

8.Верстат токарно – револьверний патронно прутковий з чпк моделі 1в340ф30.
Токарний – револьверний верстат з вертикальною головкою на хрестовому супорті з підвищеної точності 1В340Ф30 призначений для виконання різноманітних токарних робіт в межах встановленої потужності, в основному, при обробці складних деталей із ступінчастим і криволінійним профілем. Нарізування різьб проводиться різцем, мітчиком або плашкою, можливе поєднання обробки інструментом, встановленим у відрізному і хрестовому супортах. Верстат виготовляється в двох виконань: для обробки матеріалів прутків діаметром до 40 мм і для обробки штучних заготовок діаметром до 200 мм.

Рис.8.1. Загальний вигляд верстата.
Призначення верстата.
Верстат призначений для токарної обробки деталей з чавуну, сталі і кольорових металів із ступінчастими і криволінійним профілем з прутка діаметром 25–40 мм і штучних заготовок діаметром до 200мм в умовах дрібносерійного і серійного виробництва. По спец замовленню верстат може комплектуватися набором тих, що подають і затискних цанг для обробки прутка діаметром 12–25 мм.
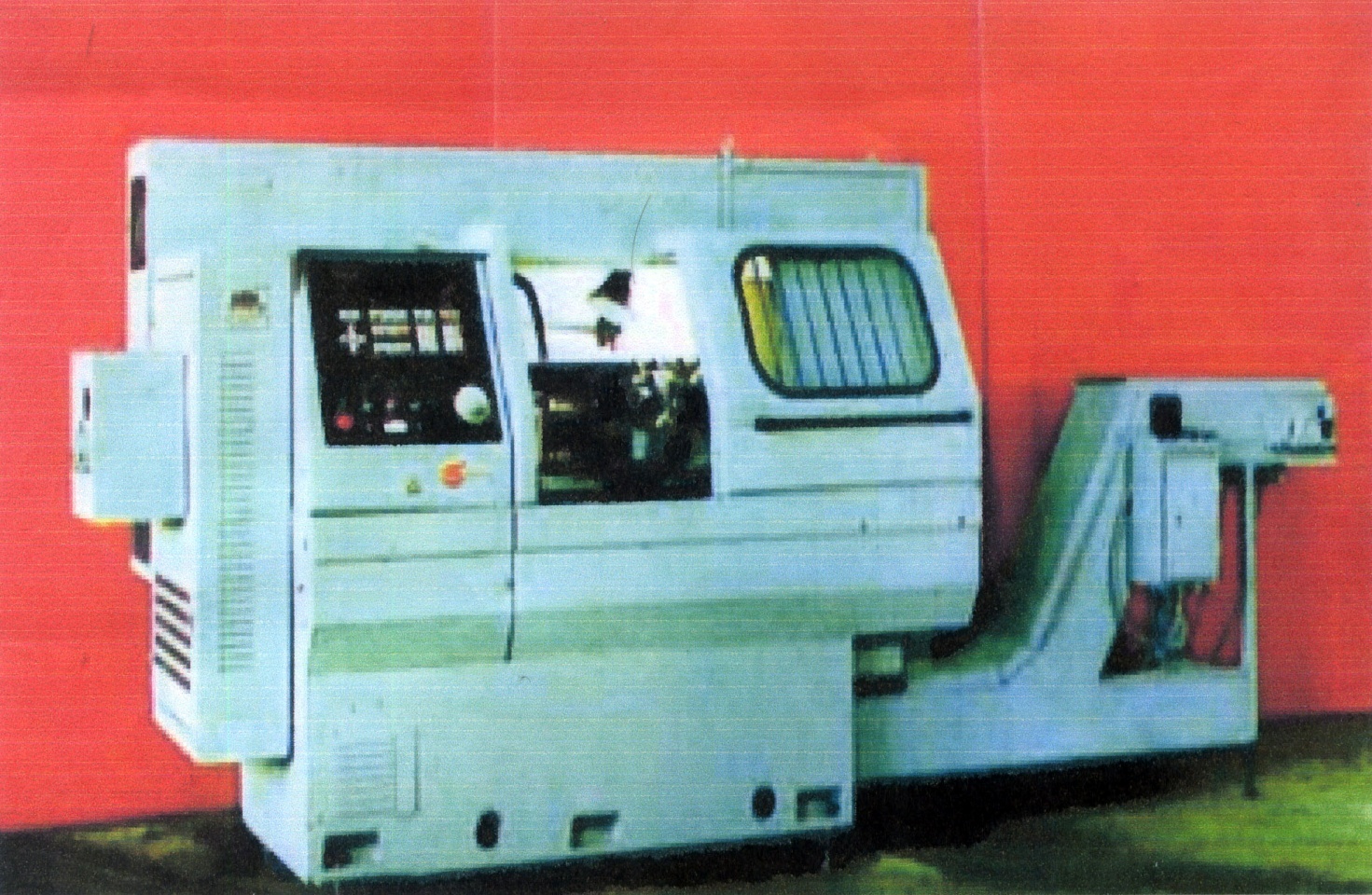
Рис.8.2. Сучасний загальний вигляд верстата.
Особливості конструкції
Станок має автоматичний гідрофіцированний механізм затиску круглих (25–40 мм) і шестигранних (S=19–32) прутків в цанговому патроні, а також штучних заготовок (до 200 мм) в трьохкулачковому патроні. Привод обертання шпинделя: електродвигун постійного струму потужністю 15 кВт.
Привод подач: високомоментні електродвигуни постійного струму в комплекті з кульковими гвинтовими парами. Розвантаження деталей з робочої зони при обробці прутка здійснюється розвантажувальним пристроєм. Прутки завдовжки до 3000 мм встановлюються в захисну трубу з двома стійками.
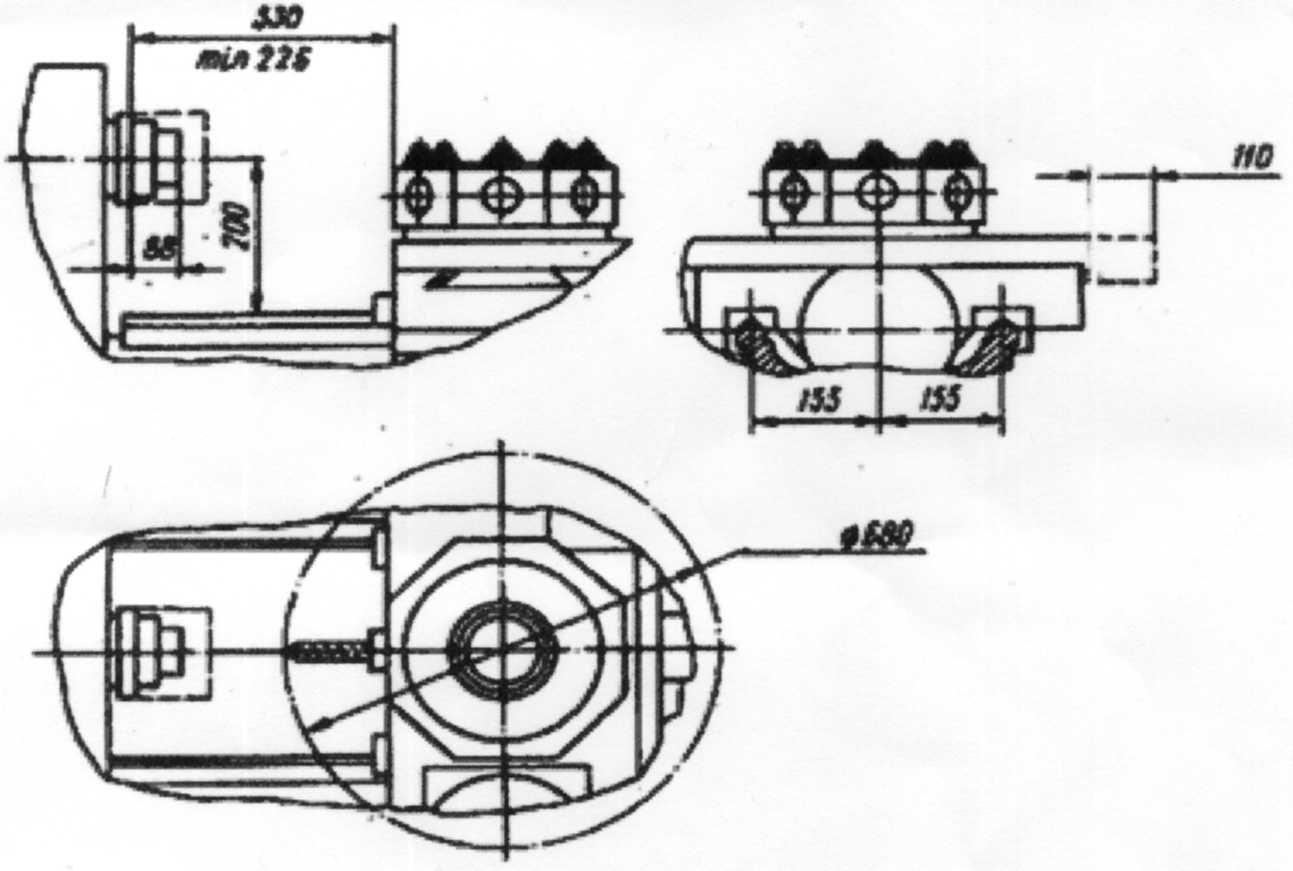
Рис. 8.3. Схема робочої зони.
Пристрій верстата
Верстат змонтований на жорсткій литій чавунній станині. Хрестовий супорт з восьмипозиційною револьверною головкою забезпечує високі технологічні можливості верстата. Жорсткість і точність положення інструменту забезпечується затиском револьверної головки на високоточній зубчатій напівмуфті.
Привід головного руху, що складається з двигуна постійного струму і пасової передачі на шківі шпинделя.
Застосування в приводах подачі високомоментних двигунів постійного струму і кулькових гвинтових пар в комплекті з фото імпульсними датчиками зворотного зв'язку забезпечує високу точність обробки. Для вивантаження з робочої зони готових деталей з прутка встановлений розвантажувальний пристрій. Для підтримки прутка довжиною більше 1000 мм передбачена захисна труба з двома стійками.
Верстат комплектується транспортером для прибирання стружки.

Рис.8.4. Револьверна головка верстата.
Система керування.
Верстат оснащений пристроєм ЧПК типу "Електроніка НЦ–31–03".

Рис.8.5. Пульт керування верстата.
Технічні характеристики токарного верстата 1В340Ф30
|
|
Найбільший діаметр заготовки встановленої над станиною, мм:
|
450 |
Найбільший діаметр оброблюваної заготовки, мм:
|
200 |
Найбільший діаметр оброблюваного прутка, мм:
|
|
При заживній і що подає трубах
|
40 |
При передньому затиску
|
55 |
Найбільша довжина оброблюваної деталі, мм
|
120 |
Кількість позицій револьверної головки
|
8 |
Відстань від переднього торця шпинделя до револьверної головки, мм
|
|
найменша |
226 |
найбільша |
530 |
Найбільше поперечне переміщення револьверної головки, мм
|
110 |
Частота обертання шпинделя; пряме обертання, об/хв.
|
10…2500 |
Точність позиціонування супорта:
|
|
у повздовжньому напрямку, мкм
|
10 |
у поперечному напрямку, мкм
|
5 |
Габаритні розміри станка, мм
|
|
довжина |
3850 |
ширина |
1880 |
висота |
1710 |
Маса верстата, кг
|
3650 |
Сумарна потужність всіх електродвигунів, кВт
|
22,33 |



Рис.8.6. Приводи верстата.