

Суммирование величин
Серийное производство: одно приспособление, но частая переналадка:
![]()
t = 3 – коэффициент, определяющий долю возможного брака;
![]() 1/9
– коэффициент для кривой Гаусса.
1/9
– коэффициент для кривой Гаусса.
![]() 1/3
– коэффициент для кривой равной
вероятности;
1/3
– коэффициент для кривой равной
вероятности;
– постоянная величина, учитываемая при настройке станка.
Массовое производство:
а) одно приспособление на каждом станке:
![]()
т.к. и компенсируются настройкой станка и выверкой приспособления.
б) многоместное приспособление на станке:
![]()
в) приспособления спутники на автоматических линиях или несколько одинаковых приспособлений на станке:
![]()
Пути уменьшения погрешностей
– погрешности изготовления и сборки установочных элементов приспособления:
– ужесточение допусков на изготовление и сборку установочных элементов;
– обработка установочных элементов (опорных площадок) в сборе с корпусом приспособления.
– погрешности, вызванные износом установочных элементов:
– применение более износостойких материалов для опор;
– предварительная обработка заготовок (дробеструйная, механическая обработка).
– применение правильной конструкции опор; контроль износа.
– погрешности вследствие неточности установки приспособлений на станке:
– компенсация настройкой станка (серийное производство);
– ужесточение допусков на присоединительные размеры (массовое производство, спутники и многопозиционные приспособления);
– односторонний выбор зазоров при установке приспособления на станок.
Конечной
целью расчета приспособления на точность
является определение величины![]() ,
а именно
.
Это можно сделать использовав неравенство
(3), т.е. εдоп
≥
εфакт
и
уравнение (2) или (
,
а именно
.
Это можно сделать использовав неравенство
(3), т.е. εдоп
≥
εфакт
и
уравнение (2) или (![]() )
и уравнение (4).
)
и уравнение (4).
Предварительно
подсчитывают
![]() в
уравнении (4).
в
уравнении (4).
Зная, назначают допуски на изготовление деталей приспособления, влияющих на точность обработки заданной заготовки (детали).
Лекция 17
ПРИМЕР РАСЧЕТА НА ТОЧНОСТЬ ПРИСПОСОБЛЕНИЯ ДЛЯ ФРЕЗЕРОВАНИЯ ШПОНОЧНОГО ПАЗА
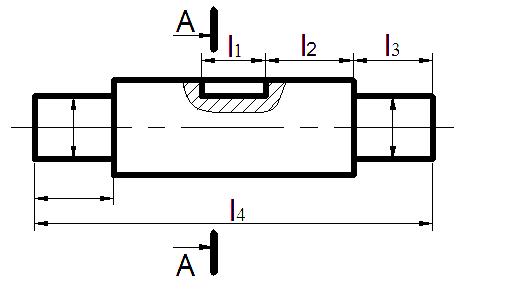
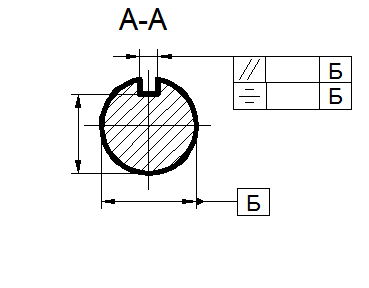
Рис. 1 – Эскиз детали
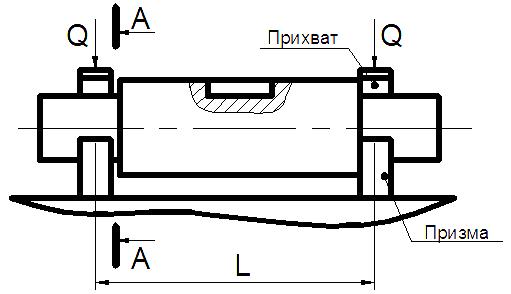
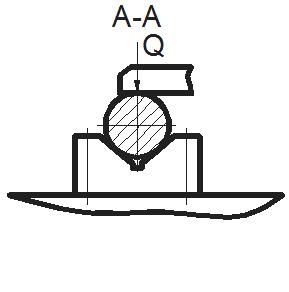
Рис. 2 – Схема установки
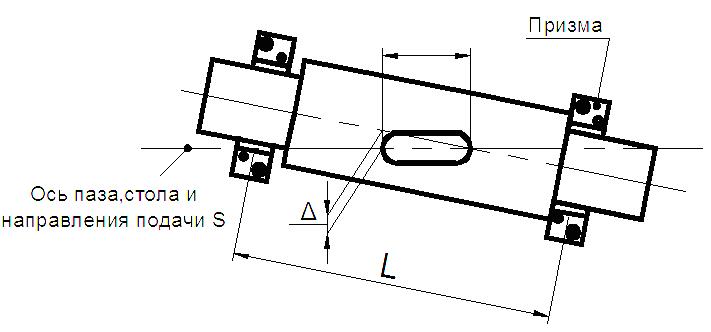
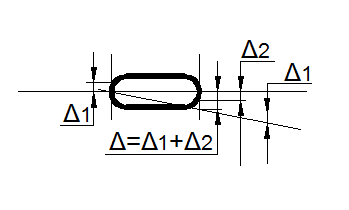
Рис. 3 – Расчетная схема
∆ - погрешность положения оси паза.
Должно выполняться условие:
![]()
Допустимая погрешность
![]()
принимается Т = ∆,
где Т – допуск параллельности оси паза относительно оси цилиндрической поверхности Б (рис.1);
ω
–
погрешность обработки на вертикально
фрезерном станке ( это все погрешности
кроме связанных с приспособлением:![]() );
);
∆ – возникающая погрешность обработки (отклонение от параллельности).
Величина ω зависит от геометрической неточности станка (отклонение от параллельности оси Т - образного паза относительно вектора подачи).
Остальные погрешности не влияют на величину ∆ (размерный износ, жесткость технологической системы, погрешность настройки, температурные деформации.)
Величина ω может быть найдена по нормам точности металлорежущего станка (перечень ГОСТов см. т.1СТМ под. ред. Косиловой, 1972, стр.7) или по таблицам точности окончательной обработки на металлорежущих станках т.1, 1972, стр. 58 или стр.17.
Непараллельность по отношению к установочной поверхности ∆b равна 16 - 25 мкм на длине b = 300 мм.
Пересчет погрешности (непараллельности) на другую длину по формуле:
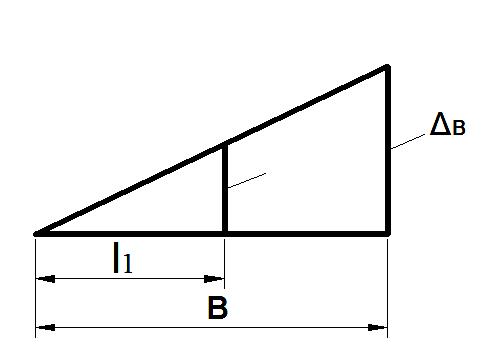
![]()
![]()
Рис. 4 – Схема к определению погрешности ω