III. Прессование
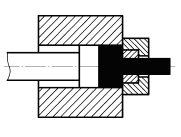
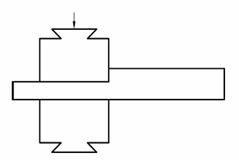
Рисунок 1.5. – Схема процесса прессования: 1 – контейнер; 2 – матрица; 3 – изделие; 4 – слиток; 5 – пуансон.
Выдавливание металла заготовки (чаще всего цилиндрической формы), из замкнутого объема через отверстие (очко) матрицы с помощью пуансона.
Для оценки величины деформации используют коэффициент вытяжки:
![]()

Fк - площади поперечного сечения контейнера
Σfм - площади поперечного сечения всех каналов матрицы:
Выталкивающее усилие приложено к заднему концу заготовки посредством пуансона (процесс прессования сходен с волочением).
Заготовки:
прокат, слитки
Продукция:
- профили сплошного и полого сечения самой разнообразной формы (в зависимости от формы очка матрицы).
Прессование производится как после нагрева металла, так и при комнатной температуре (в зависимости от пластических свойств металла).
Преимущества:
- возможность успешной пластической обработки (с высокими вытяжками), в том числе малопластичных металлов (вследствие всестороннего сжатия металла);
- возможность получения практически любого поперечного сечения изделия (при обработке металла другими способами не всегда удается). Область применения прессования особенно расширяется, когда степени деформации за переход превышают 75 %, а коэффициент вытяжки имеет значение более 100.
- получение широкого сортамента изделий на одном и том же прессовом оборудовании с заменой только матрицы (позволяет рекомендовать его для производства любой серийности);
- высокое качество поверхности (из-за высоких степеней деформации) и точность размеров поперечного сечения изделий.
Недостатки:
- повышенный расход металла (потери более 15 % в виде пресс-остатка и слабодеформированного выходного конца пресс-изделия);
- заметная анизотропия свойств (из-за повышенной неравномерности деформации);
- сравнительно высокая стоимость прессового инструмента (следствие его низкой стойкости из-за тяжелых условий нагружения, а также необходимости использования для его изготовления дорогих легированных сталей);
- повышенный расход энергии (на единицу объема деформируемого тела) (усилий требует трехосное сжатие);
- необходимость низких скоростей прессования (для получения бездефектной продукции из ряда металлов и сплавов);
- ограничение длины заготовки (обусловлено прочностью пресс-штемпелей, силовыми возможностями пресса и устойчивостью заготовки при распрессовке);
КУЗНЕЧНО-ШТАМПОВОЧНОЕ ПРОИЗВОДСТВО
IV. Ковка

Деформирование металла многократным прерывистым воздействием универсального инструмента (бойков), не ограничивающих течение металла, путем нажима (пресс) или ударов (молот).
Для оценки величины деформации используют коэффициент уковки:
где F1 – большая,
F2 – меньшая площадь сечения поковки соответственно до ковки и после нее.
Заготовки:
- для мелких и небольших поковок - сортовой прокат (круглого или прямоугольного сечения) или иначе катанка круглого и квадратного сечения (это блюм?), периодические и сортовые профили, прутки, полученные волочением и прессованием;
- для крупных поковок – катаные? кузнечные слитки.
Продукция:
- единичные изделия;
- крупные поковки (до 450 т) для последующей механообработки.
Ковка производится преимущественно в горячем состоянии.
Преимущества:
- улучшение структуры и механические свойств металла (с исправлением дефектов литого и отчасти катаного металла);
- простота и дешевизна инструмента;
- изготовление поковок разнообразной формы и размеров любой массы;
- экономически оправдано применение в мелкосерийном и в индивидуальном производстве.
Основные операции свободной ковки:
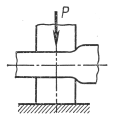
Осадка – увеличение площади поперечного сечения заготовки за счет уменьшения ее высоты.
Протяжка (рис) – увеличение длины заготовки за счет уменьшения площади ее поперечного сечения.
Протяжку осуществляют последовательным обжатием заготовки с постепенной подачей ее вдоль оси и поворотом вокруг этой же оси на 90° после каждого обжатия. Протяжку применяют при ковке длинных поковок.
Ряд последовательных ударов называется проходом. Продольное перемещение заготовки, т. е. длина ее деформируемой части за каждое обжатие называется подачей.
Прошивка – это операция получения сквозных и глухих отверстий в заготовке за счет вытеснения металла.
Прошивку выполняют в три приема. Сначала ударами молота глубоко вгоняют в поковку прошивень. Затем поковку с прошивнем перевертывают, кладут на подкладное кольцо и легким ударом удаляют прошивень из отверстия. Это глухое отверстие называют наметкой. Затем прошивнем удаляют и оставшийся слой металла – пленку. Образующийся при этом отход металла называют выдрой.

Передача – смещение одной части заготовки относительно другой.
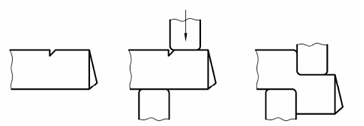
При передаче заготовку сначала надрубают, а затем, пользуясь подкладками, смещают одну ее часть относительно другой.
Расплющивание – увеличение ширины сечения заготовки за счет уменьшении я его высоты (толщины).
Расплющивание применяют для получения из круглых заготовок поковок вида пластин.
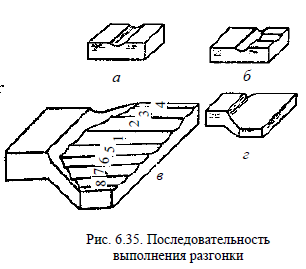
Разгонка – увеличение ширины части заготовки за счет уменьшения ее толщины.
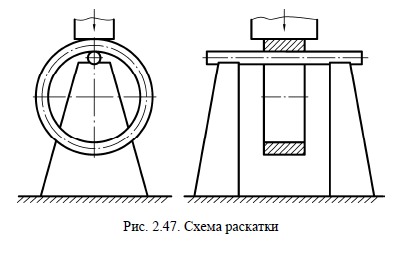
Раскатка – увеличение диаметра кольцевой заготовки за счет уменьшения толщины ее стенок. Раскатку осуществляют обжатием кольца на оправке при непрерывном его поворачивании.