы, сверлят отверстия малых диаметров и др.
Холодная объемная штамповка широко применяется для изготовления различных стандартных, нормализованных или оригинальных (нестандартных) деталей, например болтов, винтов, заклепок, шариков, роликов и колец подшипников качения, фасонных гаек автомобилей, поршневых пальцев, мелких цилиндрических и конических зубчатых колес, корпусов свечей зажигания автомобилей, корпусов часов и т. п. (рисунок 14.1).
Объемные штампованные детали можно соединять сваркой, создавая штампо-сварные конструкции.
Детали холодной объемной штамповкой получают главным образом из холоднотянутого металла. Операции холодной объемной штамповки подразделяют на разделительные и формоизменяющие.
Холодной объемной штамповкой практически можно обрабатывать многие стали, а также деформируемые цветные металлы и сплавы (латуни, сплавы алюминия и некоторые другие).
Разделительные операции
К разделительным операциям относятся отрезка, обрезка и пробивка.
Отрезка (рисунок 14.2) — разделение прутков на мерные заготовки выполняют на сортовых ножницах, пресс-ножницах, на прессах в штампах или на специальных отрезных прессах-автоматах. Длина отрезаемой заготовки, как правило, должна быть не меньше половины диаметра прутка.
Обычно при отрезке заготовки получаются с косым срезом и некоторым искажением формы, а длинные заготовки несколько изгибаются. При резке втулочными ножами или в специальных штампах эти дефекты получаются меньшими. Точность отрезки повышается при правильном выборе угла наклона прутка и равном ему угле скоса ножей. Эти углы назначаются 3—7° для сталей и связаны с отклонением скалывающих трещин при разделении металла по отношению к направлению усилия.
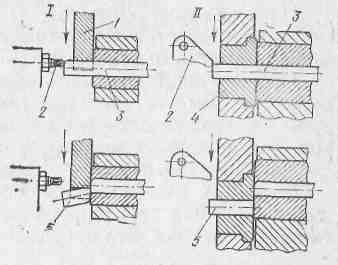
I – ножом, II – втулкой; 1 – нож, 2 – упор, 3 – пруток, 4 – режущая втулка, 5 - отрезанная заготовка
Рисунок 14.2. Отрезка заготовок
Усилие отрезки приближенно можно подсчитать по формуле
P = kτср F
где k — поправочный коэффициент, равный 1,2—1,3;
τср— сопротивление срезу, МПа;
F — площадь поверхности среза, м2 [мм2].
Холодная объемная штамповка выполняется с образованием отхода (облоя) или без него. Отход — это излишек металла, вытекающий из рабочей полости штампа и подлежащий обрезке.
При безотходной холодной объемной штамповке отрезанная заготовка должна быть точной по объему и массе, так как лишний металл при штамповке может вызвать поломку штампа и пресса, а при недостатке металла получается недоштамповка, т. е. не заполнение рабочей полости штампа металлом.
При объемной штамповке на прессах-автоматах отрезку заготовок обычно осуществляют на этих же прессах в качестве первого технологического перехода.
Обрезку (рисунок 14.3, а) назначают для отделения отхода по конуру отштампованной детали. Ее осуществляют в штампах на прессах. Усилие обрезки определяют так же, как и усилие отрезки. При повышенных требованиях к шероховатости поверхности реза применяют последующую зачистку или калибровку.
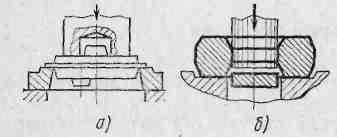
а — обрезки, б — пробивки
Рисунок 14.3. Схемы разделительных операций холодной объемной штамповки
Пробивкой (рисунок 14.3, б) получают небольшие по глубине сквозные отверстия или удаляют отход (пленку или перемычку) между наметками отверстия.
При холодной объемной штамповке отверстия обычно сразу не получают. Вместо них выштамповывают углубления — наметки, между которыми остается пленка (перемычка), удаляемая пробивкой. Так, например, штампуют гайки. Усилие пробивки определяется приближенно по той же формуле, что и усилие отрезки.
Вырубкой из листа получают заготовки малой высоты для выдавливания или других формоизменяющих операций холодной объемной штамповки.
Рекомендуемая литература:
Осн.2[162-228] доп. 6[7-23; 283-288]
Контрольные вопросы.
Назовите преимущества холодной объемной штамповки?
Какие детали получают холодной объемной штамповкой?
Какие операции относятся к разделительным?
Как определить усилие отрезки
Как получают отверстия при холодной объемной штамповке?
Лекция 15. Формоизменяющие операции холодной объемной штамповки
К формоизменяющим операциям холодной объемной штамповки относятся: осадка, высадка, выдавливание полостей, калибровка, рельефная чеканка и некоторые другие (рисунок 15.1, а — и). Их выполняют на универсальных и специальных кривошипных или гидравлических прессах и на различных прессах-автоматах.
При осадке (рисунок 15.1, а, б) формообразование детали происходит за счет уменьшения высоты заготовки с одновременным увеличением ее поперечных размеров.
Усилие при осадке приближенно подсчитывают по формуле
P = qF,
где q — давление, выбираемое по справочным таблицам в зависимости от отношения диаметра заготовки к ее высоте и степени деформации, МПа;
F — площадь проекции детали на плоскость, перпендикулярную направлению движения пуансона мм2.
Осадку применяют в сочетании с другими формоизменяющими операциями и для предварительного деформирования заготовок (рисунок 15.2). Такое предварительное деформирование позволяет устранить дефекты заготовок после отрезки. Применение точных по форме и размерам заготовок создает благоприятные условия для дальнейшей штамповки и повышает стойкость штампов.
Высадкой (рисунок 15.1, д) называют операцию, при которой производится осадка части заготовки. Применяют эту операцию для получения местных утолщений. Особенно широко высадка используется для получения головок болтов, винтов, заклепок на холодно-высадочных прессах-автоматах. Производительность таких автоматов достигает нескольких сотен деталей в минуту, что в десятки раз превышает производительность токарных автоматов.
Число ударов, необходимое для высадки головки болта или другой детали, определяют, исходя из отношения длины l высаживаемой части к диаметру d исходного металла. Под длиной высаживаемой части l стержня подразумевается длина его свободного участка (рисунок15.3). Зная объем V высаживаемой головки детали и площадь поперечного сечения заготовки F, можно определить l =V/F.
За один удар без продольного изгиба заготовки можно высадить головку при отношении l/d не более 2,25; за два удара — при l/d ≤ 4,5. В зависимости от необходимого числа ударов применяют одно-, двух-, трех- и четырехударные холодновысадочные автоматы. При больших значениях l/d высадку осуществляют пуансонами с конической полостью. Однако, как показывает практика, при разработке технологического процесса холодной высадки учитывают величину диаметра высаживаемой головки. При свободной высадке на наружной поверхности головки быстро выявляются поверхностные дефекты материала (например, волосовины). Поэтому диаметр D головки при свободной высадке делают не больше, чем 2—2,5 диаметра заготовки, а при частично или полностью закрытой высадке— не более трех диаметров заготовки.
Большой экономический эффект, получаемый при изготовлении крепежных деталей, а также различных изделий ступенчатой формы, утолщений и буртиков холодной высадкой, способствует широкому внедрению в производство холодновысадочных автоматов.
При выдавливании деформируемый металл под действием пуансона вытесняется в отверстие матрицы или в зазор между пуансоном и матрицей.
Различают выдавливание: прямое, обратное, комбинированное и радиальное (рисунок 15.4, 15.5). При прямом — металл течет в сторону рабочего хода пуансона и выдавливается в сквозное отверстие матрицы. Прямое выдавливание применяют для получения как сплошных (рисунок 15.1, ж), так и полых деталей (рисунок 15.4, а).
При обратном выдавливании металл течет в направлении, противоположном движению пуансона, и выдавливается в зазор между пуансоном и матрицей (рисунок 15.4, б). При комбинированном — металл течет как в направлении рабочего движения пуансона, так и в противоположном (рисунок 15.4, в).
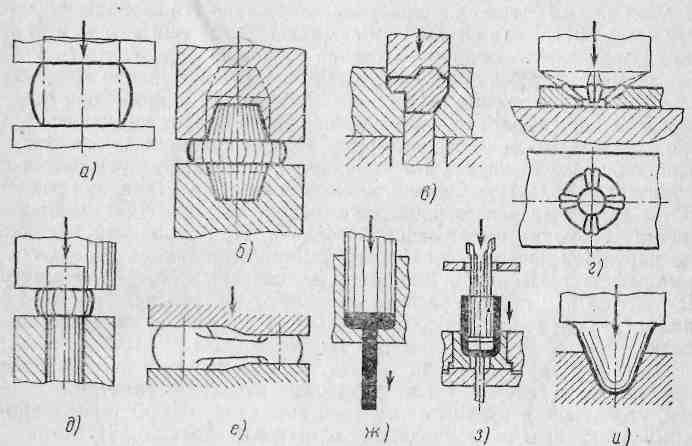
а, б — осадка открытая, в — осадка закрытая, г — рельефная чеканка, д — высадка, е — калибровка, ж — прямое выдавливание,
з— обратное выдавливание, и — выдавливание полостей
Рисунок 15.1. Формоизменяющие операции холодной объемной штамповки

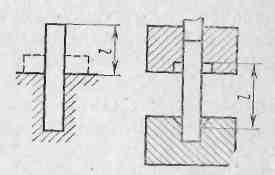
Рисунок 15.2. Заготовки после Рисунок 15.3. Схемы к определению
предварительного деформирования длины высаживаемой части
Холодным выдавливанием получают полые тонкостенные и толстостенные детали с выступами, отростками или без них, а также различные фасонные детали. Профиль поперечного сечения получаемых деталей может быть квадратным, круглым, прямоугольным и др.
Степень деформации ε при выдавливании определяют по формуле
![]() ,
,
где Fд—площадь поперечного сечения детали, м2 [мм2]; F3— площадь поперечного сечения заготовки, м2 [мм2].
Прямое выдавливание с небольшими степенями деформации (до 30%) часто называют редуцированием.
На величину усилия выдавливания оказывают влияние многие факторы: механические свойства материала заготовки, степень деформации, способ выдавливания, состояние поверхности заготовки, геометрия инструмента, смазка и др.
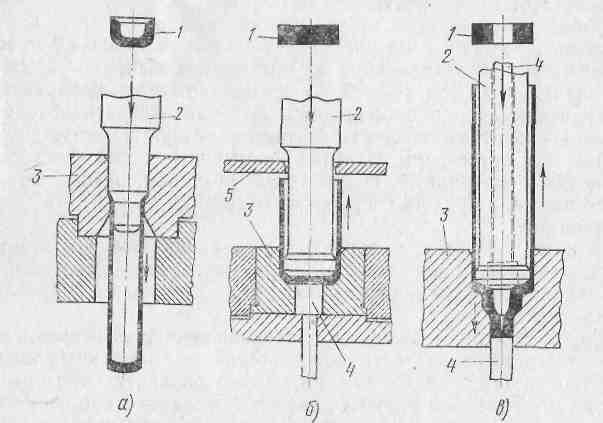
а—прямым, б —обратным, в — комбинированным; 1 — заготовка, 2 —пуансон, 3 —матрица, 4 — выталкиватель, 5 — съемник (стрелками указано направление течения металла)
Рисунок 15.4. Холодная объемная штамповка выдавливанием
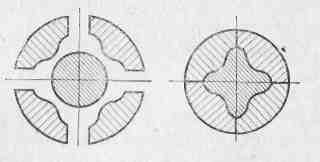
Рисунок 15.5. Схема радиального выдавливания
Для изготовления разверток, зенкеров и некоторых других инструментов и симметричных сплошных деталей применяют способ радиального выдавливания (рисунок 15.5). В этом случае деформирование заготовок осуществляется при вдавливании специальных плашек, перемещающихся от края к центру. Правильная обработка заготовок, выбор смазки часто имеют решающее значение для успешного протекания процесса выдавливания.
При штамповке алюминия используют обычно 20%-ный раствор животного жира в бензоле или смесь цилиндрового масла с воском, для меди и латуни — животные жиры и графитная смазка, для цинка —животные жиры, ланолин и тальк, для стали — фосфатирование заготовок с последующим омылением.
Усилие выдавливания можно приближенно подсчитать как произведение давления q на площадь поперечного сечения заготовки. Ориентировочное значение q в кгс/мм2 приведены в таблице 2 [доп.6 с.198]. Выдавливание полостей (рисунок 15.1, и) применяют главным образом при изготовлении матриц пресс-форм и штампов, когда необходимо в массивной заготовке получить фасонную, точную и чистую полость.
Матрицы пресс-форм, штампов, полученные таким способом, по сравнению с матрицами, полученными резанием, оказываются более стойкими, а трудоемкость их изготовления меньше в несколько десятков раз.
Точность полостей, полученных выдавливанием, достигает 8— 7-го квалитетов, а поверхности — 9-го класса шероховатости. Выдавливание полостей осуществляют, как правило, на гидравлических прессах.
Калибровку применяют для получения точных размеров и высокого класса шероховатости поверхностей штампованных деталей. Калибровка (рисунок 15.1, е) — это обычно окончательная операция обработки давлением полуфабрикатов, предварительно полученных горячей или холодной объемной штамповкой, к которым предъявляют повышенные требования по точности размеров и шероховатости поверхности. Например, калибруют в холодном состоянии горяче-штампованные шатуны автомобильных двигателей, различные штампованные рычаги, некоторые холодноштампованные детали автомобилей, приборов, часов и др.
Усилие калибровки Р определяют по формуле
P= q F,
где q — давление, МПа [кгс/мм2] (берется из справочника); F — площадь калибруемой поверхности, м2 [мм2].
Калибровку осуществляют в штампах на кривошипных, чеканочных и гидравлических прессах.
Рельефной чеканкой (рисунок 15.1, г) получают на поверхности деформируемой детали точные выступы, углубления, надписи, рисунки и т. п. Ее применяют для изготовления мелких деталей (например, деталей часов), монет, орденов и т. п. Рельеф на поверхности детали получают на счет перераспределения материала под действием больших усилий и заполнения рабочих полостей штампа. Усилие чеканки определяют по той же формуле, что и усилие калибровки. Давление q при чеканке латунных циферблатов и изделий из нержавеющей стали достигает 2500—3000 МПа или 250— 300 кгс/м2.
Осуществляют чеканку главным образом в закрытых штампах на чеканочных прессах.
Рекомендуемая литература: Осн.2[230-241]
Контрольные вопросы
1. Перечислите формоизменяющие операции холодной объемной штамповки.
2. Изобразите схемы прямого и обратного выдавливания.
3. Назовите изделия, получаемые высадкой.
4. Как определить степень деформации при выдавливании?
5. Как определяется усилие калибровки