VI. Листовая штамповка
Деформирование листовой заготовки без существенного изменения толщины материала.
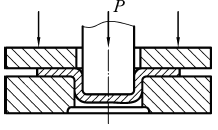
Матрица и прижим с центральным отверстием, равным наружному диаметру изделия, и пуансон диаметром, равным внутреннему диаметру изделия
Заготовки:
Листовой прокат толщиной 0,5-4,0 мм.
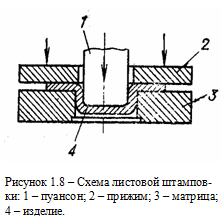
Лист из пластичных металлов и сплавов (медь, алюминий, углеродистая и легированная стали и пр.) укладывают на матрицу, прижимают прижимом и пуансоном деформируют заготовку. В результате получают изделия в виде колпачков. Этим способом получают практически всю кухонную посуду – кружки, миски, кастрюли и пр.
Основные операции листовой штамповки:
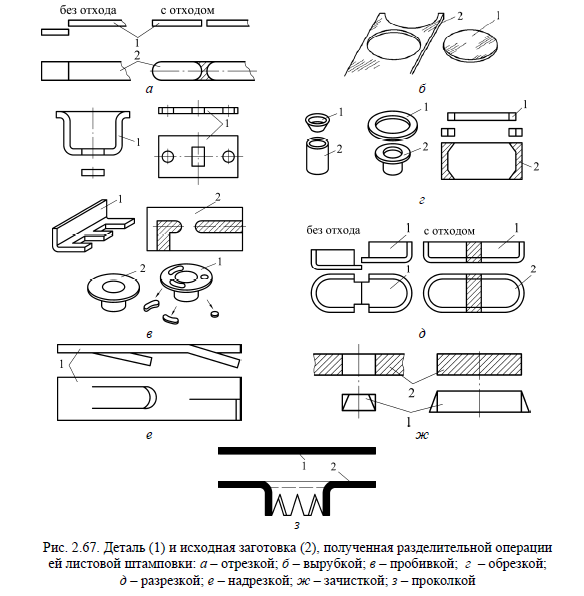
1. Разделительные (отрезка, надрезка, обрезка, зачистка, проколка, вырубка, пробивка)
Предназначены для получения заготовки из листа или ленты.
Отрезка – полное отделение одной части материала от другой (получение заготовок, отделение их одной от другой) по незамкнутому контуру по прямой или кривой линии;
только при издании лекций и для слайда
Разрезка – разделение заготовок на части по незамкнутому контуру.
Надрезка – частичное отделение металла по незамкнутому контуру без удаления отходов.
Обрезка – удаление неровного края или лишнего металла снаружи изделий.
Зачистка – удаление технологических припусков с помощью штампа с образованием стружки для повышения точности размеров и уменьшения шероховатости поверхности штампованной заготовки.
Проколка – образование в заготовке отверстия без удаления металла в отход.
Вырубка – полное отделение металла по замкнутому контуру, причем отделяемая часть является изделием или заготовкой, а оставшаяся часть – отходом;
Пробивка – полное отделение металла внутри заготовки по замкнутому контуру, причем вырезанная часть является отходом, а оставшаяся часть – изделием;
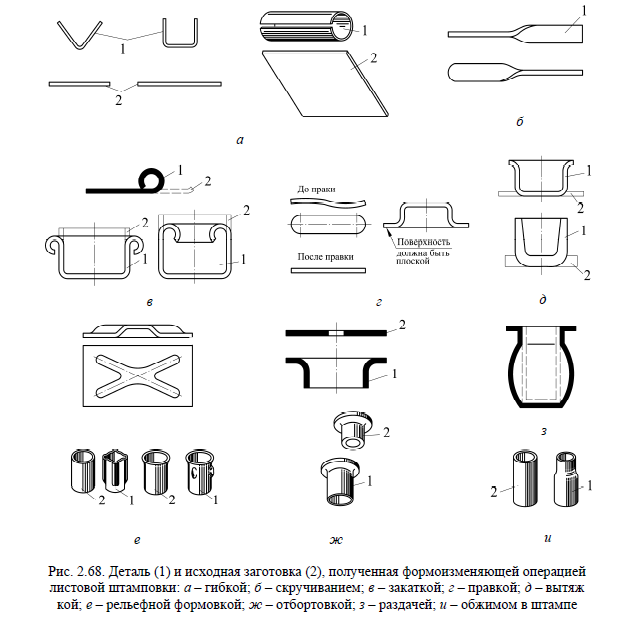
2. Формоизменяющие операции (гибка, скручивание, закатка, правка, вытяжка, формовка: рельефная формовка, отбортовка, раздача, обжим; высадка).
Предназначены для изменения формы заготовки путем пластического деформирования.
Гибка – образование или изменение углов между частями заготовки или придание ей криволинейной формы.
Скручивание – поворот части заготовки вокруг продольной оси.
Закатка – образование закругленных бортов на краях полой заготовки.
Правка давлением (правка) – устранение искажений формы заготовки.
Вытяжка – образование полой заготовки или изделий из плоской или полой исходной заготовки. В зависимости от соотношения высоты и диаметра вытягиваемой детали вытяжка может быть выполнена за одну или несколько операций.

Рельефная формовка – образование рельефа в листовой заготовке за счет местных растяжений без обусловленного изменения толщины металла. Таким способом получают рисунки, ребра жесткости, которые увеличивают общую жесткость детали на 100–200 %, снижают пружинение (повышение точности), позволяют уменьшить требуемую толщину металла.
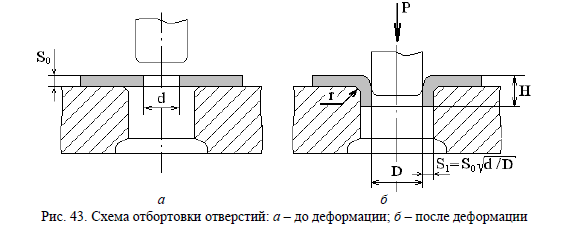
Отбортовка – отгибание краев отверстия с образованием борта (в заготовке предварительно пробивается отверстие. Борт образуется отгибанием его краев при формировании отверстия большего размера).
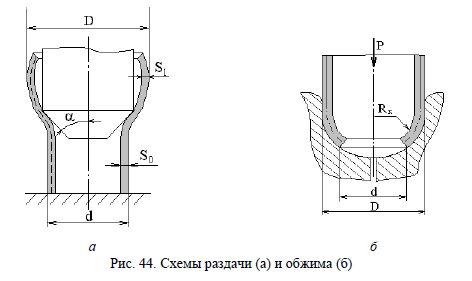
Раздача (растяжка) – увеличение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему периметру.
Обжим – уменьшение размеров поперечного сечения части полой заготовки путем одновременного воздействия инструмента по всему ее периметру (путем заталкивания ее в сужающую полость матрицы).
3. Прессовочные операции (чеканка, клеймение (маркировку) и разметка (кернение)).
Основаны на перераспределении и перемещении части или всего объема металла заготовки в процессе штамповки, в условиях неравномерного объемного сжатия..
Чеканка – формирование рельефа на поверхности изделия, при котором материал изменяет свою толщину и заполняет все углубления штампа. Применяется для изготовления монет, медалей, а также художественных изделий и предметов широкого потребления: часовых деталей, столовых приборов. Чеканка применяется и в комбинации с другими операциями (вытяжкой, отбортовкой и т.д.).
Клеймение – аналогично чеканке, но глубина распространения деформации в металл у них меньше (требуют меньших удельных усилий). Клеймением наносят на поверхность деталей рельефные надписи, номера, обозначения и т.д.
Разметка – нанесение лунок–центров под сверление мелких отверстий при обработке точных деталей в массовом и крупносерийном производстве. Широко распространена в часовом производстве и в приборостроении.
4. Штампосборочные операции.
Сборка изделий из нескольких деталей путем применения операций гибки, отбортовки, обжима и их комбинации с образованием неразъемного соединения.
Широко распространены в приборостроении, точной механике, электро- и радиотехнике и в производстве изделий массового потребления.