

Вопрос №8
Под действием приложенного усилия режущий клин врезается в заготовку и, разрушая обрабатываемый материал, срезает с поверхности заготовки стружку. Стружка образуется в результате интенсивной упругопластической деформации сжатия материала, приводящей к его разрушению у режущей кромки, и сдвигу в зоне действия максимальных касательных напряжений под углом φ. Величина φ зависит от параметров резания и свойств обрабатываемого материала. Она составляет ~30° к направлению движения резца.
Вопрос №10
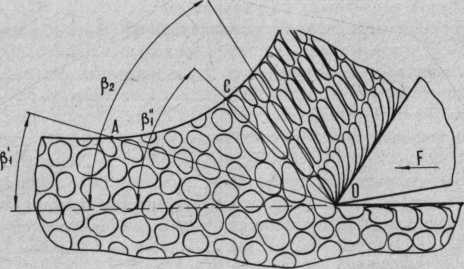
Рис. 4.3. Схема текстуры металла в зоне стружкообразования
Наблюдаемая
в стружке упорядоченность расположения
зерен почила
название текстуры стружки. Она
заканчивается на границе с которой
переходной зоной АОС,
ограниченной углами
 и
и
 . С
одной
стороны от переходной зоны находится
свободные, недеформи- рованные зерна
металла заготовки, а с другой — текстура
пластически сдеформированных, имеющих
эллипсоидную форму зерен стружки.
Переходная
зона ДОС
представляет
собой зону, в которой осуществляется
пластическая деформация зерен (зону
пластической деформации). Зерно металла,
постоянно проходя эту зону и попадая в
с ку становится пластически сдеформированным.
Размеры переходной зоны зависят от
условий обработки. При больших скоростях
резани границы переходной зоны сужаются
настолько, что практически пластическая
деформация зерен осуществляется почти
вдоль одной плоскости сдвига, например
ОС,
как эго было показано ранее на прим ре
простейшей модели зоны ортогонального
резания .Рассмотрим
механизм пластического деформирования
отдельного зерна металла в процессе
резания. Воспользуемся для этого моделью
зоны ортогонального резания с одной
условной плоскостью сдвига. Пусть на
зерно металла (в виде шара, вписанного
в куб) действуй! сила, вызывающая
определенную сдвиговую деформацию
(рис. 4.4). Сдвиг происходит в направлении
действия силы F
.
Зерно металла этом изменяет свою форму
- верхняя грань куба 1—2 смещается на
некоторую величину
. С
одной
стороны от переходной зоны находится
свободные, недеформи- рованные зерна
металла заготовки, а с другой — текстура
пластически сдеформированных, имеющих
эллипсоидную форму зерен стружки.
Переходная
зона ДОС
представляет
собой зону, в которой осуществляется
пластическая деформация зерен (зону
пластической деформации). Зерно металла,
постоянно проходя эту зону и попадая в
с ку становится пластически сдеформированным.
Размеры переходной зоны зависят от
условий обработки. При больших скоростях
резани границы переходной зоны сужаются
настолько, что практически пластическая
деформация зерен осуществляется почти
вдоль одной плоскости сдвига, например
ОС,
как эго было показано ранее на прим ре
простейшей модели зоны ортогонального
резания .Рассмотрим
механизм пластического деформирования
отдельного зерна металла в процессе
резания. Воспользуемся для этого моделью
зоны ортогонального резания с одной
условной плоскостью сдвига. Пусть на
зерно металла (в виде шара, вписанного
в куб) действуй! сила, вызывающая
определенную сдвиговую деформацию
(рис. 4.4). Сдвиг происходит в направлении
действия силы F
.
Зерно металла этом изменяет свою форму
- верхняя грань куба 1—2 смещается на
некоторую величину
 S
и
занимает положение
S
и
занимает положение
 —2',
основание
зерна 3-4 остается неподвижным. Не
изменяется и расстояние между слоями
—2',
основание
зерна 3-4 остается неподвижным. Не
изменяется и расстояние между слоями
 .
Количественной характеристикой степени
такой сдвиговой деформации является
величина относительного сдвига е
,
равная отношению величины смещения
S
к
расстоянию между слоями металла
.
.
Количественной характеристикой степени
такой сдвиговой деформации является
величина относительного сдвига е
,
равная отношению величины смещения
S
к
расстоянию между слоями металла
.
Вопрос №27
Работа, затрачиваемая в процессе резания (на деформацию срезаемого слоя, превращение его в стружку с образованием микрорельефа обработанной поверхности и перемещение стружки и изделия относительно инструмента), в основном переходит в тепло. Лишь около 1% совершаемой работы переходит в потенциальную энергию упругодеформированной поверхности изделия, остальные 99 % идут на нагрев стружки, инструмента и заготовки. Процесс резания является адиабатическим, так как тепло извне в зону резания дополнительно не поступает.
Выделяющееся в процессе резания тепло сосредоточивается в тех местах зоны резания, где совершаются основные виды работы (рис. 4.14).
1.Тепло Qд, образующееся от пластической деформации срезаемого слоя, концентрируется вдоль плоскости сдвига. Часть тепла, генерируемого в плоскости сдвига, передается в приближающийся недеформированный металл, который таким образом предварительно нагревается перед тем, как становится стружкой или поверхностью изделия. 2.Тепло трения Qпг образуется на участке контакта передней
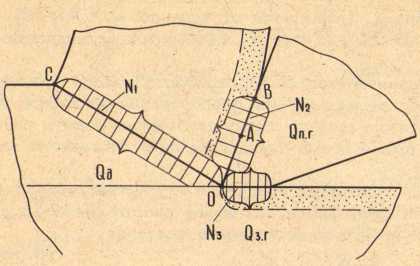
Рис. 4.14. Тепловая модель зоны резания
поверхности инструмента со стружкой. Количество выделяющегося в этом месте тепла значительно меньше, чем в плоскости сдвига. Образовавшееся тепло отводится затем в стружку и инструмент. Условия передачи тепла инструменту отличаются от условий передачи стружке тем, что в первом случае тепло, распространяется непрерывно но в один и тот же небольшой объем, а во втором случае — во все новые и новые граничные участки стружки.
3. Тепло трения Q3г сосредоточивается на участке контакта задней поверхности инструмента с изделием. Образовавшееся тепло распределяется между обновляющимися участками поверхности изделия и контактной площадкой задней поверхности инструмента.
Общее
количество тепла Q
, выделившегося в зоне резания,
складывается из трех названных видов
тепла и эквивалентно работе силы резания
Fz
. Величину Q
можно определить по зависимости Q
=
 Fz
Fz ,
,
где — механический эквивалент теплоты; - скорость главного движения резания.