

2.2.2. Расчет электронагревателей.
Расчет электронагревателей печи производится в следующей последовательности:
1. Определяется рабочая температура нагревателя , которая берется примерно на 100°С выше конечной температуры нагреваемой заготовки.
tР= tкм +100°
2. Устанавливается марка материала, пригодного для изготовления нагревательных элементов, затем определяется удельное электросопротивление нагревателей (таблица 18).
3. Рассчитывается поверхностная мощность идеального нагревателя:
дид = έ СО[(ТН /100)4 -( Тм /100)4]
ТН, Тм –температуры печи и металла, К
4. Выбирается тип нагревателя и определяется удельная поверхностная мощность выбранного нагревателя.
5. Выбирается схема включения нагревателей в электрическую цепь и рассчитывается величина фазового напряжения:
для схемы включения «треугольником»:
Uтрф=Uс
для схемы включения «звездой»:
Uзпф=Uс/√3
6. Рассчитываются геометрические размеры: диаметр, длина круглых металлических нагревателей.
D =10з √4ρн Р2/ π2 U2ф gP)
D =0,1з √2,5Р U2ф /( π ρн gP)
Определяется фазовая мощность одного нагревателя. При этом следует учитывать, что в случае использования трехфазного тока, фазовая мощность нагревателя будет в три раза меньше общей, Рф = Р/3
Устанавливается количество электронагревателей и схема расположения их в печи.
Схема установки нагревателей с указанием монтажных размеров приводится в графической части курсовой работы.
Расчеты нагревателей из карборунда (силит SiC) или дисцилипида молибдена (M0S12), применяемые при температурах рабочей камеры 1350 —1550 °С, проводятся аналогично.
2.3. Проектирование индукционных установок. Расчёт индукторов.
2.3.1 Определение геометрических размеров и тепловой мощности индуктора
Внутренний диаметр индуктора d1 для нагрева цилиндрических заготовок и эффективный диаметр заготовок с квадратным поперечным сечением принимают равным, мм:
d1 = (1.3—2) dзаг ,где
dзаг- эквивалентный диаметр заготовки (40)
Внутренний диаметр тепловой изоляции, мм
d3= (1.1—1.2) dзаг зазор между индуктором и заготовкой должен быть не менее 10 мм. (41)
Длину индуктора в l мм, определяют по формуле:
11, = nl2 + (1-2)dзаг, где (42)
l2 - длина нагреваемой заготовки, мм.
Если длина индуктора, определенная расчетом, получается более 1000 мм, то целесообразно проектировать двухручьевой индуктор, в котором одновременно нагревается необходимое количество заготовок и обеспечивается нужный для работы штамповочного агрегата темп выдачи.
Средняя полезная мощность:
Pn=M3(cKtk-cHtH) /tH, (43)
где Мз = масса заготовки, ск и сн - теплоёмкость стали в конце и в начале нагрева, tK и tH - конечная и начальная температура нагрева.
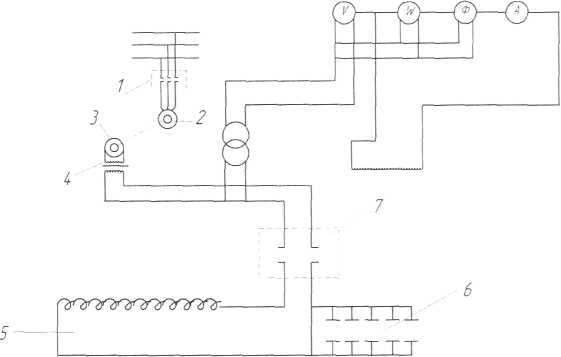
Рис. 13. Принципиальная схема индукционной установки
1 – контактор, 2 – электродвигатель, 3 – генератор, 4 – понижающий трансформатор напряжения, 5 – индуктор, 6 – конденсаторная батарея, 7 – контактор.
2.4 Выбор температурного интервала нагрева под пластическую деформацию
При нагреве заготовок изменяются структура и свойства металлов.
В различных производственных процессах металл нагревают под обработку давлением и для различных видов термической обработки. Для получения изделий высокого качества необходимо правильно назначать температуры, до которых металл нагревается в тех или иных случаях.
При нагреве углеродистых сталей в целях правильного выбора температур следует пользоваться диаграммой состояния железоуглеродистых сплавов, представленной на рис. 14.
Установлено, что пластическая обработка стали и других металлов протекает наиболее успешно после перекристаллизации в процессе нагрева - перестройки структуры в однофазное состояние, характеризующее одинаковым составом
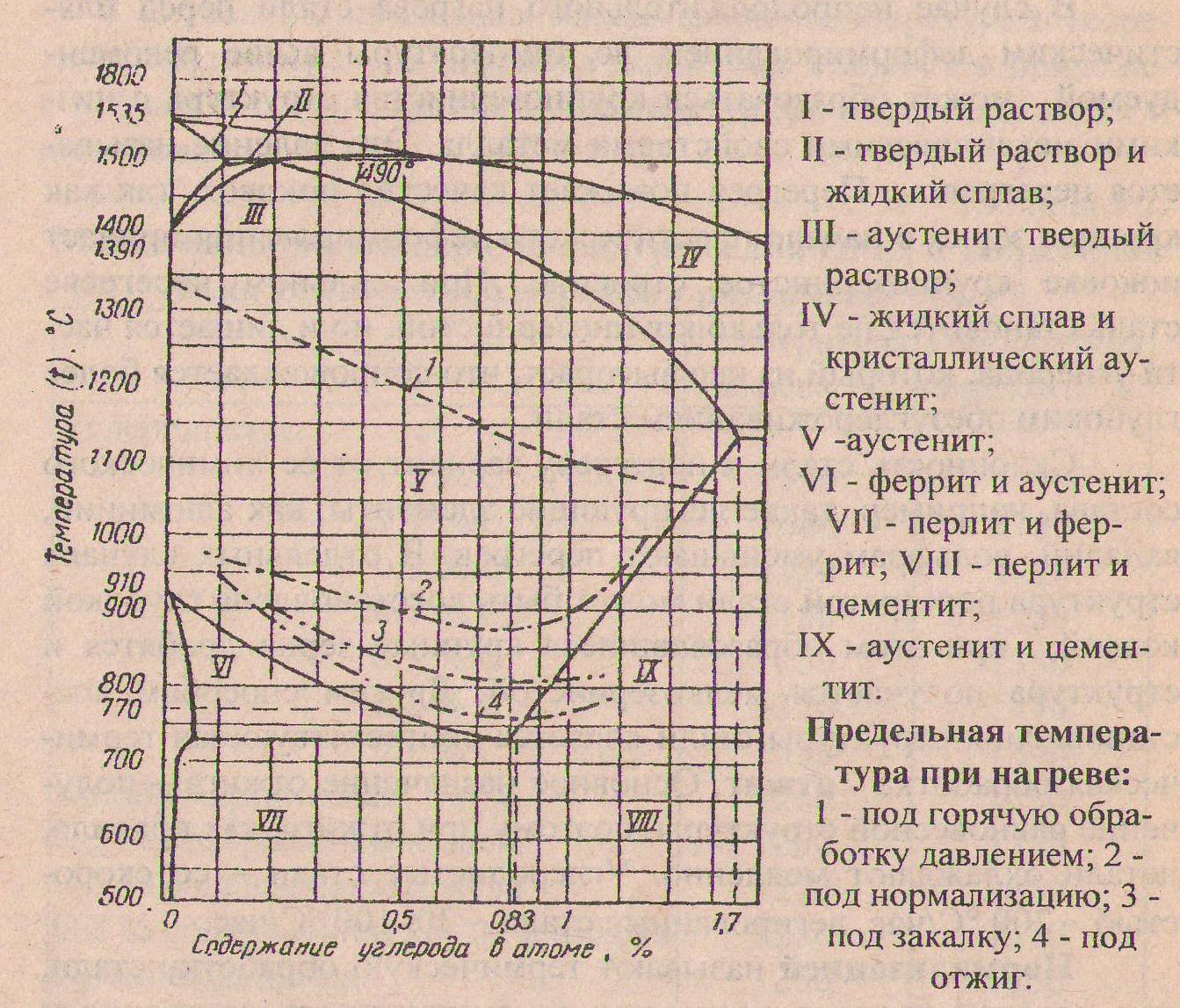
Рис.14. Диаграмма состояния железоуглеродистых сплавов с указанием предела нагрева перед горячим пластическим деформированием и термообработкой.
и свойствами всех зерен (кристаллитов). Однофазное состояние для стали соответствует области чистого аустенита. Эта область на диаграмме железо-углерод (рис. 12) обозначена цифрами III и V с нанесенными на ней кривыми предельных температур нагрева под пластическое деформирование 7, нормализацию 2, закалку 3 и отжиг 4.
В случае непродолжительного нагрева стали перед пластическим деформированием до температуры выше рекомендуемой, может образоваться крупнозернистая структура с низкими механическими свойствами металла. Это явление называется перегревом. Перегрев понижает качество поковок, так как крупное зерно способствует снижению пластичности. При сильном перегреве сталь становится не только крупнозернистой, но и лишается части углерода, который из нее выгорает, что сопровождается более глубоким обезуглероживанием стали. Склонность стали к перегреву зависит от ее химического состава, например, такие легирующие элементы, как алюминий, ванадий, вольфрам уменьшают перегрев. В отдельных случаях структура перегретой стали может быть восстановлена глубокой ковкой, при этом образовавшиеся крупные зерна дробятся и структура получается мелкозернистой. Другим способом восстановления структуры стали является соответствующая термическая обработка – изотермический или рекристаллизационный отжиг. Основное назначение отжига - получение равновесной структуры, поэтому при отжиге, как правило, детали охлаждают медленно. Углеродистые стали - со скоростью ~ 200 °С/час, легированные стали ~ 30-100 °С / час.
Нормализацией называют термическую обработку стали, при которой изделие нагревают до аустенитного состояния и охлаждают на спокойном воздухе. В результате нормализации улучшается структура, уменьшаются внутренние напряжения, устраняются многие пороки, возникшие в процессе предшествующей обработки изделий. Твердость и прочность после нормализации выше, чем после отжига.
При длительной выдержке стали при температуре выше установленной для данной марки происходит окисление металла не только с поверхности, но и внутри, по границам зерен, с частичным их оплавлением. Вследствие этого сильно перегретая сталь по прочности не соответствует своей марке, и предел прочности ее может настолько понизиться, что в процессе обработки давлением появляются трещины и металл начинает разрушаться. Такой брак при нагреве называется пережогом. Этот вид брака является неисправимым и приводит сталь в полную негодность.
В табл. 2.1 приведены максимальная температура и теоретическая температура пережога различных сталей.
Таблица 2.1. максимальная температура нагрева под обработку давлением и теоретическая температура пережога различных сталей.
Сталь |
Температура |
Температура |
|
нагрева, °С |
пережога, °С |
Углеродистая: |
|
|
1,5% С |
1050 |
1140 |
1,1 %С |
1080 |
1180 |
0,9 % С |
1120 |
1220 |
0,7 % С |
1180 |
1280 |
0,5 % С |
1250 |
1350 |
0,2 % С |
1320 |
1470 |
0,1 %С |
1350 |
1490 |
Кремнемарганцевая |
1250 |
1350 |
С 3 % содержанием никеля |
1250 |
1370 |
С 5 % содержанием никеля |
1270 |
1450 |
С 8 % содержанием хрома и никеля |
1250 |
1370 |
Хромованадиевая |
1250 |
1350 |
Быстрорежущая |
1250 |
1380 |
Аустенитовая хромоникелевая |
1300 |
1420 |
Температуру рабочего пространства печи выбирают несколько выше конечной температуры нагретого металла. Этот перепад называется температурным напором и составляет обычно 100-150 °С.