Материалы
.docx
|
11. Стальные автомобильные диски. Стальные автомобильные диски отличаются вполне демократической ценой, высокой прочностью и ремонтоспособностью. Их производство заключается в штамповании отдельных частей из стального листа впоследствии соединяемых с помощью сварки. Однако, несмотря на все достоинства у стальных автомобильных дисков имеются и недостатки. Среди них: большой вес, малая коррозийная стойкость (обуславливается, в основном, качеством покрытия), устаревший дизайн, низкая точность изготовления. Большой вес дисков, кроме трудности в установке, усложняют разгон самого авто, увеличивают расход топлива и негативно влияют на плавность хода. Что касается низкой точности изготовления, то она впоследствии может создать проблемы с балансировкой. Понятно, что такие диски mercedes явно не подойдут. Легкосплавные диски. Легкосплавные диски занимают второе место по качеству. Они допускают широкие возможности для варьирования дизайна, у них высокая точность изготовления, они имеют небольшой вес и замечательно отводят тепло от тормозного узла. Недостатки же каждого диска зависят от конкретного материала изготовления и способа их производства. Но общий недостаток заключается в том, что диски данного вида, несмотря на их твердость и в зависимости от модели, являются довольно хрупкими. Титановые диски. Титановые диски, пожалуй, одни из самых дорогих. Их отличают высокая прочность, легкость, устойчивость к коррозии. Однако слишком высокая цена отпугивает большинство автолюбителей. Штампованные диски. Штампованные диски прочны и ремонтоспособны. Однако их непрезентабельный вид и достаточно большой вес не добавляют им популярности у автолюбителей. Литые диски. Литые автомобильные диски являются одним из самых распространенных видов. Они изготавливаются из магниевого или алюминиевого сплава. Литые диски отличаются небольшим весом и высокой теплопроводностью. Кованые диски. Кованые диски прочны, легки, гибки, не раскалываются при попадании колеса в ямы. Однако их дизайнерское оформление ограничено строгими рамками. |
12. Лакокрасочные материалы (ЛКМ) — это композиционные составы, наносимые на отделываемые поверхности в жидком или порошкообразном виде равномерными тонкими слоями и образующие после высыхания и отвердения пленку, имеющую прочное сцепление с основанием. Сформировавшуюся плёнку называют лакокрасочным покрытием, свойством которого является защита поверхности от внешних воздействий (воды, коррозии, температур, вредных веществ), придание ей определённого вида, цвета и фактуры. ЛКМ подразделяются на следующие группы: краска эмаль лак грунтовка шпатлёвка антисептик Свойства Степень перетира Определяется размером твердых частиц краски, и чем она ниже, тем выше качество материала Вязкость Определяется временем истечения определенного объема краски через калиброванное отверстие, характеризует малярные свойства. Укрывистость Определяется как масса краски, необходимая для окраски 1 кв. м. поверхности, позволяет оценить расход материала, и чем она меньше, тем лучше. Время высыхания Определяется как продолжительность периода отверждения покрытия, позволяет оценить время нанесения следующего слоя краски и готовности покрытия к постоянной эксплуатации. Степень высыхания характеризует состояние поверхности лакокрасочного материала, нанесенного на пластину, при определенных времени и температуре сушки. Адгезия Характеризует прочность скрепления лакокрасочного покрытия с окрашенной поверхностью, чем она выше, тем лучше. Водостойкость Способность лакокрасочного покрытия выдерживать без изменения воздействие пресной или морской воды. Атмосферостойкость Способность лакокрасочного покрытия сохранять в течении продолжительного срока свои защитные и декоративные свойства в атмосферных условиях.
|
13. Качество лакокрасочных материалов и покрытий из них характеризуются рядом показателей, наиболее важные из которых приводятся далее. Прочность при ударе лакокрасочного покрытия измеряется в джоулях (Дж) и определяется высотой падения груза массой 1 кг, при котором боек прибора не вызывает механического разрушения покрытия, нанесенного на пластинку из стали марок 08 кп или 08 пс. Прочность при изгибе лакокрасочного покрытия характеризуется минимальным диаметром стержня (20, 15, 10, 3 и 1 мм), изгибание на котором окрашенной пластинки из черной жести не Вызывает механического разрушения покрытия. Прочность при растяжении измеряется в миллиметрах глубины прогиба металлической пластинки в момент разрушения нанесенной на нее пленки покрытия. Адгезия, т. е. прочность прилипания пленки к поверхности, определяется в баллах по отслаиванию и шелушению лакокрасочной пленки после создания надрезов лезвием безопасной бритвы в виде решетчатого рисунка с размером между линиями 2 мм. Твердость лакокрасочных покрытий измеряют числом, полученным отделения времени качания маятника маятникового прибора с шариковыми опорами, установленными на стеклянной пластинке с нанесенным испытуемым лакокрасочным покрытием, на время его качания, когда шариковые опоры установлены на стекле (рис. 15.2). У более твердых лакокрасочных покрытий это число выше. Укрывистость лакокрасочного материала измеряется его расходом (г/м2), необходимым для закрашивания пластинки из бесцветного стекла таким числом слоев, при котором не просматриваются черные и белые квадраты у под ложенной под стеклянную пластинку шахматной доски.Рис. Схема прибора М-3 для определения твердости лакокрасочного покрытия: 1 — испытуемая пластинка; 2 — стальные шарики; 3 — плита; 4 — штатив; 5 — маятник; 6 — шкала маятника; 7 — основание; 8 — пусковое приспособление От укрывистости зависят расход лакокрасочных материалов и число слоев в покрытии. Время высыхания характеризует продолжительность высыхания лакокрасочного покрытия до заданной степени высыхания при данной температуре. Установлено семь степеней высыхания, в том числе 1-й степени высыхания соответствует время после окраски, по истечении которого стеклянные шарики диаметром 100... 180 мкм общей массой около 0,5 г, высыпанные с высоты 10... 13 см на горизонтально положенную стальную пластину, покрытую данным лакокрасочным материалом, спустя (60 ± 2) с полностью удаляются с пластины при размещении ее под углом 20° к горизонту мягкой кистью, не вызывая при этом повреждения слоя лакокрасочного материала.
|
|
|
14. В отличие от стандартных методов производства таких веществ, как аммиак, изопрен, фенол и многие другие, в случае ЛКМ и других «рецептур» (смесей веществ) не существует универсально применимых, четко определенных инструкций или систем производства. Это обусловлено следующими причинами [1]: Производство ЛКМ (в узком смысле) происходит без сколько-нибудь заметных химических реакций, так что «условия реакции», регулируемые установочными параметрами (температура, давление, время реакции), здесь неприменимы. Вместо этого продукт является результатом оптимального сочетания операций взвешивания, смешения, диспергирования и проверки, пригодных для конкретного продукта (рецептуры), размера партии и имеющегося производственного оборудования. Отдельные стадии производства ЛКМ могут до определенной степени быть совмещены различными путями, и для конкретных стадий существует различное оборудование. Следовательно, книги, посвященные производству ЛКМ, не содержат конкретных описаний типа «Как производить автомобильные ЛКМ для конвейерной сборки» или «Как сделать шпатлевку». Тем не менее, необходимо знать характеристики различных стадий производства (производственную «стратегию») и основные физико-химические и инженерные принципы на примере отдельных операций и оборудования. Процессы производства могут быть разделены на непрерывные и периодические операции (или производство партиями). Промежуточные формы известны как «полупериодические» или «полунепрерывные» процессы. Основным методом, используемым в лакокрасочной промышленности, является периодический, возможно с некоторыми непрерывными вспомогательными процессами, такими как диспергирование в дисковой мельнице или экструдере. Поскольку обычно нужно обеспечивать получение большого количества разнообразных продуктов в различных последовательности и количествах и зачастую по срочному заказу (прямо во время производства), непрерывное производство было бы невозможным или по крайней мере непрактичным.
|
15. Условные обозначения лакокрасочных материалов (ЛКМ) ЛКМ можно условно разделить на шесть основных групп: Лаки – раствор пленкообразующего, образующего после высыхания, однородное, как правило, прозрачное покрытие. Краски – суспензия пигментов и наполнителей в олифе или в водной дисперсии синтетических полимеров, дает непрозрачное покрытие, как правило, без блеска. Эмали – суспензия наполнителей и пигментов в растворе полимеров (лаке), дает блестящее покрытие и, как правило, более твердое, чем краска. Грунты – краски или эмали, обладающие высокой адгезионной прочностью. К грунтам лучше, чем к необработанной поверхности прилипают ЛКМ. Как правило, декоративные свойства грунтов хуже, чем у красок и эмалей. Шпатлевки – густая, вязкая композиция, предназначенная для заполнения и сглаживания неровностей окрашиваемой поверхности. Порошковые краски – сухая композиция из порошкообразных пленкообразующих, пигментов и наполнителей, образующая после расплавления, а затем охлаждения непрозрачную твердую пленку.
|
16. Лакокрасочные покрытия обычно состоят из нескольких слоев. Нижний слой лакокрасочного покрытия, непосредственно соприкасающийся с окрашиваемой поверхностью, называется грунтовочным. Его назначение — обеспечить надежное сцепление с поверхностью. Следующим за грунтом идет шпатлевочный слой. Его назначение — выравнивание поверхности. Далее располагают промежуточные слои для увеличения водо- и светостойкости покрытия и покровные для придания поверхности нужного цвета, блеска, укрывистости и т. д. Лакокрасочные покрытия наносят на поверхность кистью, окунанием, обливанием, распылением и другими методами. Выбор метода зависит от масштабов производства, габаритов детали, формы и требований, предъявляемых к поверхности. Нанесение покрытия методом окунания удобно при массовой окраске деталей простой формы с хорошо обтекаемой поверхностью. Нанесение покрытий методом обливания пригодно для окраски деталей больших размеров, но простой конфигурации. Нанесение покрытий методом распыления в настоящее время является наиболее распространенным и высокопроизводительным; применяется этот метод для окраски медленно- и быстросохнущими материалами. Различают воздушное распыление и распыление в электростатическом поле. Сушка Конвективная сушка состоит в нагревании деталей в специальных сушильных установках воздухом или продуктами сгорания газообразного или жидкого топлива. Терморадиационная сушка широко распространена в электроаппаратостроении. Сушка происходит за счет , инфракрасных лучей, генерируемых нагревателями темного излучения при температуре их металлической поверхности около 400°С. Индукционная сушка применяется для сушки деталей из металла, в которых индуктируются вихревые токи, нагревающие покрытую лакокрасочным материалом деталь. Сушка потоком электронов (радиационно-химическая) рекомендуется для лаков и эмалей на основе полиэфиров, акриловых, эпоксидных и полиуретановых смол. |
|
|
18. Автомобильные стекла бывают однослойные и многослойные. Однослойные автостекла, также их называют "сталинит" или закаленные, потому что они проходят термическую обработку - закалку (постепенный нагрев и охлаждение). Однослойные - это обычно, боковые и задние стекла. Если такое стекло разбивается, термообработка обеспечивает разрушение на небольшие осколки с неострыми краями. Многослойные стекла, они же "триплекс" - это автостекла с размещенной между слоями пластиковой пленкой. Многослойные стекла - это, как правило, лобовые автостекла. Также на некоторые марки автомобилей, на боковые и задние стекла производят и устанавливают "триплекс" для повышения безопасности и снижения уровня шума. Многослойные стекла хороши тем, что при разрушение осколки удерживаются на связующей пленке, стекло не рассыпается, как "сталинит".
|
19. Для того чтобы закрепить лобовое стекло на автомобиле, прибегают к двум методам: вклеиванию и применению резиновых уплотнителей. Второй тип уже устарел, так как он не обеспечивал надёжного крепления, и стекло запросто могло вылететь в случае аварии. К тому же вклейка обеспечивает дополнительную жёсткость для кузова, и обладает повышенной влагоизоляцией. Несмотря на все достоинства, вклейка более сложный и дорогой способ установки стекла. Чтобы поменять его, необходимо обратиться в специальные сервисные центры. При использовании резиновых уплотнителей, автомобильное стекло можно установить самостоятельно в гаражных условиях. Причина, по которой современное производство отказалось от использования такого вида установки является то, что резина со временем становится твёрдой и грубой. Это нарушает надёжность крепления и его герметизацию. Вода может скапливаться под слоем резины и вызывать коррозию металла. Не смотря на простоту ручной установки, её невозможно полностью автоматизировать на производстве. Какие виды повреждений стекла встречаются чаще всего? Микроповреждения. К ним относятся мелкие царапины, потёртости и другие мелкие повреждения. При таких повреждениях цена на ремонт стекол автомобиля довольно низкая. Скол - разрушение стекла только в одном месте. Встречается только у стекол типа триплекс. Калённые полностью разрушаются при малейшем повреждении.
|
20. Стеклоочистители (обиходное название – «дворники») – система автомобиля, предназначенная для удаления влаги и грязи с автомобильных стекол. По своей сути стеклоочиститель относится к системам активной безопасности, т.к. обеспечивает видимость в любых условиях, тем самым предотвращает аварию. Стеклоочистители устанавливаются на ветровом стекле, заднем стекле (кроме автомобилей с кузовом седан). На некоторых автомобилях применяются стеклоочистители фар. Для повышения эффективности очистки стеклоочиститель применяется совместно со стеклоомывателем. Стеклоочиститель имеет следующее общее устройство: привод; щетки; система управления. Привод стеклоочистителей обеспечивает возвратно-поступательное движение щеток (щетки) по стеклу. Самым распространенным является электрический привод стеклоочистителей. Непосредственная очистка стекла от влаги и грязи производится с помощью щеток. Различают два типа щеток: каркасные; бескаркасные.
|
|
Основным способом переработки нефти является ее прямая перегонка. Фракция — химическая составная часть нефти с одинаковыми химическими или физическими свойствами (температурой кипения, плотностью, размерами), выделяемая при перегонке. Прямая перегонка — это физический способ переработки нефти с помощью атмосферно-вакуумной установки Крекинг — процесс переработки нефти и ее фракций, основанный на разложении (расщеплении) молекул сложных углеводородов в условиях высоких температур и давлений. Термический крекинг используют для получения бензина из мазута, керосина и дизельного топлива. Каталитический крекинг — это процесс получения бензина, основанный на расщеплении углеводородов и изменении их структуры под действием высокой температуры и катализатора. Гидрокрекинг — процесс переработки нефтепродуктов, сочетающий в себе крекирование и гидрирование сырья (газойлей, нефтяных остатков и др). Риформинг проводят в среде водородосодержащего газа (70... 90 % водорода) при температуре 480... 540 °С и давлении 2... 4 МПа в присутствии молибденового или платинового катализатора. |
Конструкционные
мет-е
железоуглеродистые сплавы -чугуны Сплавы цв-х мет-в -стали -купрум -аллюминий
Конструкционные
немет-е :
дерево, стекло, пластмассы, резинотех-е
изд-я. Технологические
: Лакокрасочные материалы, сварочные
материалы, материалы для обработки
металлов резанием ГСМ
и спец жидкости:
топливо, смазочные материалы, жидкости
Для поддержания автомобиля в работоспособном состоянии в процессе ТО и ремонта применяют различные технологические материалы: материалы для обработки мет-в резанием, сварочные материалы, лакокрасочные покрытия и т.д. Для непосредственного функционирования автомобиля с целью выполнения его главного предназначения – автомобильных перевозок (грузов и пассажиров) – необходимы эксплуатационные материалы: топлива, смазочные материалы, технические жидкости. Приведенные в схеме конструкционные металлические материалы занимают особое место в производстве и ремонте автомобилей. Из неметаллических древесные материалы находят достаточное применение в качестве конструкционных в виде досок, брусьев и фанеры для изготовления платформ инекоторых деталей кузовов и кабин автомобилей. |
||
|
4.Физико-мех-е св-ва резины: -Прочность. Предел прочности при растяжении это напр-е возник-е в резинек моменту разрыва образца. Относительное удл-е при разрыве – это отношение прироста длины образца резиныв момент разрыва и его первонач-й длины в %. Остаточное удл-е отношение прироста длины разорванного образца к первоначальной длинне в %. -Эластичность – это способность резины к многократным мех-м деформациям, оценивая величинами относительного и остаточного удлинения при разрыве и относительного сжатия при предельной нагрузке явл процентным соотношением этих величин к начальной длине образца -Износостойкость- удельный показатель истирания опр-ся потерей объема испытуемого образца вычисл-й по отношению к единице работы потраченной на истирание. Твердость- это способность материала сопротивляться проникновению в него постороннего твердого тела, вдавливаемого под действием определенной силы.
|
5.Основные материалы для изготовления автомобильных шин Автомобильные покрышки изготовляются из резины, ткани и небольшого количества проволоки.Резина для изготовления шин применяется нескольких видов. Основными материалами являются синтетический или натуральный каучук и регенерат, т. е. продукт специальной обработки старых резиновых изделий (покрышек, камер и др.). Остальные материалы, добавляемые к резиновым смесям, в зависимости от их назначения носят название: вулканизаторы, ускорители, противостарители, усилители (активные наполнители), неактивные наполнители, красители, мягчигели.Для того чтобы из каучука изготовить резину, пригодную для автомобильных шин, к нему необходимо добавить ряд веществ, в том числе серу. Полученную резиновую смесь следует подвергнуть температурной обработке — так называемой вулканизации, при которой сера химически связывается с каучуком и резина претерпевает ряд физико-химических изменений, приобретая новые необходимые качества. Таким образом, сера в резиновой смеси является вулканизатором и добавляется она в количестве около 3%.Ткани для изготовления покрышек применяют кордовые и полотняного переплетения.Ткань корда (рис. 33) состоит из крученых нитей основы (10—20 нитей на 1 см) и тонких, редко расположенных (через 8—12 мм) поперечных уточных нитей. |
||
|
3.Резины. Область применения и состав Резина – это сложный по составу материал, включающий в себя несколько компонентов, основным из которых явл каучук. Применение Резиновые изделия находят самое широкое применение во всех отраслях народного хозяйства. Ассортимент резиновых изделий исчисляется в настоящее время десятками тысяч наименований. Основное применение резина находит в производстве шин. Кроме шин, в автомобиле насчитывается около 200 самых различных резиновых деталей: шланги, ремни, прокладки, втулки, муфты, буфера, мембраны, манжеты и т. д. Резина обладает высокими электроизоляционными свойствами, поэтому ее широко применяют для изоляции кабелей, проводов, магнето, защитных средств — перчаток, галош, ковриков. Состав резины. В состав резины входят каучук, регенерат, вулканизирующие вещества, ускорители вулканизации, наполнители, мягчители, противостарители, красители. Каучук натуральный и синтетический является основным сырьем для получения резиновых изделий. В настоящее время резиновые материалы преимущественно производятся из синтетического каучука, который добывается из этилового спирта, нефти, природного газа и других веществ. Регенерат — пластичный материал, получаемый путем переработки старых резиновых изделий и отходов резинового производства. Применение регенерата уменьшает содержание каучука в резиновой смеси, снижает себестоимость резиновых изделий и несколько повышает их пластичность. Основным вулканизирующим веществом является сера. Изменяя количество серы в составе резиновых смесей, можно получить резину, обладающую различными степенями эластичности. Процесс химического соединения каучука с серой при нагревании называется вулканизацией. При получении эластичных резин сера вводится в количестве 1—4% от массы каучука. Резина, содержащая 25—35% серы, представляет собой твердый материал, называемый эбонитом. Для сокращения продолжительности и температуры вулканизации вводятся в небольшом количестве (0,5—2,5%) ускорители (каптакс, окись свинца и т. д.). Наполнители бывают активные, неактивные и специальные. К активным наполнителям (усилителям) относятся сажа, цинковые белила, каолин и другие вещества, повышающие механические свойства резины (прочность на разрыв и сопротивление истиранию). Сажа является основным наполнителем для получения прочной резины, обладающей высоким сопротивлением истиранию. К неактивным наполнителям относятся тальк, мел, инфузорная земля и др. Их вводят с целью увеличения объема и удешевления резины. К специальным наполнителям относятся каолин и асбест, придающие резине химическую стойкость, и диатомит, повышающий электроизоляционные свойства резины. Мягчители (пластификаторы) придают резиновой смеси мягкость, пластичность и облегчают ее обработку. Противостарители — это вещества, предохраняющие резину от старения. |
6.Основные элементы и размеры шин
D — наружный диаметр H — высота профиля покрышки B — ширина профиля d — посадочный диаметр обода колеса (шины)
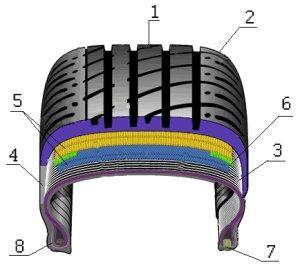
Шина
состоит из: каркаса, слоев брекера,
протектора, борта и боковой части.
Конструкция шины: 1 — протектор; 2 — плечевая часть; 3 — каркас; 4 — боковая часть; 5 — брекер; 6 — дополнительная вставка в плечевой зоне(зелен.цв.); 7 — бортовое кольцо; 8 — бортовая часть
Каркас - главный силовой элемент покрышки, состоит из прорезиненных нитей корда. Корд бывает текстильным, металлическим или стекловолоконным. Текстиль и стекло применяются в легковых шинах. Металлокорд — в грузовых. Стекловолокно отличается абсолютной стойкостью к гниению и растягиванию. Шины с использованием стекловолокна меньше разнашиваются и меньше подвержены порче в условиях высокой влажности и температуры (тропики).
Брекер находится между каркасом и протектором (подушка). Предназначен для защиты каркаса от ударов, придания жёсткости шине в месте соприкосновения с дорожной поверхностью и для защиты камеры от проколов. Изготавливается из толстого слоя резины (в лёгких шинах) или скрещенных слоёв металлокорда.
Протектор наружная резиновая часть покрышки шины. Обеспечивает сцепление шины с дорогой, а также для предохраняет каркас от повреждений. Протектор обладает определенным рисунком, который, в зависимости от назначения шины различается.
Борт позволяет покрышке герметично садиться на обод колеса. Для этого он имеет бортовые кольца и изнутри покрыт слоем вязкой воздухонепроницаемой (для бескамерных шин) резины.
Боковая часть предохраняет шину от боковых повреждений.
Шипы противоскольжения. В целях повышения безопасности движения автомобиля в условиях гололеда и обледенелого снега применяют металлические шипы противоскольжения.
|
||
|
7.Основные обозначения автомобильных шин Производители автомобильных шин маркируют свою продукцию согласно общим требованиям, поэтому все основные характеристики можно посмотреть на боковине покрышки. Маркировка может быть в метрической, в дюймовой или указана в смешанной системе. У нас шины маркируются преимущественно в метрической системе. 225/75R16 104R Первым параметром может идти тип шины Тип шины – (ServiceType) необязательное обозначение, показывает назначение шины. Возможные значения: P — (Passengercardesignation) легковой автомобиль, LT — (LightTruck) лёгкий грузовик , ST — (SpecialTrailer) прицеп, T — (Temporary) временная, используется только для запасных шин. Ширина шины [225] – (sectionwidth) ширина профиля покрышки в миллиметрах от одной боковины до другой. Отношение ширины профиля к высоте [75] – (aspectratio) процентное отношение ширины профиля покрышки к ее ширине, в данном примере 75 обозначает, что «ширина шины» / «высота шины» = 75%. Если данное обозначение отсутствует, то оно считается равным 82%. Конструкция шины [R] – (InternalConstruction) обозначение, отображающее особенности построения корда покрышки. Возможные значения: R – (Radial) каркас шины радиального типа . D — (Diagonal) диагональный тип каркаса. B – (Biasbelt) диагонально-опоясанная шина. Каркас покрышки такой конструкции аналогичен диагональным шинам, но в такой покрышке еще присутствует брекер, как у радиальных шин. Если данное обозначение отсутствует, то это означает, что шина имеет диагональный тип каркаса. Диаметр шины [16] – (rimdiameter) посадочный диаметр покрышки или монтажный диаметр шины. Расстояние в дюймах от одного внутреннего края шины к другому, так же равняется диаметру обода диска. Индекс грузоподъемности [104] – (loadindex) показывает максимально допустимую нагрузку на одну шину при оптимальном давлении в шинах, при максимально допустимой скорости. В дополнение к этому на покрышке может указываться нагрузка — Maxload (в кг). Таблица перевода индекса грузоподъемности в килограммы. Индекс скорости [R] – (speedsymbol) показывает максимально допустимую скорость движения авто на таких шинах при полной нагрузке. Эксплуатация покрышек на предельно допустимых скоростях и нагрузке значительно снижает их ресурс. Не рекомендуется использовать шины на 100% возможной нагрузки и 100% допустимой скорости – это может привести к их разрушению. Таблица перевода индекса скорости в числовые значения.
Торговая марка (Gislaved) Модель шины (NORD) Страна изготовления(madeinSweden) Условия эксплуатации M+S (снег и грязь) Бескамерные шины (tubless) Код даты изготовления |
8.Эксплуатационные свойства шин для летней эксплуатации Летняя авторезина имеет более низкий протектор, в состав покрышки вводятся присадки стойкие к изнашиванию и обеспечивающие отличные тормозные характеристики при торможении. Для повышения сцепных характеристик с дорожным покрытием в зависимости от условий эксплуатации производители наносят на авторезину специально разрабатываемый рисунок. Протектор летней авторезины разделён на блоки при помощи канавок определённой ширины и глубины.
Существует несколько разновидностей летних покрышек. Протектор дождевых шин предназначен для выталкивания воды попавшей под колёса автомобиля. Выталкивание воды происходит продольными канавками и углублениями в протекторе выполненных под определённым углом и разбрасывающим воду в разные стороны. На таких шинах производителем указывается направление вращения, неправильная установка приводит к обратному эффекту и вместо выталкивания воды образуется эффект аквапланирования. Присадки в такой резине подбираются так, чтобы она не теряла своих сцепных свойств с дорогой и при значительном повышении температуры окружающей среды. В зависимости от назначения летом используются следующие типы шин: дорожные, универсальные, повышенной проходимости и всесезонные.
Дорожные шины предназначены для эксплуатации на дорогах с усовершенствованным покрытием. Рисунок состоит из шашечек или ребер, разделенных неширокими канавками.
Универсальные шины обладают свойствами, позволяющими эксплуатировать их на шоссейных и грунтовых дорогах. Рисунок состоит из шашечек или ребер и может иметь грунтозацепы по краям протектора.
Шины повышенной проходимости должны эксплуатироваться в условиях бездорожья и мягких грунтов. Имеют разреженный рисунок с развитыми грунтозацепами по краям и мощными недеформируемыми шашечками по центру беговой дорожки. В зависимости от расположения элементов рисунка он может быть ненаправленным, направленным или асимметричным.
Ненаправленный (симметричный) рисунок - симметричный относительно радиальной плоскости колеса. Является наиболее универсальным, поэтому большая часть шин выпускается с этим типом рисунка.
Направленный рисунок - симметричный относительно центральной плоскости вращения колеса. Он обладает улучшенной способностью отвода воды из пятна контакта с дорогой и пониженной шумностью. Запасное колесо совпадает по направлению вращения только с колесами одной стороны автомобиля, но временная установка его на другую сторону допустима при условии движения на небольших скоростях.
Асимметричный рисунок - не симметричный относительно центральной плоскости вращения колеса. Его используют для реализации разных свойств в одной шине. |
||
|
9. Эксплуатационные свойства шин для зимней эксплуатации Зимние автомобильные шины должны иметь достаточно высокий протектор, и самостоятельно очищаться от налипшего льда и снега. Протектор зимней покрышки состоит из рассеченных на ламели блоковДля уменьшения бокового увода шин внутреннюю поверхность ламели на некоторых моделях протектора делают неровной, что снижает перемещения элементов, разъединенных прорезями. . Резина, применяемая для изготовления зимних шин, не должна терять своей эластичности в любые морозы. Состав резины. Протектор, изготовленный из мягких сортов резины, значительно увеличивает сцепление даже со снегом и льдом, однако их износостойкость ниже, чем у твердых сортов. Применяемые для этих целей наполнители довольно дороги, а при высоких температурах зимние покрышки интенсивно изнашиваются. Канавки протектора служат для отвода снега, воды и грязи из пятна контакта.По мере износа протектора значительно снижается способность шины отводить снег, шугу и воду из зоны контакта и соответственно ухудшаются сцепные свойства на любой дороге (кроме сухого асфальта). Геометрические параметры шины. Шины, более широкие, чем штатные, обеспечивают лучшее сцепление с сухим асфальтом, управляемость на твердом покрытии и проходимость на рыхлом грунте (предотвращают погружение и закапывание). Но при увеличении габаритов шины растет ее вес, увеличивается расход топлива из-за увеличения сопротивления качения и возрастает шум. Зимние шины могут быть шипованными и не шипованными.У шипованных шин наилучшее сцепление со льдом и плотным укатанным снегом
|
10.Колесо колесом называется только металлическая часть без шины (см. рис.), — состоящая, в свою очередь, из: - обода, на который сажается шина; -ступицы; -диска или спиц, служащих для соединения обода со ступицей. |
||