

серегина
.doc|
По заданию требуется разработать технологический процесс механической обработки корпуса форсунки «КАМАЗ-740» 216.1112024 с программой выпуска 1000 штук. Данная программа выпуска соответствует среднесерийному типу производства. Определяем размер производственной партии, n:
где
f=4..6 дней – число дней запаса деталями; D=247 дней – число рабочих дней в году.
|
|||||||||||
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|||||||
|
|
|
|
|
||||||||
|
|
|
|
|
||||||||
|
1.2 Служебное назначение детали и её поверхностей
Деталь: корпус форсунки – длиной 117,4 мм и наибольшим диаметром 30 мм
Масса
детали
Назначение корпуса форсунки – удерживать распылитель в нужном положении в камере сгорания двигателя и обеспечивать подвод топлива к распылителю через топливоподводящие каналы и отвод излишки топлива через топливоотводные каналы. Корпуса современных форсунок имеют уменьшенный диаметр, что облегчает их установку между клапанами в головке цилиндров. Благодаря меньшей поверхности нагрева деталей форсунка меньше поглощает тепла от сгорания топлива. В связи с тем, что головки цилиндров имеют значительную высоту, изготавливают форсунки с длинным корпусом. У форсунок сложностью является передача усилия от пружины на иглу: оно передаётся через удлиненную штангу. Между штангой и корпусом форсунки – зазор, для устранения бокового давления на иглу. На основании служебного назначения детали, производится классификация поверхностей. Классификация поверхностей детали по служебному назначению упрощает анализ технологичности детали и обоснование назначения технических требований.
Таблица 1.1 – Классификация поверхностей корпуса форсунки.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1.3 Характеристика материала детали Материалом корпуса форсунки является конструкционная легированная сталь 40Х, которая используется для производства деталей повышенной прочности. Таблица 1.2 – Химический состав стали 40Х, %
Таблица 1.3 – Механические свойства стали 40Х
1.4 Анализ и методы контроля технических требований на деталь Таблица 1.4 – Анализ технических требований на деталь
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
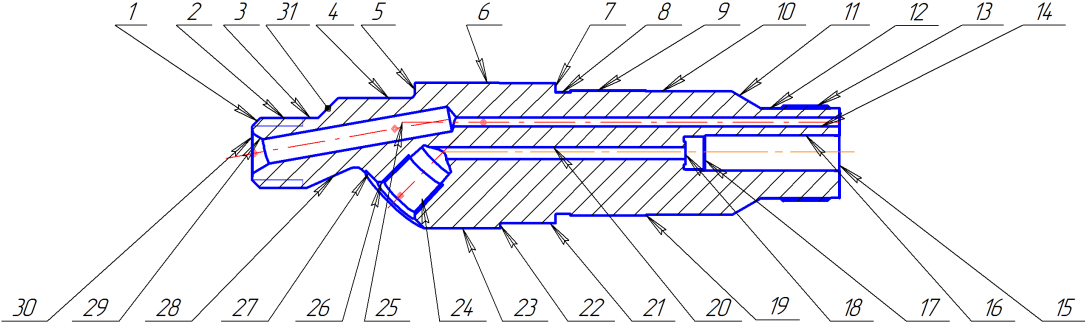 Рисунок
1. – Поверхности детали.
Рисунок
1. – Поверхности детали. 2
2 30
30
 Поверхность
15 прокалить на глубину h
1,5..4 до твердости 45 HRCmin
Поверхность
15 прокалить на глубину h
1,5..4 до твердости 45 HRCmin
|
1.5 Анализ технологичности конструкции детали Технологичность конструкции детали (корпус форсунки КАМАЗ 740, 216.1112024) определяется степенью ее соответствия условиям изготовления при данной программе выпуска. Признаки технологичности:
Признаки не технологичности:
Вывод: в целом деталь можно считать технологичной.
|
||||||||||
|
1.6 Выбор и технико-экономическое обоснование метода получения заготовки
Заготовки при среднесерийном производстве возможно получать отливкой, штамповкой, прокатом. При изготовлении заготовок отливкой получаются большие припуски и допуски, а так же образуются усадочные раковины и образование корок примесей у поверхности отливки. Для прецизионной детали такие параметры заготовки неприемлемы. При изготовлении заготовок штамповкой возможен сдвиг по оси штампа. А для детали с высокими техническими требованиями к форме это неприемлемо, так как все погрешности формы заготовки перейдут на деталь из-за наследственности. Высокая технологичность детали позволяет использовать простую заготовку. Поэтому выбираем прутковый прокат диаметром 32 мм с последующей отрезкой заготовок от него, так как этот метод получения заготовки отличается минимальным припуском и высокой точностью. Экономически наиболее выгодным является третий способ получения заготовки, так как все затраты заключаются только в цене проката, что значительно дешевле отливочного или штамповочного оборудования.
Корпуса форсунки изготавливают из проката стали 40Х (круг 32 h11 ГОСТ7417-75). Расчет припуска на цилиндрическую поверхность показывает правильность выбора наружного диаметра проката. 1. Рассчитаем коэффициент использования материала:
где
2. Определим себестоимость заготовки:
где
3. Определим себестоимость изготовления деталей из заготовок:
где
где
Результаты расчетов заносим в таблицу 1.5 Таблица 1.5
|
||||||||||
|
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
|||||
|
Изм. |
|
|
|
|
||||||

 Программа,
шт
Программа,
шт
|
1.7 Составление планов обработки поверхностей детали Таблица 1.6 – Карта исходных данных
1.8 Проектирование технологического маршрута обработки с выбором оборудования и оснастки, баз и схем базирования. Заполнение маршрутной карты (МК) 1.8.1 Технологический маршрут обработки:
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
|
|
|
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 0=0,2
0=0,2 =0.05
=0.05 12=0.05
12=0.05 16=0,08
16=0,08 17=0,1
17=0,1 =0.05
=0.05
 14=0,1
14=0,1 26
26

 28=0,08
28=0,08

 26=0,08
26=0,08 = 0.016
= 0.016 0.01
0.01 12=0.08
12=0.08 =0.0006
=0.0006
 015
015