

ЗНАЧЕНИЕ УСЛОВНОГО КОЛИЧЕСТВА ЗВЕНЬЕВ ОБОРУДОВАНИЯ
|
Число звеньев |
Характеристика оборудования |
Примеры |
|
0 |
Ручная работа (труд) |
Верстак |
|
1 |
Ручные механизмы |
Дрель, таль, транспортная тележка и т.д |
|
2 |
Механизированные ручные машины |
Пневмодрель, электроточило и т.д. |
|
3 |
Механизированные машины |
Универсальные станки с ручным управлением, напольные и подвесные погрузчики с ручным управлением |
|
3.5 |
Станки - полуавтоматы |
Оборудование с устройствами автома-тического управления (ЦПУ, ЧПУ); моечные машины виброустановки |
|
4 |
Станки - автоматы |
С автоматизированной подачей заго-товки, РТК |
|
4.5 |
Гибкие производственные мо-дули, работающие в локальном режиме (ГПМ) |
Комплекс, управляемый от общего программного устройства |
|
4.75 |
Гибкая автоматизированная линия (ГАЛ) |
ГПМ, работающий в составе ГАЛ |
|
5 |
Гибкий автоматизированный участок, цех, завод (ГАУ, ГАЦ, ГАЗ) |
ГПМ, связанных общей транспортной и складской и управляющей системами |
ТЕХПРОЦЕСС
Уровень механизации и автоматизации техпроцесса - количественный показатель:
Км(а) = Пм(а) / П ,
где Пм(а) - число операций, выполненных на механизированном
(автоматизированном) оборудовании;
П - сумма всех основных и вспомогательных операций.
Степень механизации и автоматизации техпроцесса - качественный показатель, определяется:
Рм(а) = Тм(а) / Т ,
где Т - трудоемкость.
Тм - трудоемкость механизированных (автоматизированных)
операций.
Варианты производств, в зависимости от уровня механизации и автоматизации
|
Основное оборудование |
Вспомогательное оборудование |
Тип производственной системы |
|
Механизированные машины |
Ручное |
Механизированное производство (МП) |
|
Механизированные машины |
Механизированные машины |
Комплексно-механизированное производство (КМП) |
|
Полуавтоматы, автоматы |
Механизированные машины |
Автоматизированное производство (АП) |
|
Полуавтоматы, автоматы |
Полуавтоматы, автоматы |
Комплексно-автоматизиро-ванное производство (КАП) |
|
Гибкие производственные модули (ГПМ), управляемые от автоматизированной системы управления |
Гибкие производственные модули (ГПМ), управляемые от автоматизированной системы управления |
Гибкое автоматизированное производство (ГАП) |
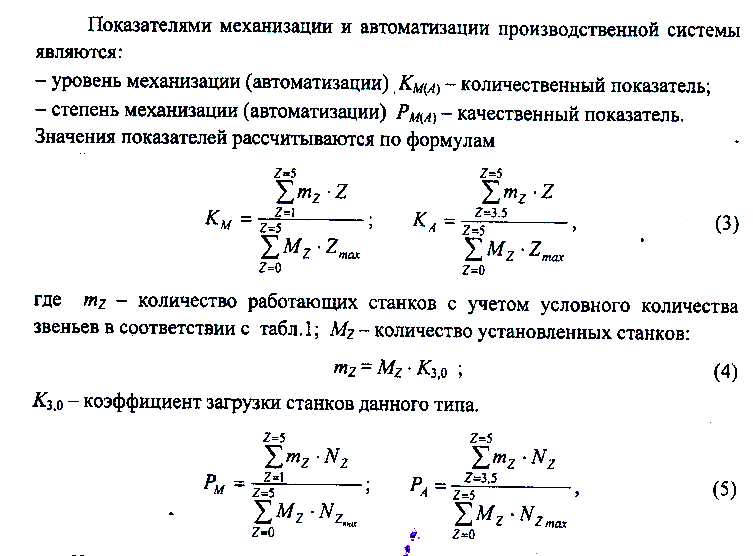
Показатели механизации и автоматизации:
Уровень механизации (автоматизации) КМ(А) – количественный показатель;
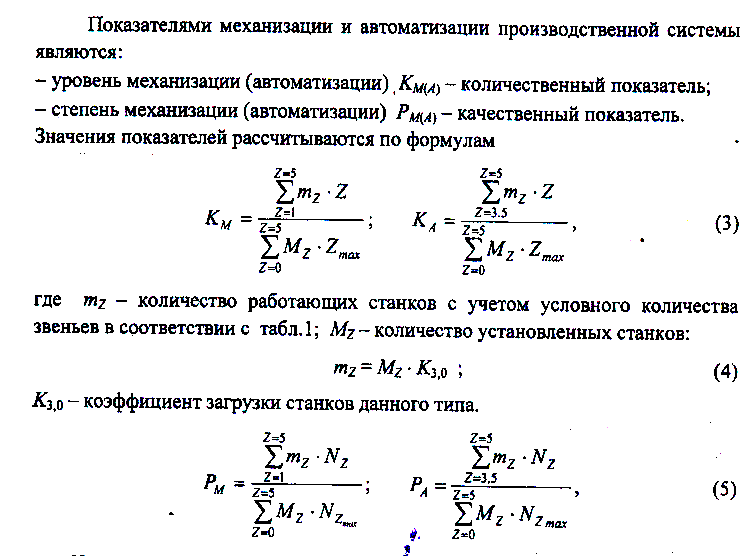
где Мz - количество установленных станков; mz – количество работающих станков с учетом условного количества звеньев в соответствии с таблицей 1
mz = Мz · КЗ.О.,
КЗ.О. – коэффициент загрузки станков данного типа.
Степень механизации (автоматизации) РМ(А) - качественный показатель.

Производительность оборудования в зависимости от уровня механизации автоматизации
|
Условное число звеньев z |
0 |
1 |
2 |
2.25 |
3 |
3.25 |
3,5 |
3,75 |
4,0 |
4,25 |
4.5 |
4,75 |
5,0 |
|
Условный коэф-фициент произво-дительности Nz |
0,1 |
0,2 |
0,4 |
0,5 |
1,0 |
1,1 |
1,4 |
1,75 |
2.25 |
2,8 |
3,35 |
4,2 |
5,0 |
ПРОБЛЕМЫ АВТОМАТИЗАЦИИ
Социальные:
1) Низкая стоимость рабочей силы.
2) Низкая организация производства
Технические:
1) Высокая стоимость оборудования.
2) Низкая надежность автоматов.
МЕТОДОЛОГИЯ РАЗРАБОТКИ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Для автоматизированного производства
|
Составляющие |
Тип производства | |||
|
единичное |
серийное |
крупно-серийное |
массовое | |
|
Оборудование |
Станки с РУ, ЧПУ |
Станки с ЧПУ, ГПМ |
Автоматы. ГПМ |
Автоматы, агри-гатные станки |
|
Инструмент |
Стандартный нормализованный | |||
|
Оснастка |
Универсально переналаживаемая (УСП) |
Механизиров. переналаживаемые приспособления |
Специальные переналаживаемые приспособления |
Специальные приспособления |
|
Техпроцссс |
Маршрутные, групповые |
Групповые техпроцессы |
Специальные (индивидуальные) |
Индивидуальные |
|
Производство |
Комплексноме-ханизное (К-М) |
ГАУ, ГАП |
ГА Л, ГАП |
АЛ |
Основное технологическое оборудование, применяемое в автоматизированном производстве
|
Типы характеристик деталей |
Тип производства | ||||
|
Серийное |
Крупно-серийное |
Массовое | |||
|
Тела вращения |
Вал |
Малогабаритные |
Автоматы продоль-ного точения с ЧПУ |
Автоматы продольного точения кулачковые | |
|
Среднегабарит. |
Патронно-центро-вые станки с ЧПУ |
ГПМ, гидроприводные полуавтоматы |
Многорезцовые полу-автоматы, спецстанки | ||
|
Крупногабарит. | |||||
|
Диск |
Малогабаритные |
Токарно-револьвер-ные станки сЧПУ |
Токарно-револьверные станки сЧПУ, автоматы |
Многошпиндельный прутковый автомат | |
|
Среднегабарит. |
Токарно-револьвер-ные станки сЧПУ, ГПМ |
ГПМ, многошпиндель-ный прутковый автомат | |||
|
Крупногабарит. | |||||
|
Кроме тел вращения |
Корпус |
Малогабаритные |
Станки с горизонтальной осью вращения с ЧПУ, ГПМ |
ГПМ, многопозицион-ные переналаживаемые агрегатные станки |
Многопозиционные агрегатные станки |
|
Среднегабарит. |
ГПМ, много- и однопози-ционные агрегатные станки |
Много- и однопози-ционные агрегатные станки | |||
|
Крупногабарит. |
ГПМ, однопозиционные агрегатные станки |
Однопозиционные агрегатные станки | |||
|
Плоскость |
Малогабаритные |
Станки с вертикальной осью вращения с ЧПУ, ГПМ |
ГПМ, многопозицион-ные переналаживаемые агрегатные станки |
Многопозиционные агрегатные станки | |
|
Среднегабарит. |
ГПМ, много- и однопози-ционные агрегатные станки |
Много- и однопози-ционные агрегатные станки | |||
|
Крупногабарит. |
ГПМ, однопозиционные агрегатные станки |
Однопозиционные агрегатные станки | |||
Приципы разработки групповых техпроцессов
Группирование деталей
группа,
тип,
размеры,
материал,
точность.
Выбор детали - типового представителя.
Разработка техпроцесса обработки типовой детали:
базирование,
комплект инструментов.
Проверка возможности обработки остальных деталей группы по типовому техпроцессу:
уточнение метода базирования,
уточнение номенклатуры инструмента.
Формирование технологического инструментального комплекта.
Ч


 астота
астота
п

 риме-
риме-
н

 ения
ения


1гр. 2гр. 3гр. 4гр. 5гр.
Разработка настроечных размеров для инструмента.
Разработка технологических процессов по уточненным данным:
инструмент,
базирование.
Разработка управляющих программ с учетом п. 6, 7.
Методика оценки технологичности деталей для автоматизированного производства
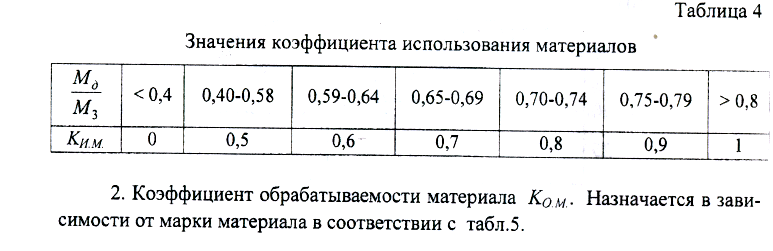
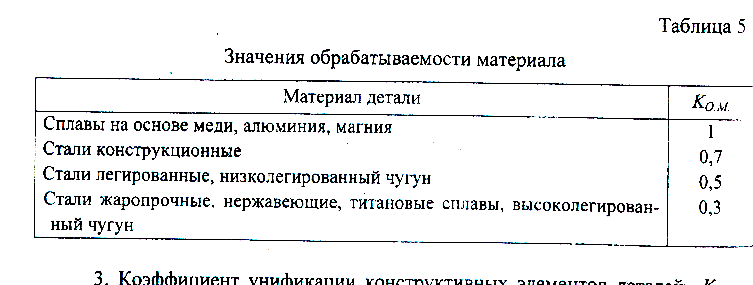
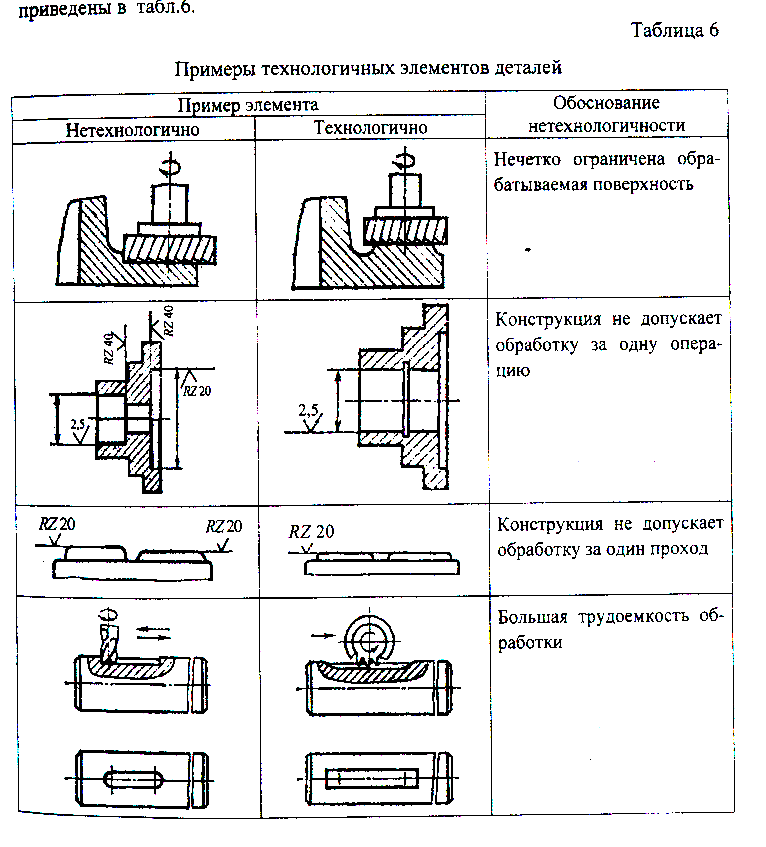
Коэффициент технологичности деталей при автоматизированном производстве

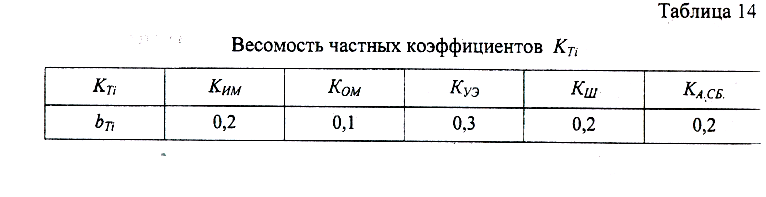



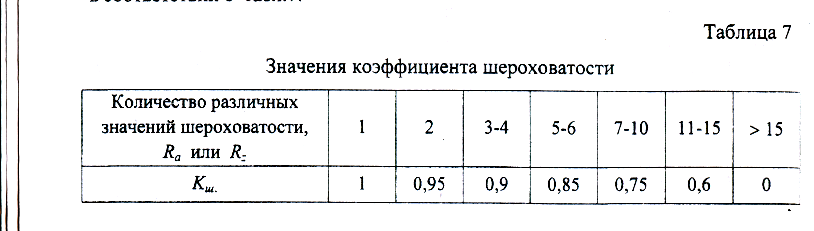
3. Коэффициент унификации конструктивных элементов деталей КУ.Э

где NУ.Э – количество унифицированных элементов; N – общее количество элементов; Nнет – количество нетехнологичных элементов.
|
Нетехнологичные |
Технологичные |
|
шлифование |
шлифование |
|
фрезерование |
фрезерование |
|
|
|
|
|
|
|
|
|





















































































 0,8
0,8





















 0,8
0,8


























































![]()
![]()
![]()





![]()

![]()
![]()


ДЕТАЛЬ «ВАЛ»
Т
∕ О

1.Обработка
баз
2.
Черновая обработка
3.
Чистовая обработка
4.Фрезерование,
сверление




Т
∕ О

5.Зубо
∕ резь-бонарезание
6.Восстановление
баз
7.Шлифова-ние
шеек
8.
Шлифование зуба, резьбы





9.Финишные
операции
10.
Моечная
11.
Контроль



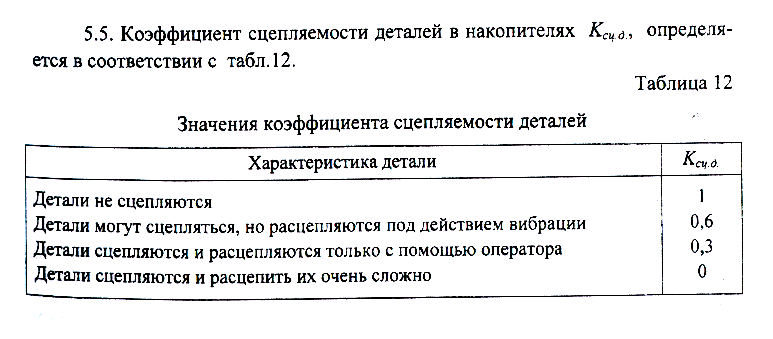
ДЕТАЛЬ «КОРПУС»