

MEX12
.pdf
|
сверление |
|
|
Свер- |
зенкеро |
разве |
сверле |
зенке |
раз |
|
|
|
|
|
|
ление |
вание |
ртыв |
ние |
рован |
вер |
|
|
|
|
|
|
|
ание |
|
ие |
тыв |
|
|
|
|
|
|
|
|
|
|
ани |
|
|
|
|
|
|
|
|
|
|
е |
|
|
|
|
|
|
|
|
|
|
|
2 |
0,04- |
0,03- |
|
|
0,06- |
|
|
0,04- |
|
|
|
0,05 |
0,04 |
|
|
0,08 |
|
|
0,05 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
0,06- |
0,05- |
|
|
0,13- |
|
|
0,08- |
|
|
|
0,13 |
0,09 |
|
|
0,24 |
|
|
0,17 |
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
0,13- |
0,09- |
|
0, |
0,27- |
|
2,2 |
0,16- |
|
1,7 |
|
0,20 |
0,15 |
|
8 |
0,43 |
|
|
0,25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
15 |
0,19- |
0,14- |
0,5- |
0, |
0,39- |
0,7-0,9 |
2,4 |
0,23- |
0,5- |
1,9 |
|
0,23 |
0,17 |
0,6 |
9 |
0,56 |
|
|
0,33 |
0,6 |
|
|
|
|
|
|
|
|
|
|
|
|
20 |
0,22- |
0,18- |
0,6- |
1, |
0,52- |
0,9-1,1 |
2,6 |
0,32- |
0,6- |
2,0 |
|
0,32 |
0,22 |
0,7 |
0 |
0,64 |
|
|
0,40 |
0,75 |
|
|
|
|
|
|
|
|
|
|
|
|
25 |
0,29- |
0,20- |
0,7- |
1, |
0,58- |
1,0-1,2 |
2,7 |
0,35- |
0,7- |
2,2 |
|
0,35 |
0,24 |
0,9 |
1 |
0,72 |
|
|
0,43 |
0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
30 |
0,33- |
0,22- |
0,8- |
1, |
0,67- |
1,1-1,3 |
3,1 |
0,40- |
0,8- |
2,4 |
|
0,41 |
0,28 |
1,0 |
2 |
0,83 |
|
|
0,50 |
0,9 |
|
|
|
|
|
|
|
|
|
|
|
|
40 |
0,40- |
0,24- |
0,9- |
1, |
0,75- |
1,2-1,7 |
3,3 |
0,45- |
0,9- |
2,6 |
|
0,44 |
0,30 |
1,2 |
4 |
0,83 |
|
|
0,55 |
1,0 |
|
|
|
|
|
|
|
|
|
|
|
|
50 |
0,44- |
0,26- |
1,0- |
1, |
0,8- |
1,6-2,0 |
3,8 |
0,50- |
1,0- |
3,1 |
|
0,48 |
0,31 |
1,3 |
5 |
0,87 |
|
|
0,57 |
1,2 |
|
|
|
|
|
|
|
|
|
|
|
|
60 |
0,48- |
0,28- |
1,1- |
1, |
0,84- |
1,8-2,2 |
4,3 |
0,55- |
1,2- |
3,4 |
|
0,55 |
0,35 |
1,3 |
7 |
0,9 |
|
|
0,60 |
1,5 |
|
|
|
|
|
|
|
|
|
|
|
|
80 |
|
|
1,2- |
2, |
|
2,0-2,4 |
5,0 |
|
1,4- |
3,8 |
|
|
|
1,5 |
0 |
|
|
|
|
1,7 |
|
|
|
|
|
|
|
|
|
|
|
|
14.3.3 Выбор скорости резания.

Скорость резания (в метрах в минуту) выбирается по расчетным таблицам в справочной литературе или рассчитывается для сверления, рассверливания,
зенкерования и развертывания по зависимости
V |
C D ZV |
KV , |
(14.15) |
|
V |
||||
|
|
|
T m t XV S YV
где D – диаметр инструмента, мм.
Остальные составляющие расшифровываются как и при точении (формула
14.2).
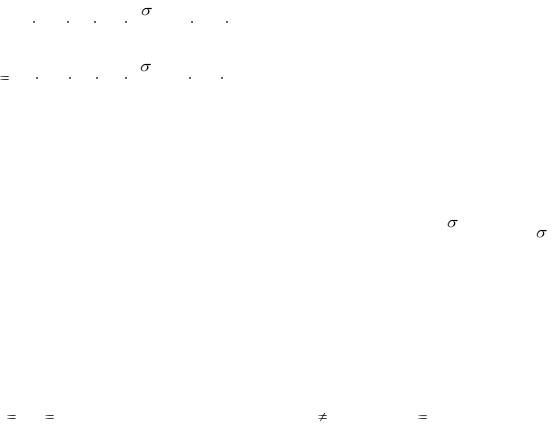
Числовые значения CV , xv, yv, zv, m приведены в таблице 14.27. при сверлении и рассверливании эти значения действительны для спиральных сверл с нормальной заточкой. Для сверл с двойной заточкой с подточкой перемычки скорость следует увеличить в 1,18 раза.
Значения периода стойкости инструментов Т приведены в табл. 14.28.
Меньшие значения следует принимать при обработке сталей, большие – при обработке чугунов, медных и алюминиевых сплавов.
KV K МV KUV K lV K OV .
Значения поправочных коэффициентов приведены в следующих таблицах:
K МV - табл.14.8; KUV - табл.14.12; K lV - учитывает влияние глубины просверливаемого отверстия (табл.14.29). Для рассверливания, зенкерования,
развертывания можно принять K lV =1,0.
При обработке сталей без применения охлаждения можно принять ориентировочно K OV =0,8.
Для насадных инструментов скорость резания ориентировочно равна 0,9
расчетной.
Таблица 14.27
Значения коэффициента CV и показателей степени xv, yv, zv, m в формуле
(14.15).
Обрабаты |
Вид |
Материал |
Подача |
CV |
xv |
yv |
zv |
m |
ваемый |
обработки |
инструме |
,мм/об |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
материал |
|
|
нта |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сталь |
|
сверление |
Р18 |
>0,2 |
6,0 |
0 |
0,7 |
0,4 |
0,2 |
|
конструкц |
|
|
|
|
|
|
|
|
||
ионная и |
|
|
|
|
|
|
|
|
|
|
легирован |
|
|
|
|
|
|
|
|
||
ная |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
<0,5 |
8,3 |
|
0,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВК8 |
<0,12 |
14,0 |
|
0,3 |
0,6 |
0,2 |
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
>0,12 |
8,5 |
|
0,5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
рассверливан |
Р18 |
|
13,8 |
0,2 |
0,5 |
0,4 |
0,2 |
|
|
|
ие |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВК8 |
|
19,2 |
|
0,3 |
0,6 |
0,2 |
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
зенкерование |
Р18 |
|
16,3 |
|
0,5 |
0,3 |
0,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Т15К6 |
|
18,0 |
|
0,3 |
0,6 |
0,2 |
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
развертыван |
Р18 |
|
10,5 |
|
0,65 |
0,3 |
0,4 |
|
|
|
ие |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Т15К6 |
|
100,6 |
|
|
|
0,7 |
|
|
|
|
|
|
|
|
|
|
|
Чугун: |
|
сверление |
Р18 |
>0,3 |
12,6 |
0 |
0,55 |
0,2 |
0,1 |
|
(CV |
ковкий |
) |
|
|
|
|
|
|
5 |
25 |
серый |
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
<0.3 |
18,5* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
14,5 |
|
0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
21,5* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВК8* |
|
29,1 |
|
0,3 |
0,4 |
0,2 |
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
34,3 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
рассверливан |
Р18 |
|
19,9 |
0,1 |
0,4 |
0,2 |
0,1 |
|
ие |
|
|
|
|
|
5 |
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
29,5* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВК8* |
|
48,4 |
0,1 |
0,45 |
0,5 |
0,4 |
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
65,8 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
зенкерование |
Р18 |
|
18,8 |
0,1 |
0,4 |
0,2 |
0,1 |
|
|
|
|
|
|
|
|
25 |
|
|
|
|
|
|
|
|
|
|
|
|
|
27,9* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВК8* |
|
105,0 |
0,1 |
0,45 |
0,4 |
0,4 |
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
443,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
развертыван |
Р18 |
|
15,6 |
0,1 |
0,5 |
0,2 |
0,3 |
|
ие |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
23,2* |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
ВК8* |
|
109,0 |
0 |
|
|
0,4 |
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
148,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Медные |
Сверление |
Р18 |
> 0.3 |
23,1 |
0 |
0,55 |
0,2 |
|
сплавы |
|
|
|
|
|
|
5 |
,12 |
гетероген |
|
|
|
|
|
|
|
5 |
ные |
|
|
|
|
|
|
|
|
НВ100- |
|
|
|
|
|
|
|
|
140 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
< 0,3 |
27,7 |
|
|
|
|
|
|
|
|
|
|
|
|
|
Бронза: |
зенкерование |
|
|
56,0 |
0,1 |
0,4 |
0,2 |
|
средней |
|
|
|
|
|
|
|
|
твердости |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Твердая |
|
|
|
28,0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
латунь |
|
|
|
48,0 |
0,2 |
0,5 |
0,3 |
0,3 |
|
|
|
|
|
|
|
|
|
Алюмини |
сверление |
|
> 0.3 |
30,9 |
0 |
0,55 |
0,2 |
0,1 |
й и его |
|
|
|
|
|
|
5 |
25 |
сплавы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
> 0.3 |
34,6 |
|
0,4 |
|
|
|
|
|
|
|
|
|
|
|
|
зенкерование |
|
|
80,0 |
0,2 |
0,5 |
0,3 |
0,3 |
|
|
|
|
|
|
|
|
|
*Обработка без охлаждения.
Таблица 14.28
Период стойкости сверл, зенкеров, разверток, мин.
Вид |
|
|
Диаметр инструмента, мм (до) |
|
|
|||
инструмента |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5 |
10 |
20 |
30 |
40 |
50 |
60 |
80 |
|
|
|
|
|
|
|
|
|
сверло |
7- |
12- |
18- |
25- |
50- |
60- |
90- |
|
|
|
|
|
|
|
|
|
|
|
20 |
35 |
60 |
75 |
110 |
140 |
170 |
|
|
|
|
|
|
|
|
|
|
зенкер |
|
|
30 |
40 |
50 |
60 |
80 |
100 |
|
|
|
|
|
|
|
|
|
развертка |
|
20 |
30- |
50- |
70- |
90- |
110- |
140- |
|
|
|
|
|
|
|
|
|
|
|
|
60 |
120 |
120 |
180 |
180 |
210 |
|
|
|
|
|
|
|
|
|
Таблица 14.29
Значения коэффициента K lV , учитывающего влияние глубины сверления на
скорость резания.
Глубина |
3D |
4D |
5D |
6D |
8D |
10D |
просверливаемого |
|
|
|
|
|
|
отверстия в диаметрах D |
|
|
|
|
|
|
|
|
|
|
|
|
|
K lV |
1.0 |
0.85 |
0.75 |
0.7 |
0.6 |
0.5 |
14.3.4. Определение частоты вращения.
Частоту вращения определяют по зависимостям (14.4). После ее корректировки по паспорту станка ( приложение 17.2 ) расчет фактической скорости резания производят по зависимостям ( 14.5 ).
14.3.5. Проверка выбранного режима обработки по приводу станка.
При сверлении, рассверливании и зенкеровании крутящий момент сопротивления резанию М (Н*м) и осевую ( подачи ) силу РО (Н) можно рассчитать соответственно по формулам
( 14.16 ) и ( 14.17 ):
M= СМ |
DМZ |
tMX |
S MY |
( |
B |
)Um |
K M |
KO |
( 14.16 ) |
|
|
|
|||||
|
|
|
|
|
|||||||||||||
|
|
|
|
|
|
|
9,81 |
|
|
|
|
|
|
|
|
||
P |
C |
|
D Z |
t X |
S Y |
( |
B |
)Up |
K |
|
K |
|
( 14.17 ) |
|
|
|
|
P |
|
O |
P |
|
|
|
|||||||||||
O |
|
P |
P |
P |
|
9,81 |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
где D – диаметр инструмента, мм; |
|
|
|
|
|||||||||||||
t – глубина резания, мм; |
|
|
|
|
|
|
|
|
|||||||||
S – подача, мм/об. |
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
|
|
В этих формулах при обработке чугунов вместо ( |
B |
)U , где |
B ( МПа ), |
|||||||||||
|
|
|
|
||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
9,81 |
|
|
следует подставить ( HB)U . |
|
|
|
|
|
|
|
|
|||||||||
|
|
Числовые значения коэффициентов CM , CP и показателей степени, |
|||||||||||||||
расшифровки которых как и в формуле ( 14.8 ), приведены в табл. 14.30. |
|||||||||||||||||
|
|
Коэффициенты, учитывающие свойства обрабатываемого материала, |
|||||||||||||||
K M |
K P |
K MP |
( табл. 14.19 ), если U M (U P ) |
0, K M (K ) 1. |
|
|
|
||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
P |
|
|
|
Значение K O , учитывающего влияние СОЖ ( при ее применении ), можно
принять следующими: при обработке сталей и алюминиевых сплавов
K O 0,7…0,85; при обработке чугунов K O 0,85…0,9.
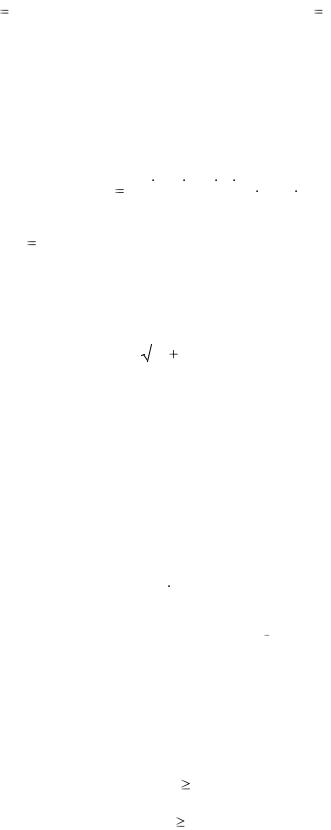
При развертывании, если отсутствуют расчетные зависимости, можно
рассматривать каждый зуб развертки как расточной резец, расположенный на диаметр D (мм) инструмента. Приближенно крутящий момент сопротивления резанию (Нм) в этом случае
|
|
|
M |
CP t Xp |
S Yp z D |
K MP |
KO |
( 14.18 ) |
|
|
|
|
204 |
||||
|
|
|
|
|
|
|
|
|
где S |
|
S |
- подача на один зуб, мм/зуб; |
|
|
|||
Z |
z |
|
|
|||||
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
z – расчетное число зубьев развертки, которое можно определить по зависимости
( 14.19 ) и округлить до целого числа.
|
|
|
|
Z=1,5 D G |
( 14.19 ) |
||
Для разверток нормальной точности из инструментальных сталей G=2, для повышенной точности G=4, для разверток с пластинками из твердых сплавов
G=0.
Числовые значения CP ,показателей степени, коэффициентов K MP и K O
приведены соответственно в табл. 14.18, 14.19 и 14.22.
Мощность ( кВт ), затрачиваемая на процесс резания,
|
M n |
, |
( 14.20 ) |
|
9554 |
||||
|
|
|||
где М измеряется в ( Нм ), n – в |
мин 1 . |
|||
Допустимая по характеристике станка сила подачи РО,СТ и крутящий
момент М СТ
( табл. 17.2 ) должны быть больше соответственно PO и М, т.е.
РО,СТ |
РО , |
( 14.21 ) |
М СТ |
М . |
( 14.22 ) |
Таблица 14.30.
Значения коэффициентов СМ , CP и показателей степеней в формулах ( 14.16 ) и (
14.17 ).
Обраба |
Вид |
Ма |
СМ |
Х М |
У М |
Z М |
U М |
CP |
X P |
YP |
Z P |
U P |
тываем |
обработ |
тер |
|
|
|
|
|
|
|
|
|
|
ый |
ки |
иал |
|
|
|
|
|
|
|
|
|
|
матери |
|
|
|
|
|
|
|
|
|
|
|
|
ал |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Сталь |
Сверлен |
БС |
0,383 |
0 |
0,8 |
2,0 |
0 |
970 |
0 |
0,7 |
1,0 |
0 |
констр |
ие |
ТС |
0,033 |
|
1,0 |
2,0 |
0,7 |
19, |
|
0,8 |
1,4 |
0,7 |
укц и |
Рассвер |
БС |
0,922 |
0,9 |
0,8 |
1,0 |
0 |
6 |
1,3 |
0,7 |
0 |
5 |
легиро |
ливание |
ТС |
0,33 |
0,8 |
0,9 |
0,7 |
0,7 |
451 |
|
|
|
0 |
в |
Зенкеро |
* |
1,03 |
1,0 |
5 |
5 |
5 |
|
0,5 |
0,7 |
0,9 |
|
|
вание |
БС |
0,363 |
0,8 |
0,7 |
0,7 |
0 |
34, |
|
|
5 |
0 |
|
|
ТС |
|
|
5 |
4 |
0,7 |
4 |
|
|
|
|
|
|
* |
|
|
0,9 |
0,7 |
5 |
|
|
|
|
|
|
|
|
|
|
5 |
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Чугун |
Сверлен |
БС |
0,236 |
0 |
|
2,0 |
|
610 |
0,8 |
1,0 |
|
0 |
серый |
ие |
ТС |
0,118 |
|
0,8 |
2,2 |
0 |
548 |
0,7 |
1,2 |
|
0 |
и |
Рассвер |
БС |
0,865 |
0,7 |
|
1,0 |
|
282 |
5 |
0 |
|
|
ковкий |
ливание |
ТС |
0,069 |
5 |
0,7 |
0,8 |
0,6 |
|
0,4 |
|
|
|
|
Зенкеро |
БС |
0,71 |
0,8 |
|
5 |
0 |
19, |
|
1,0 |
|
0 |
|
вание |
ТС |
0,078 |
1,0 |
|
0,7 |
0,6 |
6 |
0,5 |
|
|
|
|
|
|
|
0,8 |
|
4 |
|
|
5 |
|
|
|
|
|
|
|
|
|
0,8 |
|
|
|
|
|
|
|
|
|
|
|
|
5 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Медны |
Сверлен |
БС |
0,118 |
0 |
0,8 |
2,0 |
0 |
412 |
0 |
0,8 |
1,0 |
0 |
е |
ие |
|
|
|
|
|
|
|
|
|
|
|
сплавы |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|

Обработка охлаждением, БСбыстрорежущая сталь, ТСтвердый сплав.
14.4. Фрезерование.
Это весьма универсальный и более производительный по сравнению со строганием способ обработки поверхностей. В зависимости от требований точности и шероховатости характер обработки можно выбрать по табл. 11.1, а
материал режущей части фрезы, если она из твердого сплава, а не из быстрорежущих сталей или других инструментальных материалов – по табл. 13.1.
14.4.1. Выбор глубины резания.
Глубина резания t определяется как как и для строгания ( раздел 14.2.1. ).
Методика выбора t изложена в разделе 14.1.1. Промежуточные припуски на обработку даны в табл.12.1. При черновом фрезеровании целесообразно, если это допускают мощность привода и жесткость системы СПИД, весь припуск снимать за один рабочий ход (t=3…8 мм). При фрезеровании поверхностей, имеющих твердую корку или окалину ( отливки, поковки, наплавка ) целесообразно применять встречное фрезерование с глубиной резания 2 мм и более.
При глубине резания более 3 мм рекомендуется применять фрезы с крупными зубьями.
14.4.2. Выбор подачи.
При фрезеровании различают следующие подачи: на один оборот фрезы S,
мм/об; на один зуб фрезы S Z , которую часто называют технологической, мм/зуб и скорость движения подачи VS , мм/ мин. Взаимосвязь между ними выражается формулой:
VS S n |
S Z z n , |
( 14.23 ) |
где Z – число зубьев фрезы; |
|
|
n – частота вращения фрезы, |
мин 1. |
|
Процесс фрезерования полно характеризуется подачей S Z , рекомендуемые числовые значения которой, для фрезерования плоскостей и уступов цилиндрическими, дисковыми и торцовыми фрезами из быстрорежущих сталей приведены в табл. 14.31, фрезами с режущей частью зубьев из твердых сплавов –
в табл.14.32, для фрезерования концевыми,прорезными, угловыми и отрезными фрезами из быстрорежущих сталей, стальных заготовок – в табл. 14.33.
Меньшие значения подач следует принимать при повышенных требованиях к шероховатости обработанных поверхностей, а также при больших значениях t и В.
При фрезеровании чугуна, медных и алюминиевых сплавов, значения подач, приведенных в табл.14.33, можно увеличить на 30…40%.
14.4.3. Назначение скорости резания.
Скоростью резания V ( м/мин ) при фрезеровании называют окружную скорость зубьев фрезы, расположенных на наибольшем диаметре. Скорость резания выбирают из таблиц по назначению режимов резания, или определяют по зависимости 14.22.
Таблица 14.31.
Подачи S Z при фрезеровании плоскостей и уступов цилиндрическими,
дисковыми и торцовыми фрезами из быстрорежущих сталей,мм/зуб.
Мощнос |
Конструкция |
|
Тип фрезы |
|
|
ть |
фрезы |
|
|
|
|
двигате |
|
|
|
|
|
ля |
|
|
|
|
|
станка |
|
|
|
|
|
кВ |
|
|
|
|
|
|
|
|
|
|
|
|
|
Торцовые и дисковые |
Цилиндрические |
||
|
|
|
|
|
|
|
|
|
Обрабатываемый материал |
|
|
|
|
|
|
|
|
|
|
Сталь |
Чугун, |
Сталь |
Чугун и |
|
|
|
медные |
|
медные |
|
|
|
сплавы |
|
сплавы |
|
|
|
|
|
|