

Тема 7 иинформационно-логическая модель управления производством на малом предприятии
Современное производство представляет собой сложный процесс превращения сырья, материалов, полуфабрикатов и других предметов труда в готовую продукцию, удовлетворяющую потребностям общества.
Совокупность всех действий людей и орудий труда, осуществляемых на предприятии для изготовления конкретных видов продукции, называется производственным процессом.
Многообразные производственные процессы, в результате которых создается продукция, требуют соответствующего управления, которое обеспечит их эффективное функционирование в целях выпуска конкретных видов продукции высокого качества и в количествах, удовлетворяющих потребности народного хозяйства и населения страны.
В настоящее время большей популярностью в изучении и автоматизации пользуются следующие сферы управления:
- бухгалтерский и налоговый учет;
- управление персоналом;
- управление финансами;
- управление торговлей и т.д.
При этом описание и автоматизация управления производством на уровне низовых подразделений (цеха, участка), а также на малых предприятиях, в нашей стране остается без должного внимания, предпочтение отдается корпоративным информационным системам.
В связи с этим возникает потребность в представлении построении и изучении информационно-логической модели управления производством на малом предприятии.
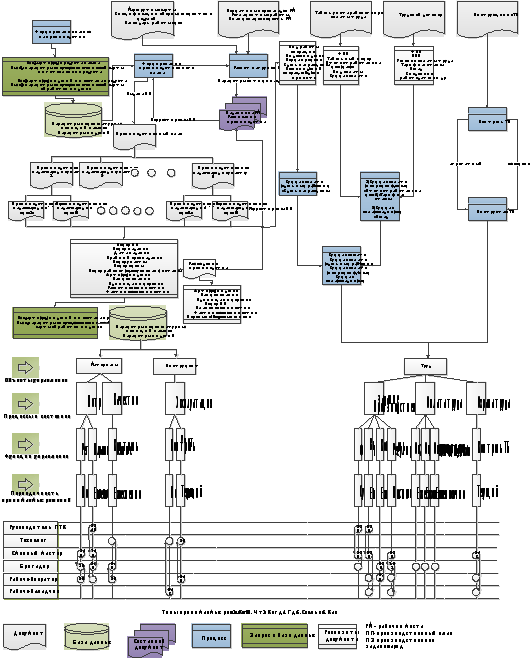
Рис. 20 Информационно-логическая модель управления производством на малом предприятии
Объекты управления
На малом предприятии наибольший интерес для управления представляют следующие объекты:
- материалы (как предмет труда);
- инструмент (как средство труда);
- труд.
Для информационного описания предметов и средств труда выбраны документы, представленные на рисунке ниже. Данные документы участвуют в формировании производственного плана и загрузки рабочих мест.
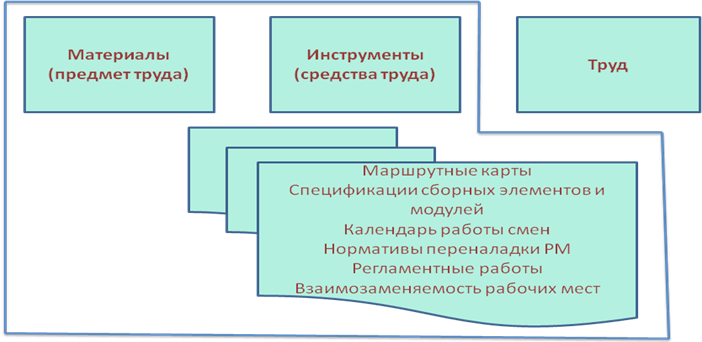
Рис. 21 Информационная база для управления предметами и средствами труда
Что касается объекта управления труд, то для его информационного описания выбраны документы, перечисленные на рисунке 22.
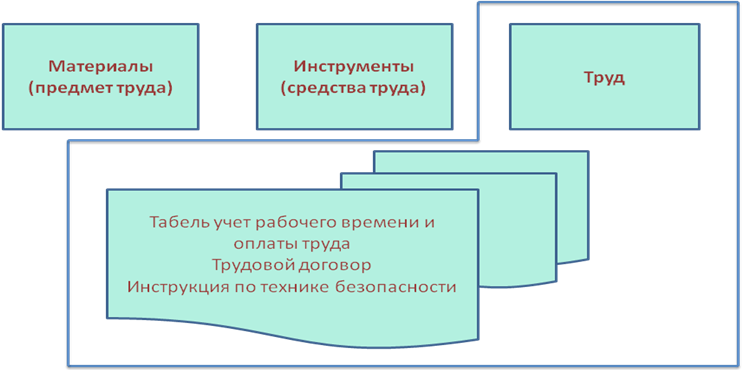
Рис. 22 Информационная база для управления трудовыми ресурсами
Операционно-технологическая карта, как источник загрузки базы данных
Важное место в работе производственного предприятия занимает операционно-технологическая карта обработки изделия.
Вариант ее представления на рисунке 23 разработан с учетом включения всех блоков, необходимых для расчета себестоимости изделия. Для описания объектов управления, фигурирующих в информационно-логической модели, в операционно-технологической карте выделен ряд блоков, каждый из которых найдет свое отражение в параметрах номенклатурных позиций.
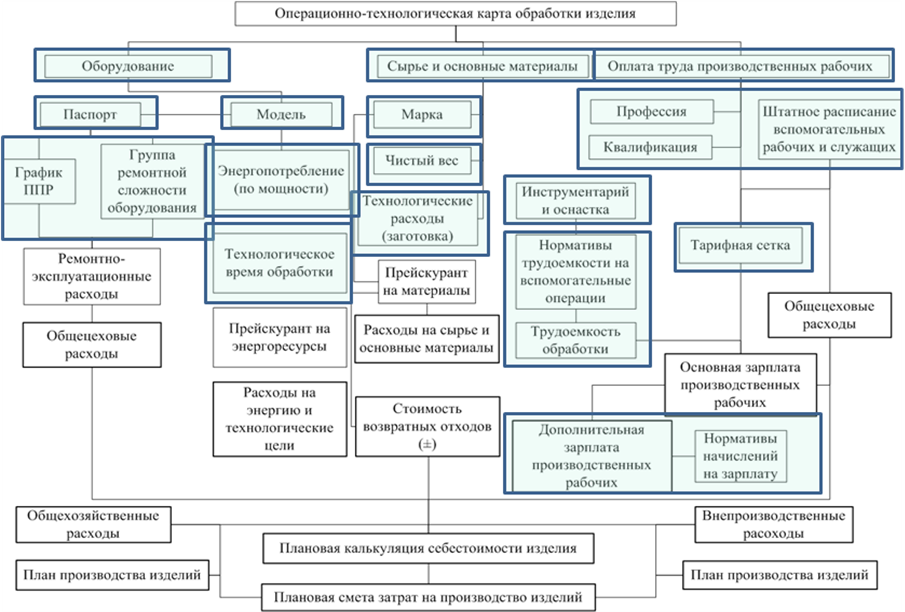
Рис. 23 – Блоки операционно-технологической карты, описывающие объекты управления
Процессы и состояния
По отношению к объекту управления материалы выделяют ПОТРЕБНОСТЬ И КАЧЕСТВО, как состояния, требующие грамотного управления на предприятии. Всегда необходимо знать, как минимум, сколько материала понадобиться на изготовления продукции и какого материал будет качества.
Что касается инструментов, здесь основным процессом управления является его ЭКСПЛУАТАЦИЯ. Сюда входят и графики планово-предупредительного ремонта, и расчет мощностей и загрузки рабочих мест, а также правильность эксплуатации, как таковой, всех инструментов и оборудования, участвующих в производственном процессе.
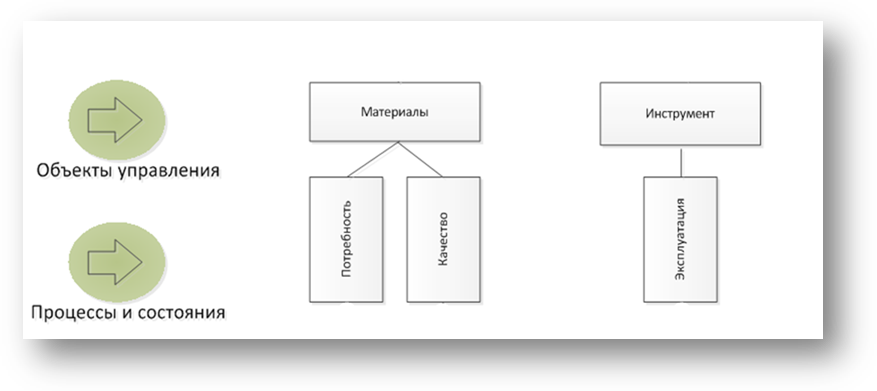
Рис. 24 Процессы и состояния объектов управления (материалы, инструмент)
Как процесс-состояние труда можно выделить ПРОИЗВОДСТВЕННОЕ ЗАДАНИЕ, определяющее объем и сроки работ, ОПЛАТА ТРУДА, как вознаграждение за трудовую деятельность, ОХРАНА ТРУДА, как система сохранения жизни и здоровья работника во время трудовой деятельности.
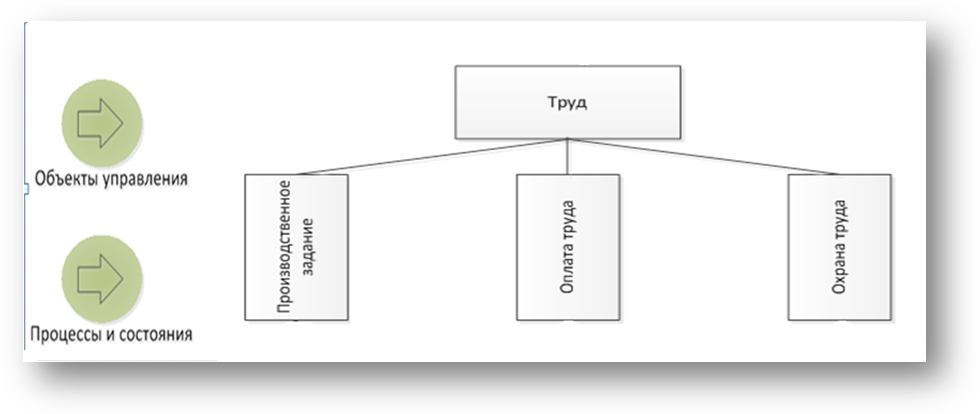
Рис. 25 Процессы и состояния объектов управления (труд)
Функции управления
На малом предприятии в состав основных функций управления включены:
- регулирование потребности в материалах;
- планирование потребности в материалах;
- контроль качества материалов;
- контроль эксплуатации инструментов и оборудования;
- учет инструментов и оборудования.
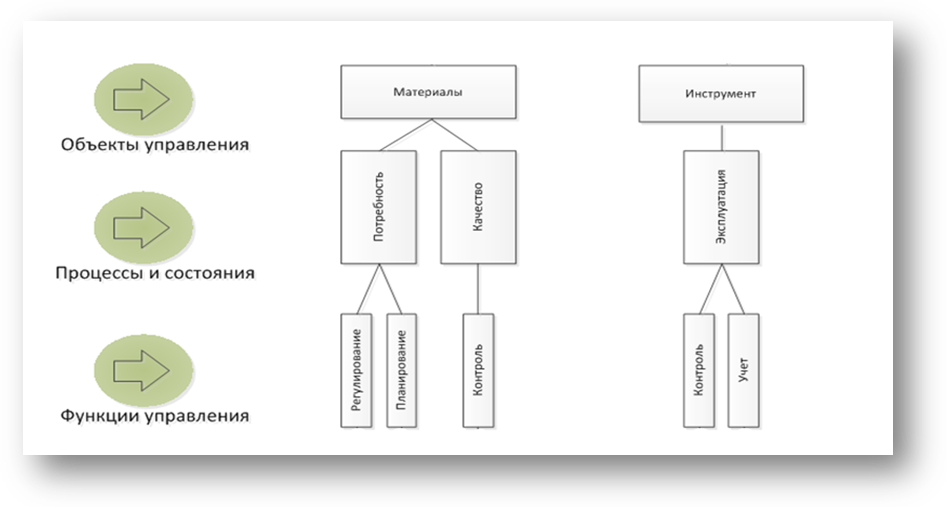
Рис. 26 - Функции управления материалами и инструментом
Для управления трудовыми ресурсами выделяют следующие функции:
- формирование производственного задания;
- выдача производственного задания;
- контроль производственного задания;
- регулирование производственного задания;
- оценка труда в разрезе форм оплаты;
- контроль техники безопасности.
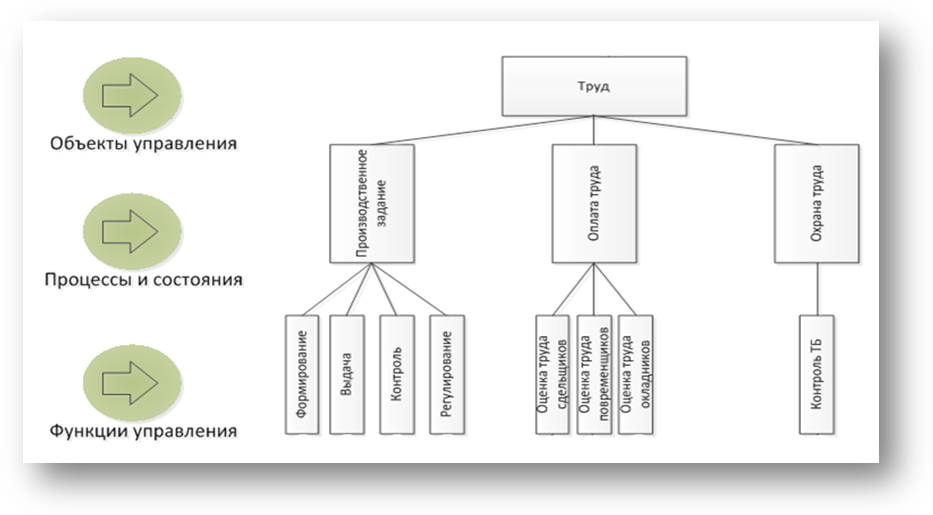 Рис.
27 - Функции управления трудовыми
ресурсами
Рис.
27 - Функции управления трудовыми
ресурсами
Периодичность принятия управленческих решений
Информационно-логическая модель управления производством на малом предприятии включает в себя понятие периодичности принятия управленческих решений. Для каждого объекта управления в разрезе функций периодичность будет меняться. Соблюдение периодичности в принятии управленческих решений это одно из условий успешной производственной деятельности предприятия.
Для объекта управления материалы периодичность варьируется от постоянного регулирования и ежесменного планирования потребности в материалах до ежесменного контроля их качества.
Для объекта управления инструменты периодичность принимает значения постоянного контроля в эксплуатации и текущего учета.
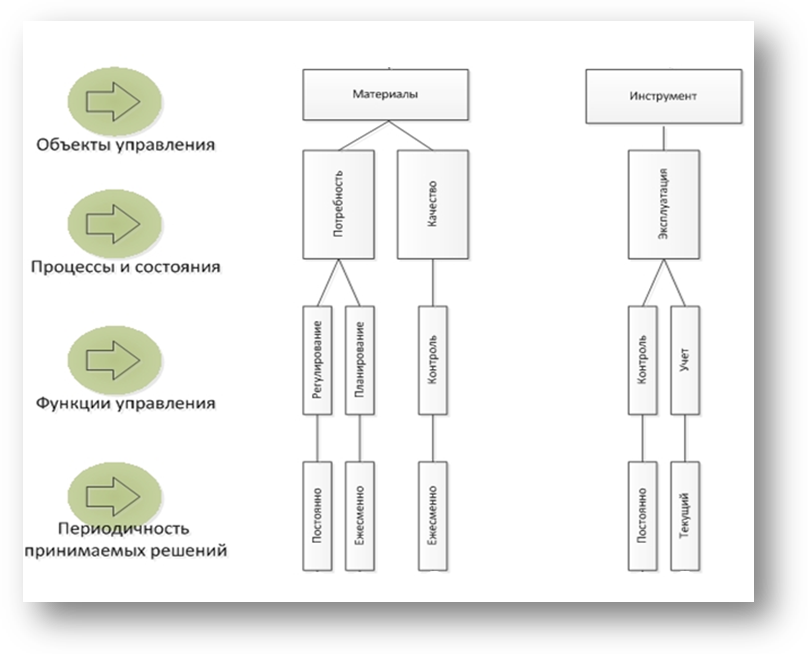
Рис.28 Периодичность принимаемых решений для объектов управления (материалы, инструменты)
При управлении трудовыми ресурсами необходимо опираться на следующую периодичность принимаемых решений:
- формирование производственного задания ежесуточно;
- выдача производственного задания ежесменно;
- контроль выполнения производственного задания ежесменно;
- регулирование выполнения производственного задания постоянно;
- оценка труда по сдельной форме оплате ежесменно;
- оценка труда по повременной форме оплаты ежемесячно;
- оценка труда по окладу ежемесячно;
- контроль техники безопасности в текущем режиме.
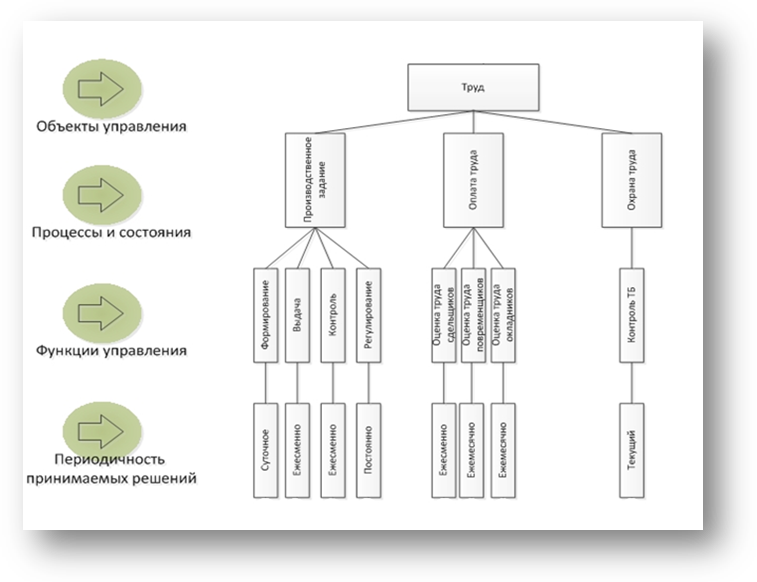
Рис.29 Периодичность принимаемых решений для объектов управления (трудовые ресурсы)
Субъекты управления
В данной информационно-логической модели под субъектами управления понимаются должностные единицы, принимающие управленческие решения и оперирующие информацией, относящиеся к объектам управления.
В модели отражены типы принимаемых решений для каждого субъекта управления:
- руководителя производственно-технического контроля;
- технолога;
- сменного мастера;
- бригадира;
- рабочего-оператора;
- рабочего наладчика.
На пересечении периодичности принимаемых решений и субъекта управления в модели находятся типы принимаемых решений, обозначенные цифрами и представленные в виде 6 вопросов: кто, что, когда, где, сколько, как. В случае, если в круге на пересечении цифры не обозначены, то для данного субъекта характерны все типы принимаемых решений. Направление информационных потоков от субъекта к субъекту указано стрелками.
Такое разделение между должностными лицами предусмотрено для устранения избыточности информации и повышения эффективности работы.
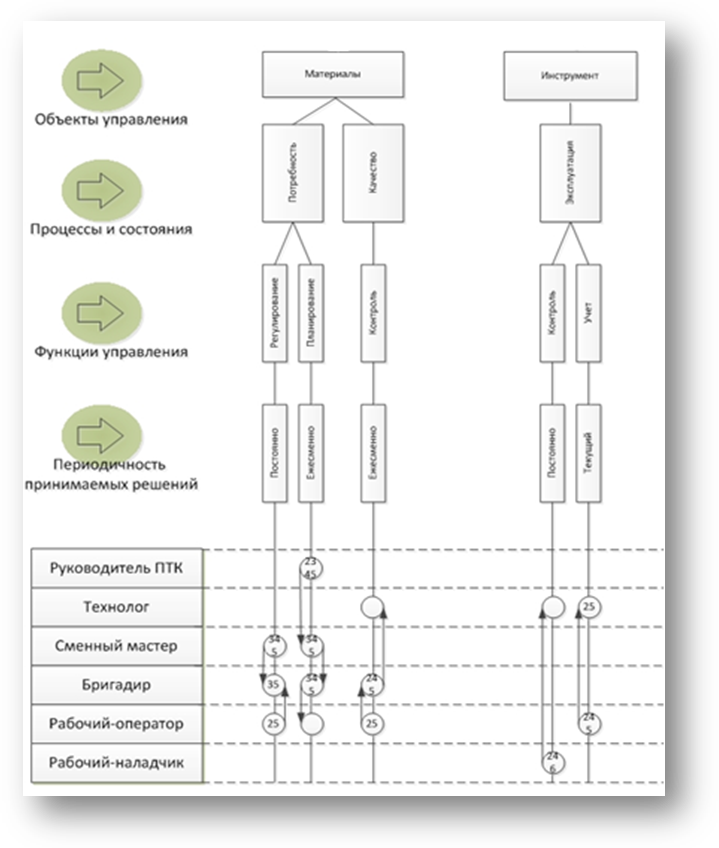

Рис. 30 Типы принимаемых решений к объектам управления (материалы, инструменты)
Рассмотрим цепь принимаемых решений для ветви, выделенной на рисунке 32.
Руководитель ПТК ежесменно должен формировать информацию следующего характера: что производить, когда производить, где производить и сколько производить продукции.
Эту информацию он передает сменному мастеру, который в свою очередь передает бригадиру когда, где и сколько производить продукции. Данная информация переходит от сменного мастера к бригадиру, который распределяет ее между рабочими операторами, формируя им задание на смену. В результате до каждого рабочего должна дойти информация о том, кто производит, что производит, когда производит, где производит, сколько производит и как производит.
Для управления трудовыми ресурсами по типам принимаемых решений в модели работает тот же принцип.
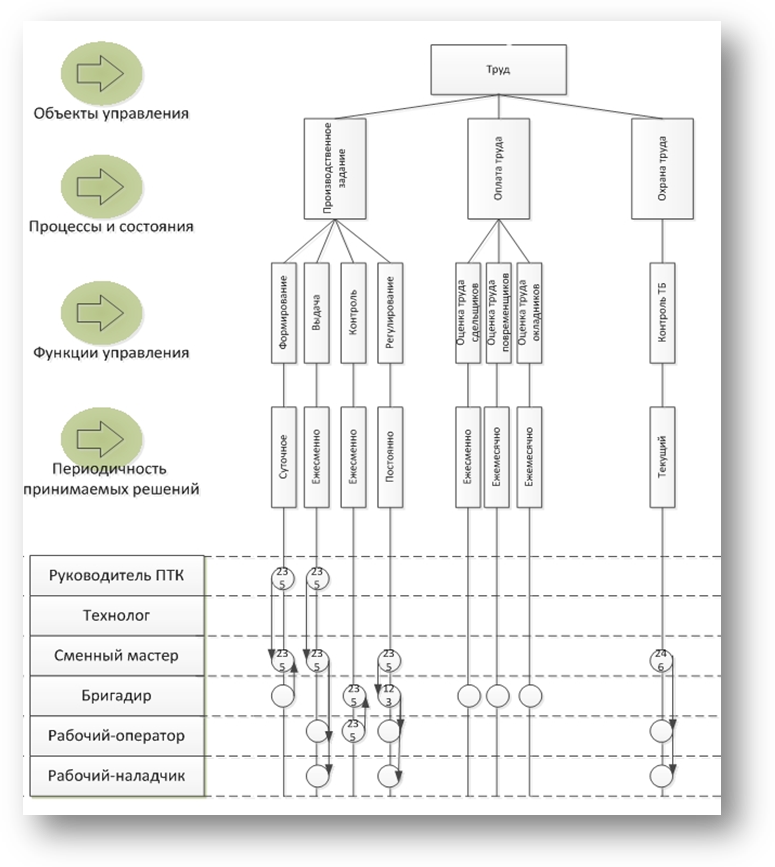
Рис. 31 Типы принимаемых решений к объектам управления (трудовые ресурсы)
Принцип работы информационно-логической модели
На основе заявок на производство (либо на основании исследований рынка) возникают запросы к базе данных, хранящей параметры номенклатурных позиций, по которым формируется производственный план.
С учетом производственного плана, нормативных документов, маршрутных карт и календарей работы рассчитывается загрузка рабочих мест. Пройдя процедуры оптимизации, формируются задания на рабочие места и расписание производства, которые могут повлечь за собой корректировку производственного плана.
После того, как производственный план утвержден, происходит его выдача в производство и распределение заданий по участкам, а затем по сменам.
В итоге на каждое рабочее место приходит заказ-наряд, содержащий следующие реквизиты:
- номер производственного плана;
- номер задания;
- дата задания;
- крайний срок задания;
- номер участка;
- номер смены;
- номер рабочего места (наименование станка);
- артикул (код) изделия;
- наименование;
- единица измерения;
- расчетное количество;
- фактическое количество.
Данные реквизиты позволяют однозначно идентифицировать исполнителя работы и потребность в материалах и инструментах.
Итогом выполнения заказа-наряда на рабочее место будет фактическое количество произведенной продукции. На основе этих данных формируется расхождение производства, влекущее за собой корректировку расписания производства и заданий на рабочие места, а в критических случаях и производственный план.
Каждый заказ-наряд участвует в оценке труда рабочих со сдельной формой оплаты. Для определения суммы оплаты по заказу-наряду необходимы следующие реквизиты:
- вид работы/ операции;
- индекс изделия;
- норма времени;
- сдельная расценка;
- количество изделий/ операций;
- задано-принято.
Для оценки труда рабочих с повременной формой оплаты из табеля учета рабочего времени и оплаты труда необходимы следующие реквизиты:
- ФИО;
- табельный номер;
- итого отработано в месяц (часов);
- вид оплаты;
- сумма к оплате.
Для оценки труда рабочих с окладной формой оплаты из трудового договора необходимы следующие реквизиты:
- ФИО;
- условия оплаты;
- тарифная ставка;
- оклад.
Таким образом, формируется оценка труда рабочих с различными формами оплаты труда.
Контроль техники безопасности производится на основе инструкций по технике безопасности. Различают агрегатный (комплексная проверка предприятия) и ежеменный (инструктаж и контроль перед началом работы смены) контроли.
Вопросы для контроля знаний:
1) Почему модель управления. представленная в данной главе, называется информационно-логической?
2) Почему в представленной модели рассматривается только три калькуляционные статьи (экономических параметра)?
3) Опишите методы (формы, носители) обмена информацией между всеми участниками производственного процесса по каждой функции управления. Почему?
4) Какие управляющие решения (виды действия) могут быть приняты каждым участником производства на основании полученной информации?
5) Какие виды средств автоматизации управления целесообразны в условиях малого производственно-технологического комплекса?