

Mechanical Properties of Ceramics and Composites
.pdf90 |
Chapter 2 |
larger, especially elongated (β) grains with substantial intergranular fracture, e.g. as shown by Li et al. [200], Peterson and Tien [182], Sajgalik et al. [183], and Okada and Hiroshi [201], with the latter also showing the expected accompaniment of environment-driven SCG (Sec. III.B). However, it is also generally observed that effects of grain elongation become limited due to increasing fracture of more elongated grains. It is widely accepted that bridging is the dominant or exclusive source of the substantially higher KIC values, e.g. above 4–5, to values of 10+ MPa·m1/2. However, other observations indicate that bridging is not the whole story. Thus Hirosaki et al. [202] concluded that crack bridging by elongated beta grains was the main source of their high toughness (10.3 MPa·m1/2, 600 MPa strength and Weibull modulus m of 25) and in their lowest toughness (8.5 MPa·m1/2, 690 MPa strength and m = 53) bodies. However, they attributed toughness in their intermediate toughness bodies (8.8 MPa·m1/2, 515 MPa strength and m = 19) to microcracking from excessively large grains. (Also, Salem et al. [203] reported that large grain fracture initiation limited strengths in their Si3N4.)
Turning to limited data for a very anisotropic material, graphite, Sakai et al. [204, 205] reported both microcracking and bridging in the crack wake region of an isotropic graphite (coke grain size 15 µm, 15% porosity, mean pore dia. 5 µm) using CT and in situ SEM tests. The latter were reported to show microcracks in both the wake region and ahead of the main crack within ± 60° of the crack plane at about 60% of the failure load that were about 1–20 µm long, with some of them joining and growing to > 100 µm long. These microcracks underwent partial closure around (often quite elongated, multigrain) bridges in the wake region. That microcracks formed considerably ahead of the main crack was indicated by reductions in crack resistance as the main crack tip approached but was still some distance from the specimen edge. They corroborated that the crack resistance/toughness effects arose primarily from the wake region via renotching à la Knehans and Steinbrech [51]. These observations are supported by those on microcracking in graphites (102, 103, and Secs. 3.3.4, 9.3.1D. of Ref. 5).
Graphite results, while more extreme in some aspects, are similar overall to other ceramic bridging results, adding to the correlation of bridging, microcracking, and TEA. Microcracks as a factor in forming bridges are logical, as noted earlier, but their observed formation at or ahead of the main crack tip is still inconsistent with the earlier, abandoned, concept of microcrack zones ahead of, but well above and below, the main crack being the primary source of toughening. However, the extent of the microcrack occurrence, e.g. in terms of their size and distance ahead of the main crack in graphite, appear more extreme, raising the question of the relative roles of the extreme anisotropy and of pores in graphites that are not adequately understood. Despite the common assumption and observations that pores and microcracks have independent effects on behav-
Grain Dependence of Microcracking, Crack Propagation |
91 |
ior, pores and microcracks have been observed to interact not only in graphites but also in a porous sandstone (46, and Figure 4.5 of Ref. 5) and some ceramic composites (Chap. 8. Sec. V). The high graphite EA may also play a role as indicated by the following results for cubic materials.
While much of the attention on wake effects from bridging focused on noncubic Al2O3 and Si3N4 with TEA as a cause of their increased toughness, both earlier and subsequent results clearly show that bridging also occurs in cubic materials. Thus Wu et al. [6] showed in dense MgO bodies (Fig. 2.4) by microradiography that (1) crack twisting, tortuosity, and branching-bridging occurred with G 50 and 200 µm, with the latter showing more extreme deviations, and via both microradiography and in situ SEM observations that (2) heterogeneous grain sizes resulted in more complex-tortious crack character, e.g. due to multiple microcracks formed in larger grain clusters. They also showed by in situ SEM observations that dense, large ( 100 µm) grain Y2O3 samples with as-fired surfaces had long, narrow bridging ligaments formed from the essentially universal transgranular fracture (i.e. cracks apparently avoiding grain boundaries) that were sometimes a grain or more long, but a fraction of a grain thick.
Beauchamp and Monroe showed that bridging occurred in the crack wake zone of Mn Zn ferrites undergoing slow crack growth in DCB [52] or indentflexure tests [53]. DCB tests showed crack wake bridges similar to those in the Y2O3 noted above, reflecting the predominant SCG transgranular fracture (and more intergranular fast fracture) in their ferrites. This atypical reversal of the SCG to fast fracture mode transition (Sec. III.B) was associated with a general increase of intergranular fracture as the crack stress intensity increased, and more intergranular fracture for any given condition in the finer grain ( 24 µm by DCB tests) ferrite with more Ca at grain boundaries than for the larger grain ( 35 µm) body. Their indentation tests showed that cracks with numerous bridges were formed with indentation under oil, while indentation under water produced cracks with essentially no bridges, i.e. again different from most other observations. (See the note at the end of this chapter for corroborating data.)
White and colleagues investigated crack bridging by DCB tests [206, 207] in two dense, transparent MgAl2O4 bodies made with LiF additions, with bimodal grain distributions of (1) 10–40 and 50–100 µm ranges (average G 35 µm) and (2) 50–200 (average 150 µm) and 200–500 µm ranges. The smaller grain body had higher toughness over the ranges of crack propagation (1 to 10 mm), i.e. starting at 1.7 and going to 3.4 MPa·m1/2, versus 1.4 to 2.9 MPa·m1/2, with grains > 80–100 µm generally fracturing transgranularly and the rest intergranularly. This toughness behavior was repeated when specimens of either grain size had the original wake area removed by sawing a fresh notch à la Knehans and Steinbrech [51]. In contrast to tests of finer grain aluminas, the R- curve increase in toughnesses were linear and had not saturated in their tests since full development would have required larger specimens because of the
92 |
Chapter 2 |
larger grain sizes. They did not comment on the larger grain body starting from, and remaining at, lower K values than the finer grain body, which is opposite to grain size effects found with finer grain alumina bodies (discussed below). However, this may reflect part of the transition from polycrystalline to single crystal or grain boundary toughnesses. In a subsequent evaluation they concluded that models for bridging effects in alumina did not fit their MgAl2O4 results well, implying that the assumed grain interlocking mechanism was less effective for the MgAl2O4 [208].
Noncubic (i.e. α) SiC behaves quite similar to cubic (β) SiC (e.g. Figures 2.14 and 2.16) provided there is no significant grain boundary phase to promote grain elongation, intergranular fracture, and frequently associated crack deflection, branching, and bridging. Lee et al. [209] sintered β (cubic) powders with either Al2O3 + Y2O3 or B + C additions yielding various admixtures of α (noncubic) SiC, giving mostly elongated, platelet grains. R-curve effects and related crack wake bridging occurred in bodies made with oxide additives having equiaxed grains or tabular grains (e.g. aspect ratios of 3) and toughnesses for crack extensions of 0.1 to 1 mm respectively of 5.5–6 and 5–7 MPa·m1/2, all with mixed transand intergranular fracture. In contrast, the body sintered with B +C additions, with similar grain sizes and shapes as those made with oxide additions, had low fracture toughness 3 MPa·m1/2, independent of crack extension, i.e. no R-curve effect. These bodies had essentially complete transgranular fracture (consistent with earlier discussion of the effects of such B + C additives giving transgranular fracture and no slow crack growth, Sec. III B) and hence no significant grain bridging. Gilbert et al. [18] similarly showed that commercially sintered α-SiC (with B + C and equiaxed grains, G 5 µm, and 3% porosity) had low toughness (IF, 2.5 MPa·m1/2), no R-curve behavior (i.e. was independent of crack size) and transgranular fracture. However, SiC hot pressed to similar G, but with Al, B, and C additions yielding elongated grains and an amorphous grain boundary phase 1 nm thick with predominantly intergranular fracture, showed significant R-curve effects. IF tests with smaller craks extrapolated to a zero crack size toughness the same as the α-SiC, and increased to 9 MPa·m1/2 at crack extensions of > 400 µm, while large crack, CT tests started at nearly 6 MPa·m1/2 at zero crack length, rising to an plateau of > 9 MPa·m1/2 at crack extensions of 600 µm.
It is clear from the above that crack wake bridging plays an important role in large crack fracture toughness for many noncubic, and some cubic, bodies. However, there are critical issues of the nature and mechanisms of such crackdependent toughness and its role in controlling strength. With regard to the former, issues of starting crack character, size, and its distance and conditions of propagation have been noted, including multiple cracks from notches, crack branching, or both [210] and the extent to which they are precluded by side grooves in tests (e.g. DCB and DT). As noted earlier, comparison of Wu et al.’s
Grain Dependence of Microcracking, Crack Propagation |
93 |
[6] observations on specimens with as-fired surfaces versus other studies, with machined surfaces, indicates substantially less bridging on as-fired surfaces. Also, Ewart and Suresh [211] noted that crack propagation from notches in machined alumina NB specimens subjected to cyclical compressive loading showed50% greater extent of crack growth from the notch at and near the machined surfaces as opposed to the center of the specimen.
Much more attention is needed on environmental and grain boundary phase effects, since these play a possibly critical role that has been only partly addressed as shown earlier (and by Choi and Horibe [212] and more recently [213] and is probably significant in limited attempts to determine R-curve effects at nearly normal strength controlling flaw sizes [214]. Recent studies of Becher and colleagues provide more insight into effects of grain boundary phases in Si3N4 bodies, and a potentially valuable experimental tool of evaluating behavior of a specific boundary by observing the stopping of a crack from a nearby indent at the boundary and the occurrence and extent of deflection of the crack along the boundary as a function of the angle between the crack and the boundary [215, 216].
The above issues are partly related to the limited observations of some crack velocity decreases with bridging, microcracking, or both [52, 213], environmental [217] and strain rate effects [56] and their making resultant toughness being nonunique, not only between different tests supposedly measuring the same property but even for the same material and test, which raises large issues. Another, probably related, issue is the role of microcracking not only in generating bridges but also as a competitive or accompanying mechanism [e.g. 218]. These issues are interrelated to those of the size, extent, and nature of propagation of large cracks versus those factors for flaws causing normal strength failure, which is particularly critical. While bridging observations are valuable for understanding large crack behavior, e.g. in serious thermal shock or impact damage, they often have, at best, limited effect on normal strengths unless sufficient bridging occurs at finer grain sizes. All of these issues are factors in the nonuniqueness of R-curve results, e.g. Cox [219] reported NB testing that showed “the profound influence of the extrinsic factors of specimen shape and load distribution on the propagation of bridged cracks when the bridging zone length is comparable to any dimensions of the crack or specimen.”
All the above issues are factors in the second and larger issue of the relation of these large crack effects to normal strengths controlled by small cracks. Thus comparison of bridging and crack deflection [220] showed that deflection is not significant at large crack sizes, but comparison at smaller crack sizes was not considered, and possible mechanisms operative at smaller crack sizes have been widely neglected. That these are critical issues is shown by the fact that there are extensive and basic inconsistencies between much toughness data, primarily that with larger crack, e.g. R-curve, effects and normal strength data as
94 |
Chapter 2 |
extensively discussed further below and especially in Chap. 3. The key to these critical differences is the difference in the microstructural dependence of toughness and strength, especially the grain size dependence in monolithic ceramics (Chaps. 3 and 6) and the particle size dependence in ceramic composites(Chaps. 8, 9, and 11).
H.Grain Shape and Orientation Dependence of Crack Propagation
Grain shape, especially elongation, often plays an important role in crack propagation behavior via effects on microcracking, crack deflection and roughness, and especially crack wake bridging. Such effects are most pronounced with intergranular fracture, often due to weaker grain boundaries from residual additive phases, e.g. oxides in Si3N4 and SiC, and LiF in MgO and especially MgAl2O4, as was discussed earlier. Thus when such boundary phases are not present, elongated grains are generally ineffective in increasing toughness due to their common transgranular fracture. Larger, equiaxed or elongated grains, or grain clusters, can also be strength limiting by acting as failure sources in conjunction with pores, or cracks from machining, handling, or TEA or other microstructural stresses, e.g. Figs. 1.7B, and 3.35. Grain boundary phases or impurities to enhance intergranular fracture may exacerbate such weakening, as is discussed in Chap. 3, Sec. III.G.
Koyama et al. [221] directly observed effects of progressive, generally uniform, increases in grain size ( 1–50 µm) and elongation in dense Al2O3, separately controlled respectively by sintering temperature and limited, increasing CaO and SiO2 additive (e.g. to 0.25 m/o) levels to transition from equiaxed to blocky, platelet grains. They showed both increased R-curve and resultant (SENB) toughness with both the size of equiaxed grains (from 3.5 to 4.5 MPa·m1/2) and the length and thickness of the platelet grains (from 4 to 6.6 MPa·m1/2). While all bodies had predominant to exclusive intergranular fracture, the platelet grains, though showing some transgranular fracture, had progressively wider crack deflections correlating with their greater crack resistance. However, flexure strengths varied inversely with toughness, following conventional grain dependence (Sect. III.A of Chap. 3). Some similar effects have been reported in alumina bodies doped with Na2O + 4 MgO [222] or SiO2 + LaAl11O18 [223], producing composites with platy second-phase grains (particles), hence discussed in Chap. 8, Sec. V.D.
Much broader effects of grain elongation occur when it is coupled with grain orientation locally, and especially globally (the latter often is in part a result of starting grain shape, as is discussed below, while the former commonly results from in situ elongated grain development, e.g. as in most bridging effects). Global grain orientation commonly occurs since, for a given shape-crys- tallographic particle morphology, it tends to increase in the approximate order:
Grain Dependence of Microcracking, Crack Propagation |
95 |
die pressing, tape casting, and extrusion of green bodies. Orientation of particles in fields (e.g. magnetic) or in various hot working and deposition processes (including a number of rocks and minerals) often produces substantial preferred orientation, as is discussed further later. Key examples of limited studies of effects of preferred grain orientation on crack propagation behavior of ceramics are summarized below and in Table 2.3. While many cubic ceramics have similar anisotropy of mechanical properties to those of noncubic ceramics, the latter are anisotropic in other properties, that aid in giving noncubic bodies more preferred orientation. Thus the primary examples of effects of preferred grain orientation are in noncubic ceramics.
Fryxell, Chandler and colleagues [224, 225] sintered BeO made by either green body extrusion or isopressing of powders designated as either AOX (from Be(OH)2) or UOX (from BeSO4), often with annealing after sintering to increase grain size. While their results were obtained before fracture toughness measurements had been established, they are still quite useful, since they observed that extrusion aligned the considerable population of acicular UOX particles (c-axis parallel with particle lengths) to give a substantial c-axis texture parallel with the extrusion axis. This basal texture normal to the extrusion axis, and its increases with grain growth, was observed to give x-ray intensities of preferred peaks of as much as 100 times that of a random body. However, no preferred orientation was found in either extruded or isopressed bodies from equiaxed AOX powders, or from isopressed UOX powders, i.e. such bodies were isotropic. The axial thermal expansion of extruded rods from AOX powder was independent of grain size at the normal value, while that of extruded UOX rods decreased as grain size (and preferred orientation) increased, consistent with a lower expansion in the c direction, saturating at G 100 µm with 6% decrease. Extrapolation of axial Young’s and shear moduli of oriented and unoriented bodies to zero porosity gave values respectively of 416 and 389 GPa, i.e. an increase of 7% in the oriented material. While exact flexural strength comparisons are complicated by differing grain sizes and less data for a given grain size, limited or no difference was indicated at 22°C between oriented and unoriented bodies over most of the grain size range 5–50 µm, but oriented bodies with larger grains, G 80 and 100 µm, were 30% stronger than bodies without oriented grains. As test temperatures increased, strengths of finer grain (–20 µm) bodies did not decrease significantly till 1000, and especially 1200°C (possibly first increasing a few percent, peaking at 500–800°C). However, strengths of larger grain bodies increased as test temperature increased, especially in the 500–800°C range, commonly equaling or exceeding those of the finer grain bodies at 1200°C, with oriented bodies typically maintaining their strength advantages.
Virkar and Gordon [146] found considerable preferred orientation of basal planes in the pressing plane of hot pressed beta alumina bodies (1–2% porosity). Average toughness values at 22°C were of the order of 20% lower for

96
TABLE 2.3 Summary of Grain Orientation Effects on Mechanical Propertiesa
Material |
Orientation |
G|/G (G in |
E|/E (E in |
KIC|/KIC (KIC |
σ|/σ (σ |
|
|
methodb |
µm)c |
GPa)d |
in MPa·m1/2)e |
in MPa)f |
Investigator |
|
|
|
|
|
|
|
Al2O3 |
GB Ex. |
5.2/4.2 1.2 |
392/376 1.04 |
2.5/4.1 0.61 |
— |
Salem et al. [226] |
BaO·6Fe2O3 |
Mag. field |
— |
317/154 2.1 |
2.8/0.96 2.9 |
— |
Iwasa et al. [227] |
SrO· 5Fe2O3 |
Mag. field |
1.5/2.5 0.6 |
169/179 0.94 |
2.5/1.7 1.5 |
265/162 |
de With and |
|
|
|
|
|
1.6 |
Hattu [228] |
Jadite |
Natural |
40/20 2 |
— |
2.6–3.1/3.6g |
—/107g |
|
Hornblend |
Natural |
40/5 8 |
— |
3.7–3.9/3.5g |
—/93g |
Wu et al. [229] |
Hornblend |
Natural |
100/1 100 |
— |
7.2–8.2/16.6h |
40/288h |
|
a For measurements with stress parallel (|) and perpendicular ( ) with the axial orientation, all at 22°C.
b GB Ex = green body extrusion. Mag. field refers to die pressing with a magnetic field applied along the axis of the die and resultant part. c G = grain size.
d E = Young’s modulus.
e KIC = fracture toughness (values for Al2O3 are extrapolated to zero crack extension in R-curve tests, as discussed in the text). f σ = tensile (flexure) strength.
g Transgranular fracture.
h Intergranular fracture. Note some variation in KIC values for jade from tests on two orthogonal planes parallel to the fiber axis indicating effects of variable fiber orientation.
2 Chapter
Grain Dependence of Microcracking, Crack Propagation |
97 |
crack propagation normal versus parallel to the basal texture, i.e. respectively 2.7–3.0 versus 3.5–3.7 MPa·m1/2, with the higher values of the preceding ranges being for large grain (200–300 µm) and lower values for finer grain (2–10 µm) bodies, with both orientations showing nominally 100% transgranular fracture. Values for an isopressed and sintered body ( 3% porosity, G 100 µm) with no significant preferred orientation were 3.2 MPa·m1/2, i.e. in between those for the two orientations of the hot pressed bodies. The hot pressed toughness anisotropy is opposite of what would be expected from Hitchcock and DeJonghes’ [144] single crystal results (Table 2.1). However, the flexure strength anisotropy for the same crack propagation orientations was nearly 40%, but opposite to that for toughness, i.e. lower strengths for crack propagation parallel with the basal texture, while the limited strengths of the isopressed and sintered bars were approximately in between the two sets of hot pressed values, as for toughness. While compositional differences between these polycrystalline and crystal specimens (Table 2.1) may be a factor, Virkar and Gordon’s suggestion that the toughness for crack propagation parallel with the basal texture was higher due to possible multiple basal cracking, e.g. due to imperfect alignment, is a reasonable possibility. The opposite and greater anisotropy in strength from toughness indicates that large scale toughness values are not fully consistent with strengths. Alternatively or additionally the strength anisotropy may reflect oriented pores, larger grains, or clusters of them acting as fracture origins of lower strenth for stressing normal (and fracture parallel) to the basal texture, as also indicated in other studies below.
Salem et al. [226] showed a c-axis texture along the green body extrusion axis of alumina (i.e. a basal texture normal to it), versus isotropic isopressed bodies. The latter gave isotropic Young’s modulus (E, 368 GPa) and KIC ( 3.7 versus 4.9 and 3.6 MPa·m1/2 for the extruded bodies, the latter being the plateau values from R-curve tests, and hence different from values in Table 2.3). The isotropic E value was slightly below that for the lowest value for oriented bodies and the isotropic KIC at the low end of the range of oriented values, probably reflecting differences in the amount and especially character of porosity, as is discussed below. All three crack propagation orientations in extruded specimens showed some R-curve effect. Fractographic examination of samples showed clear differences in overall appearance of fractures perpendicular versus parallel with the extrusion axis. Differences reflect in part definite effects of pore elongation in the extrusion direction along with heterogeneous distribution of grains of varying size that complicate normal effects of just the grain orientation.
Two related sintered, hard (hexa-)ferrites oriented using a magnetic field axial with the die ram both gave a c-axis texture parallel with the field-pressing direction, i.e. a basal plane texture normal to the pressing direction (Table 2.3). Resultant sintered grains were somewhat elongated normal to the c-axis and typically failed intergranularly for fracture parallel with the basal texture and
98 |
Chapter 2 |
transgranularly for fracture normal to the basal texture at 22°C. Iwasa et al. [227] also reported that samples pressed without an applied magnetic field were isotropic and showed parallel decreases of Young’s moduli in the isotropic body and perpendicular and parallel to the axial texture in the oriented samples as temperature increased to 900°C (the limit of testing). KIC values similarly decreased for the isotropic body and for fracture parallel to the basal (i.e. perpendicular to the c-axis) texture, but no decrease in toughness occurred for crack propagation normal to the basal (i.e. parallel with the c-axis) texture till 1000°C. (From 1000 to 1200°C, the limits of testing, all toughnesses decreased drastically.)
De With and Hattu [228] showed lower E, but substantial toughness and strength, anisotropy in similar, but less orientated, related hard ferrite at 22°C. They also showed an average decrease in both toughness and strength from “dry” versus “wet” tests averaging 20%, i.e. with no clear differentiation as a function orientation of the stress relative to the texture. However, they showed that there was a marked effect of orientation on the crack growth exponent, n, of Eq. (2.3), i.e. values of 39 and 320 respectively for fracture perpendicular and parallel with the c-axis texture. Byrne et al. [85] noted some anisotropy in SCG n values, i.e. respectively 160 and 200 for crack propagation parallel and normal to the green body extrusion axis for fired porcelain samples, which presumably introduced some preferred orientation of the SiO2 and other particulate phases in the glass matrix.
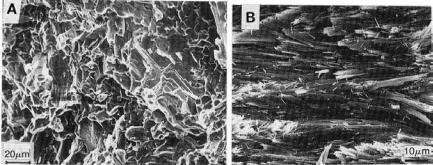
The first of two other sets of tests further showing effects of preferred orientation on fracture toughness and related properties of rock materials is the study by Wu et al. [229] of toughness and flexural strength of jade, a natural gem material known for its toughness, attributed to its common fibrous structure. Actually jadite and hornblend, two naturally occurring minerals that are common sources of “jade” with very similar structure and common [110] cleavage with varying fibrous grain structures, were studied [Table 2.3]. DCB toughness results for propagation parallel versus perpendicular to the fiber orientation showed modest to no significant anisotropy with lower grain aspect ratios, and especially larger grain (fiber) diameters and associated transgranular fiber (grain) fracture (Fig. 2.20). Toughness values for crack propagation parallel with the fiber axis, but on orthogonal planes to each other, differed some, i.e. similar to variations found in the extruded alumina (Table 2.3). Hoagland and Embury [45, Fig. 4 of Ref. 5] also showed significant anisotropy, i.e. fracture toughness as much as 2–5 times higher for crack propagation normal to the bedding planes versus parallel to the bedding planes and differences of 1.2–2.2-fold for the two planes normal to each other and the bedding planes, as well as differences in both magnitude and direction between the limestone and sandstone used.
Pertinent to earlier bridging effects is the work of Ohji et al. [184]. They incorporated 2 v/o of fine 1.3 µm dia. β Si3N4 rod grains (i.e. whiskers with as-
Grain Dependence of Microcracking, Crack Propagation |
99 |
FIGURE 2.20 Examples of jade fractures and microstructures. Note the coarser, blocky, transgranularly fractured, grain structure with no clear preferred orientation in jadite (A) and the clear horizontal orientation of fine, very elongated grains of a fine intergranularly fractured, grain hornblend body (B). (After Wu et al. [229], published with the permission of the Journal of Materials Science.)
pect ratios of 4) into an α Si3N4 matrix by tape casting to orient the elongated β grains in the casting direction and stacking of cast sheets to maintain the orientation between the sheets. This resulted in highly oriented elongated grains giving very anisotropic toughness, i.e. 7 and 11 MPa·m1/2 for crack propagation respectively parallel and perpendicular to the oriented grains. However, neither crack propagation direction showed much R-curve effect. This was attributed to the close spacing (e.g. 5 µm) of the elongated grains causing near or complete saturation of R-curve effects at much smaller crack sizes–propagation distances than normally required in microstructures with lower densities and larger spacing of the elongated grains for bridging. Comparative tests of a similar Si3N4 with randomly oriented rod grains showed substantial R-curve effects starting at toughness for cracks parallel with the elongated grains and ending at levels for crack propagation normal to the elongated grains in bodies with the highly oriented, elongated grains. They reported almost twice the strength ( 1100 MPa) and Weibull moduli ( 46) in bars with elongated grains aligned normal to the crack propagation of failure versus bars with randomly oriented elongated grains.
Several studies have addressed anisotropy in hot pressed and especially hot forged S3N4, e.g. an earlier study of Lange [230] showed that flexure bars oriented for fracture parallel to hot pressing direction had strengths 35% higher than bars oriented for fracture perpendicular to that direction. This was attributed to greater difficulty of fracture around the elongated grains (due to the grain boundary phase) resulting from the transformation of the starting α powder that had a preferred orientation normal to the hot pressing direction. DCB fracture