

5 Лекция
Зерно неоднородно, оно состоит из субзёрен, у которых ориентируются друг относительно друга гораздо меньше (поэтому можно пренебречь субзёрнами и нарисовать зерно как единое целое).

Области где идеальная кристаллическая решётка, внутри неё нет никакой разориентации. Такие области называют областями когерентного рассеяния.
Рентгенограмма – метод который основан на теории, что кристалл состоит из атомных плоскостей. Далее мы снимаем угол падения (предполагается что плоскости полупрозрачные, происходит отражение). Если мы поймали правильный угол ориентации, а разность угла равна:

λ – длина волны
θ – угол падения
d – межплоскостное расстояние
n – номер максимума порядка (1-го, 2-го)

Межплоскостное расстояние менять нельзя, длина волны – монохроматическое излучение, мы варьируем только угол. Когда мы вращаем гомеометр, мы меняем угол, с которым облучаем наш кристалл. В конечном счёте мы находим тот угол, при котором у нас возникает явление дифракции, когда лучи отражённые от разных атомных плоскостей становятся когерентными лучами, то есть совпадают по своему периоду, сл-но усиливаются лучи. Чем мельче размеры кристаллической решётки, тем углы больше.
Из рентгенофазового анализа, когда вещество находится под напряжением, то рентгенограмма вместо узких рефлексов выдаёт расплывчатые рефлексы, и измерение разницы между идеальным и реальным (тот что получили) пиком даёт нам область когерентного рассеяния (то есть на сколько сильно напряжение в кристалле) и мы определяем какой размер кристаллика. Чем меньше эта область тем больше напряжение.
Скорость ползучести зависит от линейного размера областей когерентного рассеяния (ОКР).
Диффузионная ползучесть, вызываемая внешними нагрузками, заключается в направленном перемещении вакансий от поверхностности, к которой приложено растягивающие напряжение, к сжимаемым или свободным поверхностям.

Пунктирная стрелка – потоки атомов
Сплошная стрелка – потоки вакансий
Вакансии – дырки
Диффузионная ползучесть – направленный поток вакансий от поверхности, к которому приложено напряжение. Все существующие диффузионные потоки осуществляются в пределах каждого зерна, при этом полный макроскопический диффузионный поток отсутствует.
В аморфных телах идут целиковые массы, и мы видим это движение, а тут в пределах каждого зерна изменяется внутри, зерно меняет свою форму, меняют рядом стоящие зёрна. Общего потока не существует.
Линейная усадка:

lк – конечная длинна
lн – начальная длинна
Δl – линейная усадка
Аналогично определяется объёмная усадка:

Vк – конечный объём
Vн – начальный объём
ΔV – объёмная усадка
Ивенсен, который разработал феноменологическую теорию спекания. По простому – кинетика спекания.
По нему изменение объёмной усадки можно представить степенной функцией:

То есть усадка порошкового тела при спекании зависит от многих факторов (от времени выдержки)

Подобные степенные зависимости более сложные. Уменьшение усадки связано с уменьшением объёма пор.
Когда с течением времени меняется температура спекания, то у нас получается ступенчатая изменение усадки.
Если мы при определённой температуре по спекали, добились какой-то усадки и она дальше не идёт, мы специально поднимать температуру, и у нас происходит продолжение усадки спекания/допекание тела.

При изотермическом спекании со ступенчатым подъёмом температуры, участок: а – 600 ℃, б – 740 ℃, в – 880 ℃.
Изменение величины усадки, при изотермической спекании, происходит за счёт объёма пор. Уменьшение первоначальной повышенной концентрации дефектов, в следствии этого идёт стабилизации кристаллической структуры, и увеличивается микроскопическая вязкость.
Увеличение или рост пористого тела. Спекание многокомпонентных систем.
Сейчас рассматриваем многокомпонентные системы, в большинстве случаев именно такие системы и есть. Когда спекаем многокомпонентные системы, то кроме самодиффузии, возникают механизмы гетеродиффузии. Механизмы гетеродиффузии обеспечивают выравнивание концентраций разноимённых атомов в пределах образца. Здесь важен химический потенциал одного элемента и другого элемента, соответственно будут направлены диффузионные потоки
Можем при спекании получать (кроме нулевой усадки) как положительную усадку, так и отрицательную (то есть рост).
Для процесса спекания многокомпонентных систем одним из основных процессов, происходящих/сопутствующих диффузионной гомогенизации, является процесс зарождения и развития диффузионной пористости. В случае существенного различия парциальных коэффициентов диффузии разноимённых атомов.
То есть взяли диаграмму состояния, взяли порошок меди и никеля. Если мы их просто расплавили, то их диаграмма будет рыбкой (образуют ряд непрерывных растворов). Когда мы начинаем спекать смесь этих порошков, тут важным является, то как каждый из них диффундирует в этой смеси. Если у одного диффундирует 10 атомов в секунду, а у второго 5 атомов в секунду, мы их смешали, они находятся в разных местах. Где-то у них есть область контакта. Например: у меди перемещаются в одну сторону, тогда никель пойдёт в другую сторону. При чём у меди много атомов, так как коэффициент диффузии меди высокий, а коэффициент диффузии никеля низкий. В результате получается, что у одного перешло много атомов, у другого мало, в результате получается вместо атомов образуются вакансии. Мы получаем целую область вакансий. В результате высоких температур вакансии начинают коагулировать и образуются поры. Наш брикет, вместо того, чтобы осесть – растёт. Пористость высокая.
К основным особенностям спекания многокомпонентных систем можно отнести:
1) Понижение свободной энергии, определяется механизмами самодиффузии и гетеродиффузии
2) Ход процесса спекания зависит от диаграмм состояния элементов, входящих в образец
3) В результате спекания, гетеродиффузия может приводить к торможению процесса усадки.
Основные виды твердофазного спекания многокомпонентных систем:
1) Спекание компонентов, обладающих полной взаимной растворимостью
2) Спекание компонентов, обладающих ограниченной взаимной растворимостью
3) Спекание компонентов, взаимно не растворимых
Компоненты, обладающие полной взаимной растворимостью
Самый простейший случай, должна образовываться одна фаза – твёрдый раствор.
Диаграмма состояния – рыбка.

Такой диаграммой обладает
Cu – Ni
Fe – Ni
W – Mo
Cu – Au
Cr – Mo
Co – Ni – Cu
При спекании таких систем усадка всегда меньше аддитивной, то есть рассчитана из усадок чистых компонентов. Объясняется это тем, что в твёрдых растворах подвижность атомов гораздо меньше чем в чистых компонентах.
Для таких систем очень характерно является появление повышенной диффузионной пористости. Причиной повышенной диффузионной пористости является возникновение избыточных вакансий в компоненте имеющим больший коэффициент диффузии.

Взяли 2 вещества, коэффициент диффузии компонента А больше, чем компонента B. После выдержки при температуре получили, что у нас происходит смещение межфазной границы, причём смещение идёт в сторону коэффициента, у которого больше диффузионная подвижность. У компонента A атомов перескочило больше, чем у компонента B.
Частицы атомы которых имеют меньший собственный коэффициент диффузии увеличиваются в объёме, за счёт притока атомов быстро диффундирующего компонента. Этот эффект носит название “эффекта Киркендалла”. Внутри что-то изменилось, а объём образца не изменился. Так как система стремится к равновесию, то избыточные вакансии в районе быстро диффундирующего металла должны исчезнуть, и они обычно исчезают взаимодействуя, если у нас есть стоки вакансий. При этом происходит смещение дислокаций и смещение линии разграничения металлов. Если же вакансии стекают на свободную поверхность частиц, внутри образца на внутренние включения, на неоднородности или просто коагулируют, то внутри образца возникают поры. Объём быстро диффундирующего металла уменьшается, а общий объём образца растёт. Этот эффект носит названия “’эффекта Френкеля”.
При чём и тот и другой эффект могут происходить в этих системах с полной взаимной растворимостью. Для того чтобы уйти от этого эффекта применяют длительную выдержку. Не допустить данного эффекта невозможно, но с течением времен этот дефект можно ликвидировать.

Если мы расплавим медь с никелем, получим сплав, из этого сплава методом распыления получим порошки, методами порошковой металлургии сформуем, и начнём спекать, тогда можно избежать данного дефекта (спекают порошки готовых сплавов).
В одной и той же системе в зависимости от, того какой состав наших образцов Cu – Ni, усадка образцов будет разная.
Система с ограниченной растворимостью компонентов.
Это системы:
Fe – C
W – Ni
Mo – Ni – Cu
Co – Cu
Co – Cr
Для таких систем характерны монотонные, отличные от линейных зависимости, усадки от содержания элемента в сплаве.
Диаграмма Cu – Au
Зависимость усадки от содержания в системах с ограниченной растворимостью компонентов носит монотонный, но нелинейный характер, может быть выпуклость вверх, может быть выпуклость вниз.
Выпуклости могут быть разные, будет зависеть от взаимодействия компонентов в системе. Бывают аномалии по усадки если образуется в системе интерметаллические (химическое соединение метала с металлом) фазы.
Интерметаллиды – соединение метала с металлом, когда образуется отличная от исходных металлов кристаллическая решётка.
Если образуется интерметаллид, то на диаграмме показывается вертикальной линией.
Может иметь область, создавать растворы вычитания, дефектные растворы, где исходное соотношение компонентов CoNi5, CoNi3, CoNi5-x. У интерметаллидов совершенно другая кристаллическая решётка, поэтому может возникнуть отрицательная усадка.
Пример:
50%-ая смесь порошков Tl и Sb в результате спекания прессовки рассыпаются под давлением кристаллизации.
В этих системах после спекания свойства материала зависит от полноты гомогенизации в области ограниченных твёрдых растворов, от пористости, от совершенства межфазных и однофазных контактов. Очень желательно при спекании добиваться гомогенизации твёрдых растворов.
Система с нерастворимыми компонентами.
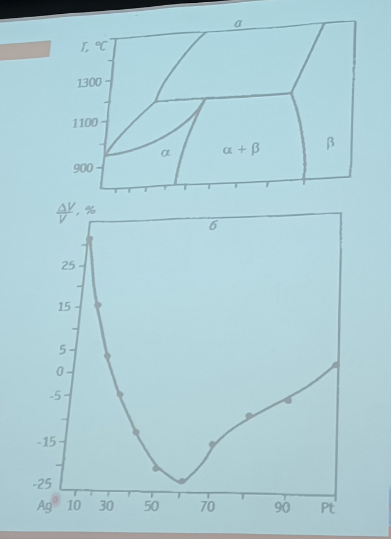
Система Au – Pt спекается, где состав отвечает точки перитектики, у нас происходит рост (-25). В данной системе идёт отрицательная усадка.
Такими системами является:
Cu – C (графит)
W – Ag
W – Cu
Mo – Cu
Все эти материалы используются для электроконтактов (делаются только методами порошковой металлургии).
Для того чтобы эти системы спекались, необходимо чтобы удельная поверхностная энергия α.


Поверхностная энергия образовавшейся границы AB должна быть меньше (по Пинесу) суммы поверхностных энергий частиц спекаемых компонентов.
Спекание для таких систем рассматривают как систему двух сферических частиц AB.
Горофилные или горофобные элементы – это элементы которые уменьшают поверхностное натяжение за счёт того, что они скапливаются на межфазных границах.
Берём
2 частицы и с этими частицами происходит
следующие. Пусть частица B
обладает большей поверхностной энергией
чем частица A
( ),
тогда при спекании происходит постепенное
покрытие частицы B,
обладающей большей поверхностной
энергией материалом с частицы A
(натекает на частицу B,
покрывает её).
),
тогда при спекании происходит постепенное
покрытие частицы B,
обладающей большей поверхностной
энергией материалом с частицы A
(натекает на частицу B,
покрывает её).

Постепенно это происходит с помощью механизмов поверхностной диффузии или переносом через газовую фазу. Область перешейка будет заполнятся веществом A и в конечном счёте получим частицу, в которой снаружи будет вещество A, а внутри B.
Жидкофазное спекание.
Системы:
Cu – Sn
Fe – Cu
Fe – P
Cu – Pb
Cu – Bi
Cu – Cd
W – Cu
Mo – Ag
Cr3C2 – Ni
WC – Co
TiC – Ni
Жидкая фаза состоит либо из легкоплавкого компонента, либо из эвтектики.
Жидкофазное спекание возможно, только в том случае, если образующаяся при спекании жидкость будет иметь угол смачивания меньше 90o. В этом случае существует зависимость:

Зависимость растворимости сферических частиц (C) с радиусом (r), C0 – растворимость частиц с радиусом (r→∞) (растворимость частиц с плоской поверхностью).
Логарифм частной от этой зависимости будет зависеть от удельной свободной поверхностной энергии на границе твёрдое – жидкость от мольного объёма (V0) нашей частицы.
Получается, что при спекании в жидкой фазе мелкие частицы в большей степени растворяются и дальше вещество, от мелких частиц, растворённых в жидкой фазе, кристаллизуются на более крупных частицах, которые имеют меньшую растворимость в жидкой фазе.
Жидкофазное спекание – припекание с участием жидкой фазы.

Различают 3 стадии жидкофазного спекания:
1) Жидкофазное течение, т.е. перемещение частиц под действием капиллярных сил. На этой 1-ой стадии образовавшееся жидкая фаза заполняет пустоты между частицами/порошинками и способствует их перегруппировки. В конце этой стадии образуется плотная упаковка.
2) Стадия растворения/осаждения. На этой стадии происходит растворение или перенос через жидкость растворённого в ней вещества тугоплавкой фазы от маленьких частиц на большие частицы (растворение мелких частиц, рост крупных частиц). Так как во время второй стадии обогащается тугоплавким компонентом, то в конце мы получаем не жидкофазное спекание. (переходим от жидкофазного к твердофазному спеканию).
3) Твердофазное спекание. Идёт срастание частиц тугоплавкой фазы, образование каркаса. Происходит твердофазное спекание.
На 1 стадии идёт максимальная усадка, дальше рост усадки уменьшается, далее твердофазное спекание.
Жидкой фазы должно быть достаточно, чтобы происходил механизм растворения и кристаллизации (то есть все частицы твёрдой фазы должны смачиваться жидкой фазой).
Жидкая ваза при расплавлении может привести к ороблению изделия (изделие расползётся).
Содержание жидкой фазы ограниченно 2-мя условиями:
1) Должно обеспечиваться условие растворения и кристаллизации жидкой фазы (должно быть достаточно).
2) Её не должно быть слишком много, иначе большое количество жидкой фазы приведёт к ороблению изделия.
В связи со смачиваемостью у нас должно быть достаточное растворение твёрдой фазы (то есть процесс растворения должен идти). Если не будет растворения, то не произойдёт механизмов жидкой фазы (растворение и кристаллизация).