

ФЕДЕРАЛЬНОЕ АГЕНСТВО ПО ОБРАЗОВАНИЮ
МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ Н.П.ОГАРЕВА
Институт механики и энергетики
Кафедра технического сервиса машин
Курсовая работа нормирование геометрической точности деталей машин
Автор курсовой работы В.С. Десяев
Специальность 110301 механизация сельского хозяйства
Обозначение курсовой работы КР-02069964-110301-02-08
Руководитель работы
канд. тех. наук, доц. А.А. Крисанов
Оценка
Саранск 2008
МОРДОВСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
ИМЕНИ Н.П.ОГАРЕВА
Институт механики и энергетики
Кафедра технического сервиса машин
Задание на курсовую работу
по метрологии, стандартизации и сертификации
Студент ______________________________________________________________
1 Тема - нормирование геометрической точности деталей машин
2 Срок представления работы к защите – __________________________________
3 Исходные данные для выполнения работы
Исходные данные и методика выполнения работы приведены в [Курсовое проектирование по метрологии, стандартизации и квалиметрии: Учеб. пособие / П.В. Сенин. – Саранск: Изд-во Мордов. ун-та, 1997. – 80 с.]. Номер варианта соответствует двум последним цифрам номера зачетной книжки.
4 Содержание курсовой работы
4.1 Определение зазоров и натягов в соединениях
4.2 Расчет и выбор посадок
4.3 Расчет и выбор посадок для соединений с подшипником качения
4.4 Выбор посадок шпоночных соединений
4.5 Выбор посадок шлицевых соединений
4.6 Расчет исполнительных размеров рабочих калибров и выбор универсальных средств измерения
4.7 Расчет размерной цепи
Руководитель работы А.А. Крисанов
Задание принял к исполнению ___________________________
дата, подпись
 Реферат
Реферат
Курсовая работа содержит 34 страниц, 18 рисунков, 2 таблицы,
3 использованных источника.
ДЕТАЛЬ, РАЗМЕР, ДОПУСК, ПОСАДКА, ЗАЗОР, НАТЯГ, ШЕРОХОВАТОСТЬ, СИРЕДСТВО ИЗМЕРЕНИЯ, РАЗМЕРНАЯ ЦЕПЬ.
Цель работы - закрепление и расширение теоретических знаний и их применение для решения технических задач по нормированию геометрической точности деталей машин.
Полученные результаты – определены зазоры и натяги в соединениях деталей; произведен расчет и выбор посадок (с зазором, с натягом, переходной); рассчитаны и выбраны посадки для соединений с подшипником качения; выбраны посадки шпоночных и шлицевых соединений; рассчитаны исполнительные размеры рабочих калибров и выбраны универсальные средства измерения; произведен расчет размерной цепи и выполнен проверочный расчет на компьютере.
 Содержание
Содержание
Введение
1. Определение зазоров и натягов в соединениях………………………… 5-11
2. Расчет и выбор посадок
2.1 Расчет и выбор посадок с зазором ……………………………………… 11-13
2.2 Расчет и выбор посадок с натягом ……………………………………… 13-16
2.3 Выбор переходных посадок и определение вероятности появления
соединений с натягом и зазором ……………………………………… 16-17
3. Расчет и выбор посадок для соединений с подшипником качения ……. 18-20
4. Выбор посадок шпоночных соединений ……………………………… 21-22
5. Выбор посадок шлицевых соединений ………………………………….. 23-24
6. Расчет исполнительных размеров рабочих калибров и выбор
универсальных средств измерения ……………………………………….. 25-28
7. Расчет размерной цепи
7.1 Расчет размерной цепи методом полной взаимозаменяемости ………. 28-31
7.2 Расчет размерной цепи вероятностным методом ……………………….31-33
7.3 Проверочный расчет размерной цепи с применением компьютера
Список использованных источников
 1.
ОПРЕДЕЛЕНИЕ ЗАЗОРОВ И НАТЯГОВ В
СОЕДИНЕНИЯХ
1.
ОПРЕДЕЛЕНИЕ ЗАЗОРОВ И НАТЯГОВ В
СОЕДИНЕНИЯХ
Исходные данные:
Номинальный размер соединения – 135 мм; посадки: с зазором – Н7/g6, с натягом – H8/u8, переходная – М7/h6.
1.1 ПОСАДКА С ЗАЗОРОМ В СИСТЕМЕ ОТВЕРСТИЯ
Ø![]()
1.1.1 По СТ СЭВ 144 - 75 (прил. 4 – 7 [2]) находим значения предельных отклонений размеров соединяемых деталей и определяем их предельные размеры и допуски:
Ø![]() ;
Ø135g
;
Ø135g![]() )
)
а) для отверстия
Дмах = Дн + ЕS = 135 + 0,04 = 135,04 мм
Дмин = Дн + ЕI= 135 + 0= 135 мм
ТД = Дмах - Дмин = 135,04 – 135 = 0,04 мм
б) для вала
dмах = dн + еs= 135 – 0,014= 134,986 мм
dмiп = dн + еi = 135 - 0,039 = 134,961 мм
Тd = dмах - dмiп = 134,986 – 134,961= 0,025 мм
1.1.2 Определяем предельные и средние зазоры и допуски посадок
Sмах = Дмах – dмiп = ЕS – еi = 0,04+0,039= 0,079 мм
Sмiп = Дмiп – dмах = ЕI – еs= 0 + 0,014 =0,014 мм
Sс = 0,5(Sмах+ Sмiп) = 0,5(0,079+0,014) = 0,0465 мм
Тs= Sмах - Sмiп = ТД + Тd = 0,04+0,025 = 0,065 мм
 1.1.3
Выбираем шероховатость сопрягаемых
поверхностей (прил.10) и вид окончательной
механической обработки деталей (прил.
11)
1.1.3
Выбираем шероховатость сопрягаемых
поверхностей (прил.10) и вид окончательной
механической обработки деталей (прил.
11)
Для вала: Rа = 1,6 мкм; притирка чистовая
Для отверстия: Rа = 3,2 мкм; развертывание чистовое.
1.1.4 Строим схему расположения полей допусков отверстия и вала с указанием на них номинальных размеров, предельных отклонений, предельных и средних зазоров (рисунок 1)
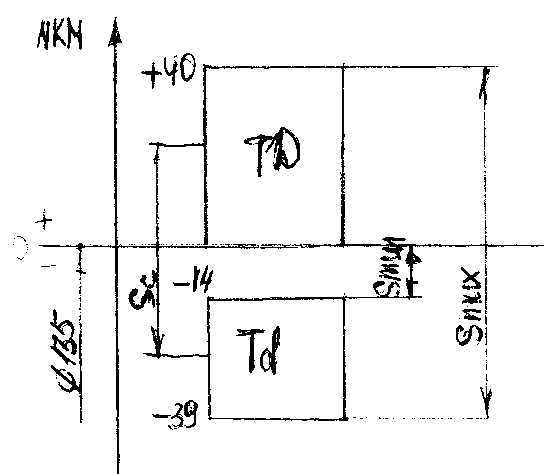
Рисунок 1 – Схема расположения полей допусков посадки с зазором
1.1.5 Вычерчиваем эскизы соединений и проставляем условные буквенные обозначения и цифровые значения расположения полей допусков и шероховатостей поверхностей (рисунок 2)

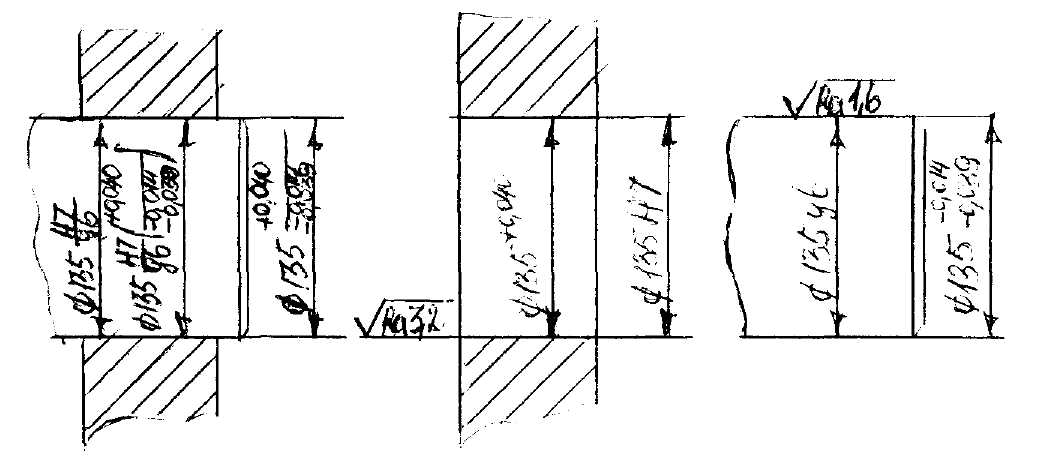
1.2 ПОСАДКА С НАТЯГОМ В СИСТЕМЕ ОТВЕРСТИЯ
Ø![]()
1.2.1 По СТ СЭВ 144 - 75 (прил. 4 – 7 [2]) находим значения предельных отклонений размеров соединяемых деталей и определяем их предельные размеры и допуски:
Ø
а) для отверстия
Дмах = Дн + ЕS = 135 + 0,063 = 135,063 мм
Дмин = Дн + ЕI= 135 + 0= 135 мм
ТД = Дмах - Дмин = 135,063 – 135 = 0,063 мм
б) для вала
dмах = dн + еs= 135+0,233= 135,233 мм
dмiп = dн + еi = 135 +0,170 = 135,170 мм
Тd = dмах - dмiп = 135,233– 135,170= 0,063 мм
1.2.2 Определяем предельные и средние зазоры и допуски посадок
Nмах = dмах - Дмiп = еs - ЕI = 0,233 – 0= 0,233 мм
Nмiп = dмiп - Дмах = еi - ЕS = 0,17 – 0,063 =0,107 мм
Nс = 0,5(Nмах+ Nмiп) = 0,5(0,233+0,107) = 0,17 мм
ТN= Nмах - Nмiп = ТД + Тd = 0,233 - 0,107 = 0,126 мм
1.2.3 Выбираем шероховатость сопрягаемых поверхностей (прил.10) и вид окончательной механической обработки деталей (прил. 11)
Для вала: Rа = 3,2 мкм; протягивание чистовое
Для отверстия: Rа = 3,2 мкм; протягивание чистовое.
1.2.4 Строим схему расположения полей допусков отверстия и вала с указанием на них номинальных размеров, предельных отклонений, предельных и средних зазоров (рисунок 3)

Рисунок 3 – Схема расположения полей допусков посадки с натягом
 1.2.5
Вычерчиваем эскизы соединений и
проставляем условные буквенные
обозначения и цифровые значения
расположения полей допусков и
шероховатостей поверхностей (рисунок
4)
1.2.5
Вычерчиваем эскизы соединений и
проставляем условные буквенные
обозначения и цифровые значения
расположения полей допусков и
шероховатостей поверхностей (рисунок
4)

1.3 ПЕРЕХОДНАЯ ПОСАДКА В СИСТЕМЕ ВАЛА Ø![]()
1.2.1 По СТ СЭВ 144 - 75 (прил. 4 – 7 [2]) находим значения предельных отклонений размеров соединяемых деталей и определяем их предельные размеры и допуски:
Ø
![]()
а) для отверстия
Дмах = Дн + ЕS = 135 + 0= 135 мм
Дмин = Дн + ЕI= 135 – 0,04 = 134,96 мм
ТД = Дмах - Дмин = 135 – 134,96 = 0,04 мм
б) для вала
dмах = dн + еs= 135 +0= 135 мм
dмiп = dн + еi = 135 – 0,025 = 134,975 мм
 Тd = dмах - dмiп = 135
– 134,975= 0,025 мм
Тd = dмах - dмiп = 135
– 134,975= 0,025 мм
1.2.2 Определяем предельные и средние зазоры и допуски посадок
Nмах = dмах - Дмiп = еs - ЕI = 0+0,04= 0,04 мм
Sмах = Дмах – dмiп = ЕS – еi = 0 + 0,025= 0,025 мм
ТN(S)= ТД + Тd = 0,025+0,04= 0,065 мм
1.2.3 Выбираем шероховатость сопрягаемых поверхностей (прил.10) и вид окончательной механической обработки деталей (прил. 11)
Для вала: Rа = 1,6 мкм; шлифование круглое чистовое
Для отверстия: Rа = 3,2 мкм; протягивание чистовое.
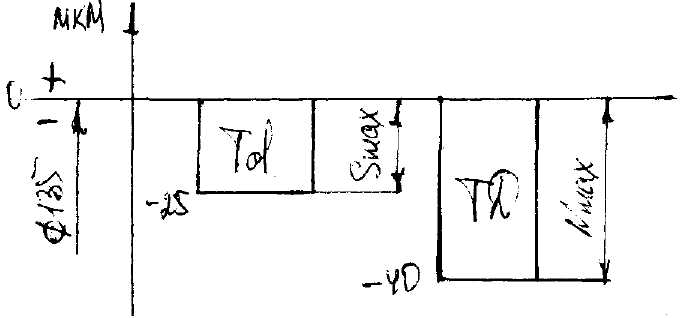
Рисунок 5 – Схема расположения полей допусков переходной посадки
1.2.5 Вычерчиваем эскизы соединений и проставляем условные буквенные обозначения и цифровые значения расположения полей допусков и шероховатостей поверхностей (рисунок 6)
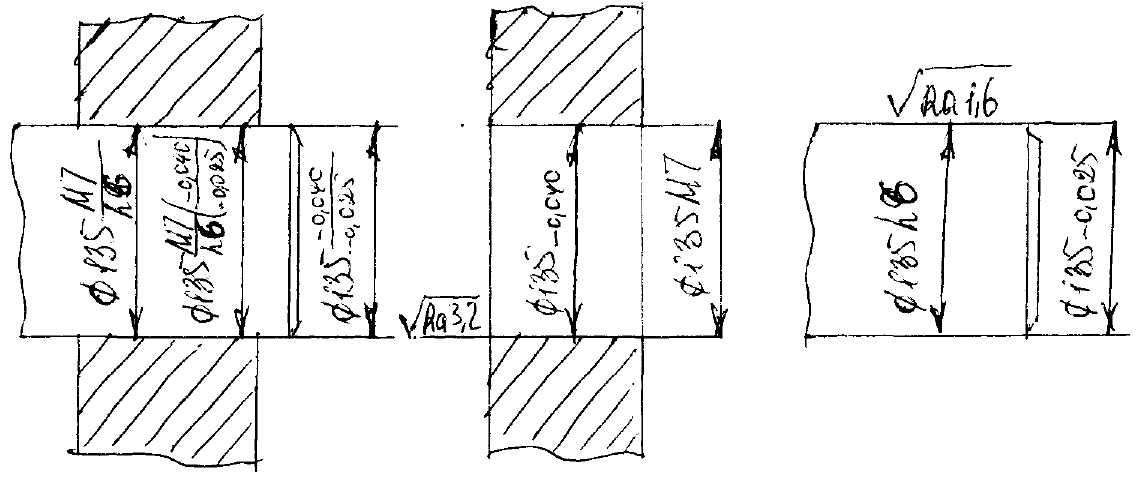
 Рисунок 6 – Эскизы соединения и
соединяемых деталей
Рисунок 6 – Эскизы соединения и
соединяемых деталей