

I. Прокатка
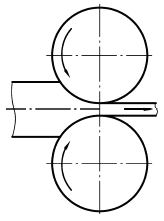 валки
валки
Обжатие заготовки между вращающимися валками (увеличиваются длина и ширина заготовки и уменьшается ее толщина).
Для оценки величины деформации используют безразмерные коэффициенты обжатия η, уширения β, вытяжки λ,:

Заготовки:
- слитки, отлитые в изложницы (для обжимо-заготовочных станов);
- блюмы, слябы и заготовки (многогранные, круглые)(катаные и непрерывнолитые) (для станов готового проката).
Продукция:
- листовой прокат (заготовка прямоугольная - сляб)
прокатывают в гладких цилиндрических валках;
- сортовой прокат
прокатывают в калиброванных валках (заготовка квадратная - блюм).
Калибр - просвет (Полость) между двумя ручьями в паре валков (расположенных друг над другом с учетом зазора между ними).
Ручей - кольцевой вырез в валке.
Прокатка производится как после нагрева металла (повышается пластичность), так и при комнатной температуре (в зависимости от толщины листа) ?после отжига.
Дефекты прокатного происхождения:
1. Дефекты нагрева металла:
- окалинообразование (потери от 1…2% металла).
- обезуглероживание поверхностного слоя (следствие выгорания углерода.).
Подлежит удалению (для сталей специального назначения, например, инструментальных, для рядовых марок стали не является браком).
- перегрев стали - сопровождается значительным ростом зерна.
Приводит к ухудшению свойств стали. Устраняется термообработкой.
- пережог стали - оплавление зерна (следствие значительного превышения заданной температуры нагрева стали). Неустраним.
- внутренние трещины (следствие ускоренного нагрева (охлаждения) сталей с пониженной теплопроводимостью и пластичностью).
Возникающие внутренние напряжения из-за перепада температур и структурных превращений могут превысить прочность сталей с образованием внутренних трещин.
2. Дефекты проката:
- трещины (продольные - следствие дефектов поверхности валков обжимных клетей, грубой вырубки дефектов заготовки и пр., поперечные - следствие повышенных обжатий при свободном уширении.
- риски, царапины (следствие травмирования поверхности раската валковой арматурой) проводках.
- усы (заусенцы, лампасы) (следствие переполнения калибра металлом из-за неправильной настройки валков).
- закат – продольная складка (по внешнему виду трещина) от закатанного заусенца. Расположена под острым углом к поверхности (в отличие от трещины).
- флокены – мелкие внутренние трещины (следствие выделения водорода при ускоренном охлаждении стали).
- искажение геометрической формы раската в продольном (разнотолщинность, волнистость, коробоватость, серповидность и пр.) и поперечном (разнотолщинность, овальность круга, ромбичность квадрата и т.д.) направлениях.
3.дефекты отделки (косой рез, заусенцы и др.)
II. Волочение
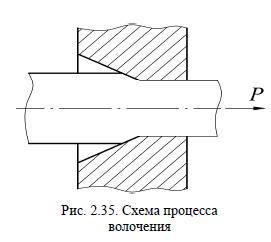 волока
волока
Протягивание заготовки через плавно сужающийся канал (волочильное очко) инструмента – волоки (увеличивается длина и уменьшается поперечное сечение).
Для оценки величины деформации используют коэффициент вытяжки:

Предварительно передний конец заготовки заостряют, вводят в отверстие волоки и захватывают клещевым устройством. Тяговое усилие приложено к переднему концу заготовки. Расходуется на формоизменение заготовки и преодоление сил трения (зависит от коэффициента трения). Для его снижения используют смазки (например, мыльная стружка с различными наполнителями).
Для волочения тончайшей проволоки волоки изготовляют из технических алмазов, а для волочения прутков и труб больших сечений – из инструментальных сталей.
Заготовки:
горячекатаный пруток, сортовой прокат, проволока, трубы.
Продукция:
- Трубы, прутки, проволока сплошного и полого сечения разнообразных форм и размеров (от нескольких микрон до 100 мм не только круглого, но и сложного поперечного сечения самых экзотических форм). При волочении ряда профилей (квадратный, треугольный, шестиугольный и др.) используют составные волоки, которые отличаются высокой универсальностью, так как в одной и той же волоке, меняя профиль отверстия соответствующей перестановкой отдельных пластин, можно получать различные размеры профиля.
Волочение производится при комнатной температуре. В результате повышаются прочностные характеристики (наклеп).
Преимущества:
- высокая точность размеров и качество поверхности;
- пониженный расход металла (нет отходов);
- универсальность инструмента (составные волоки).
Если преследуют только цель повышения точности и улучшения качества поверхности изделия, то такой вид волочения называют калибровкой.