

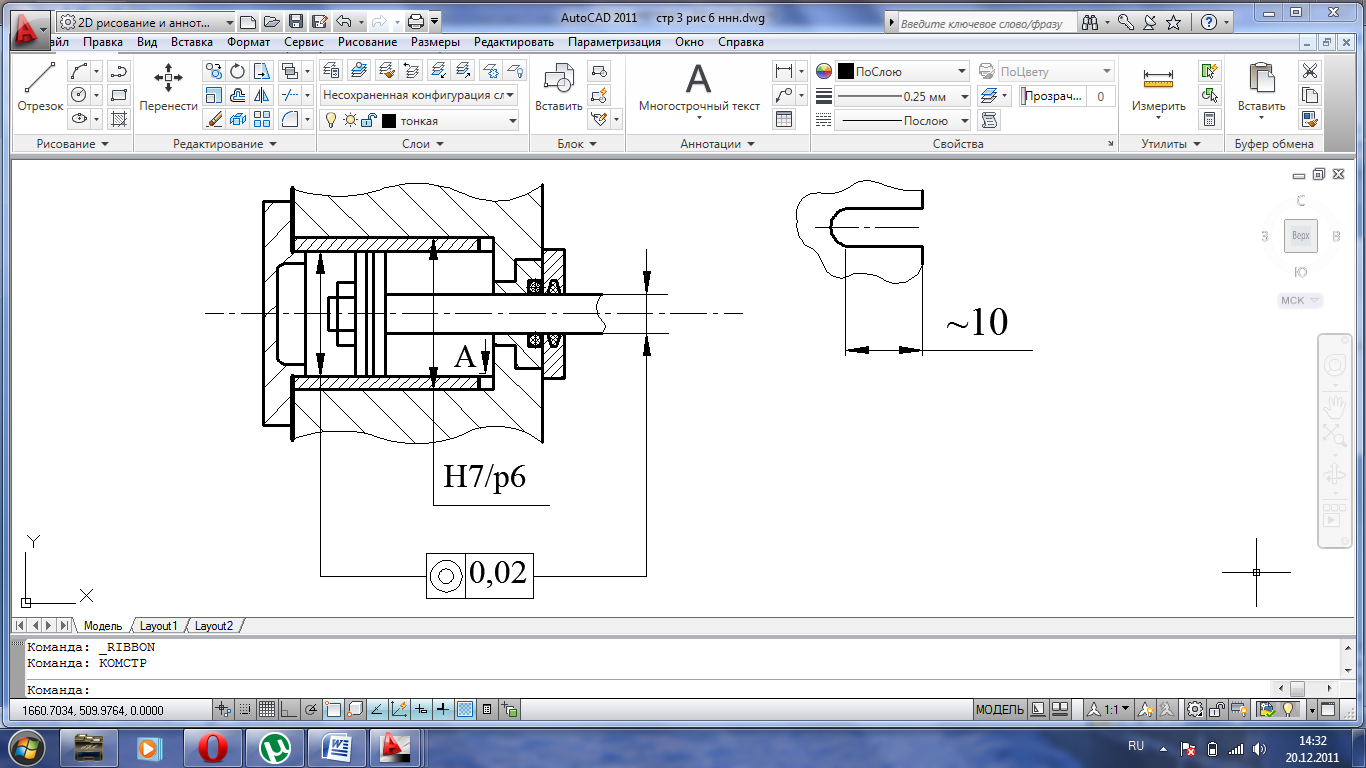
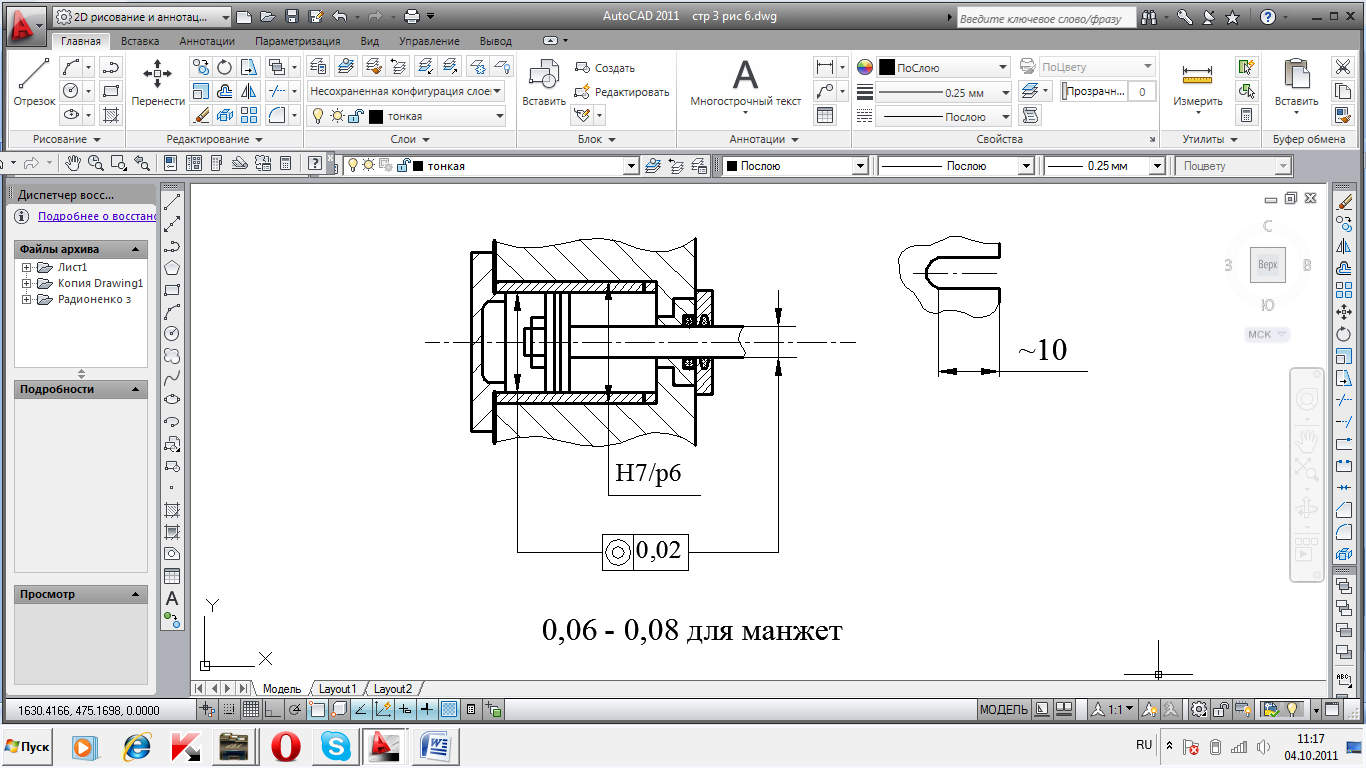
Механизмы с гидропластмассой (гидропластовые)
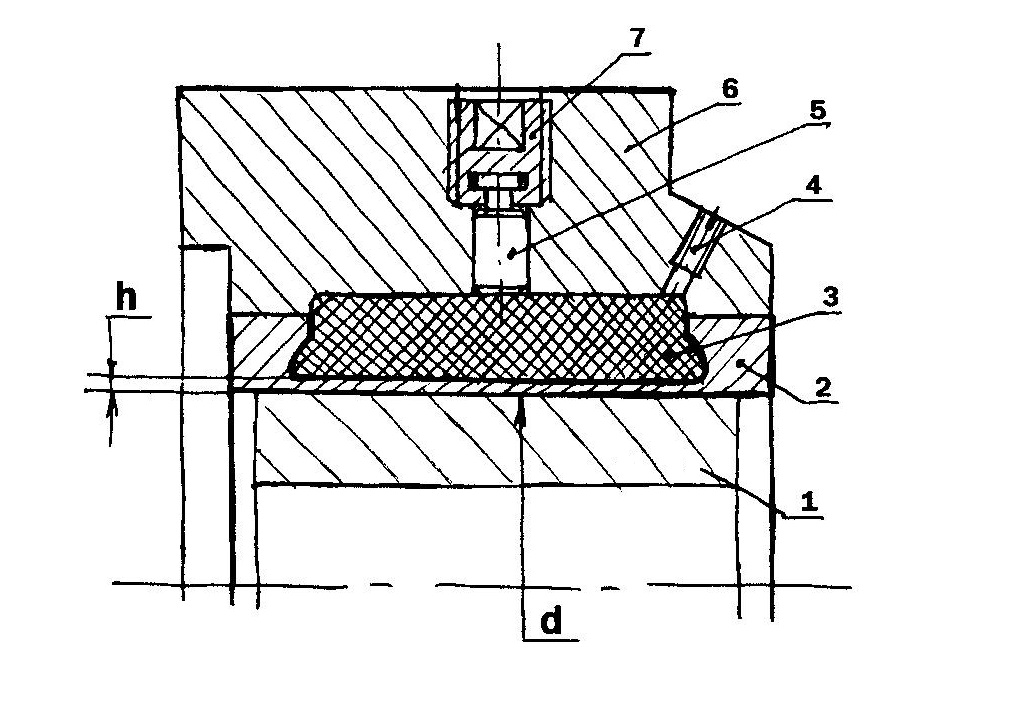
Рис. 6 – Схема зажимного механизма с гидропластмассой
Базовые поверхности заготовок должны быть обработаны не грубее 7-9 квалитетов.
Точность центрирования до 10 мкм.
Материал Сталь У7А, 4ОХ, 30ХГСА, HRC 35…40.
Толщина стенки гильзы h ≈ 0,02d.
Температура плавления гидропластмассы 120…140°C.
Лекция 11
СИЛОВЫЕ ПРИВОДЫ
Силовые приводы – это преобразователи какой-либо энергии в механическую.
Основным назначением силового привода в приспособлении является создание исходной силы W.
Кроме этого, силовые приводы используют для механизации и автоматизации загрузки и выгрузки заготовок, поворота приспособления, удаления стружки, транспортирования деталей и т.д.
В станочных приспособлениях применяют: пневматические, гидравлические, пневмогидравлические, механогидравлические, электромеханические, центробежно-инерционные, электромагнитные, вакуумные, магнитные, приводимые от сил резания, приводимые от движущихся частей станков.
Наибольшее распространение получили пневматические приводы.
ПНЕВМАТИЧЕСКИЙ ПРИВОД
Достоинство пневматического привода:
- быстродействие (доли секунды, скорость перемещения поршня до 0,5 м/с);
- простота конструкции и управления приводом;
- постоянство силы зажима заготовки W;
- надежность и стабильность в работе;
- нечувствительность к температурным изменениям окружающей среды.
Недостатки:
- неплавное перемещение поршня (штока);
- большие габаритные размеры цилиндра;
- повышенный шум при выпуске воздуха.
Пневмопривод включает: пневмодвигатель, пневмоаппаратуру, воздухопровод.
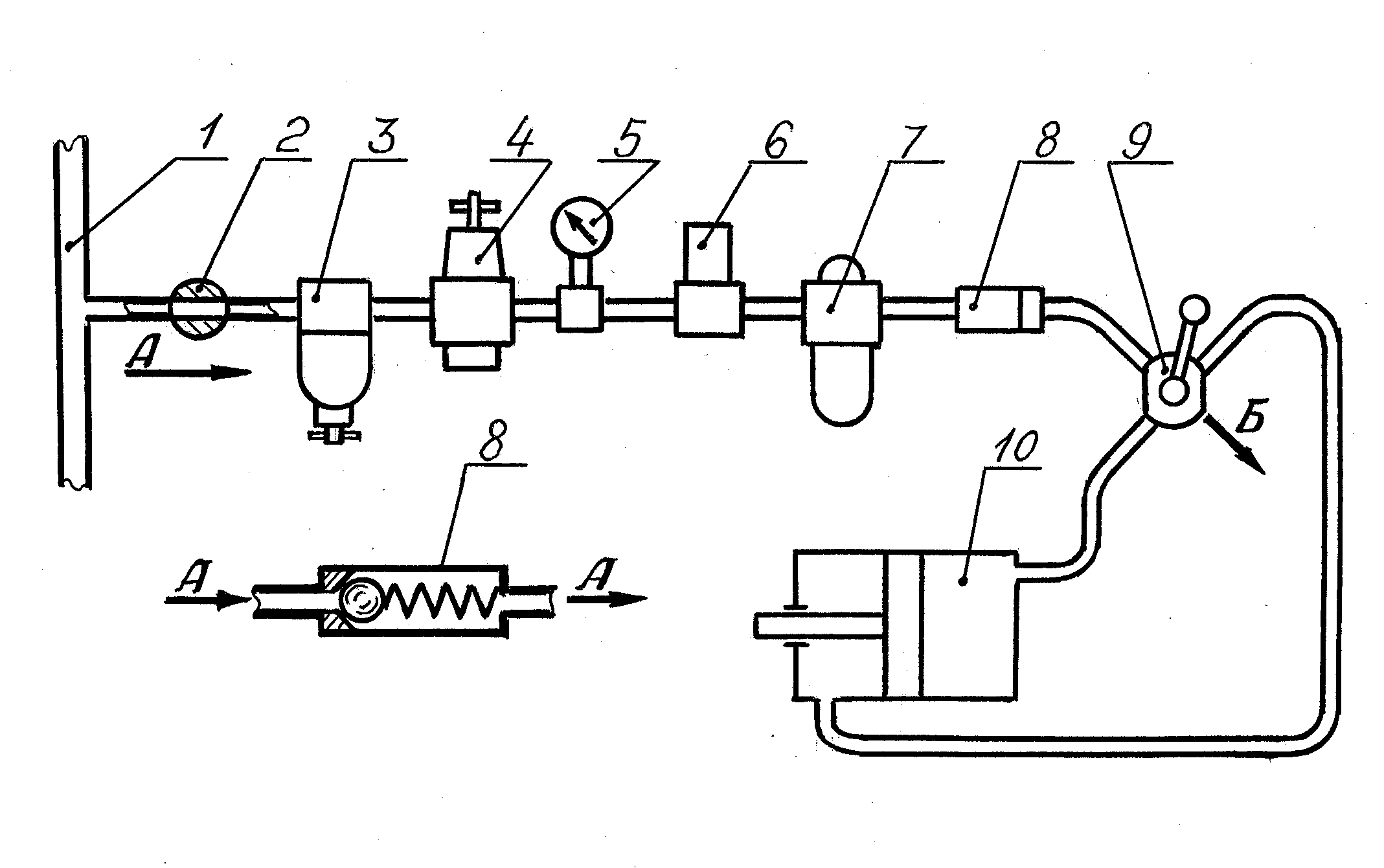
Рис. 1 – Схема пневмопривода
На рис. 1 показаны:
1 – цеховая пневмосеть;
2 – запорный вентиль;
3 – фильтр-влагоотделитель;
4 – регулятор давления;
5 – манометр;
6 – реле давления;
7 – маслораспылитель;
8 – обратный клапан;
9 – распределительный кран;
10 – пневмодвигатель.
Буквами обозначено:
А – подача сжатого воздуха от цеховой пневмосети;
Б – выпуск сжатого воздуха в атмосферу.
Пневмодвигатели по принципу работы подразделяются на поршневые мембранные и сильфонные.
По конструкции различают пневмодвигатели:
- одностороннего действия (рис.2а) ;
- двустороннего действия (рис.2б);
- плунжерные (рис.2в);
- телескопические (рис.2г);
- с торможением (рис.2д);
- сильфонные (рис.2е).
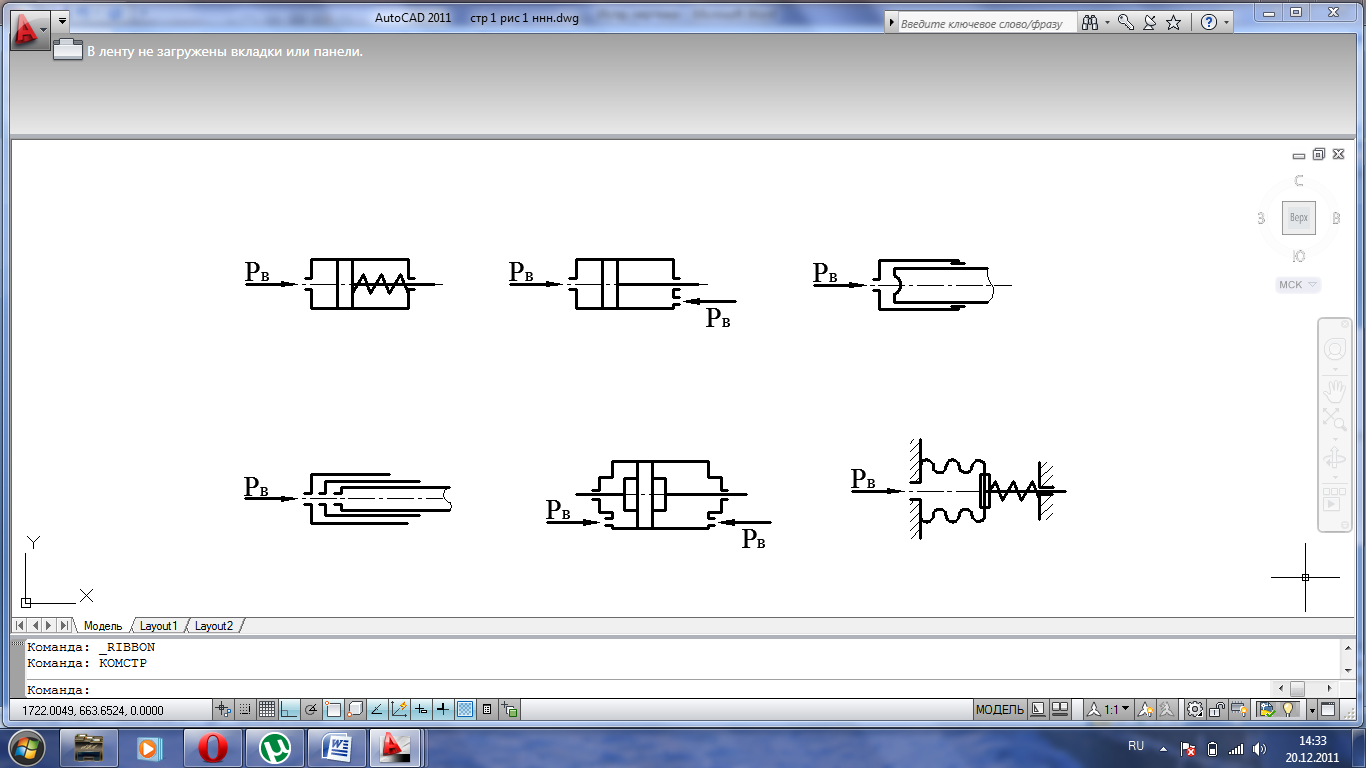
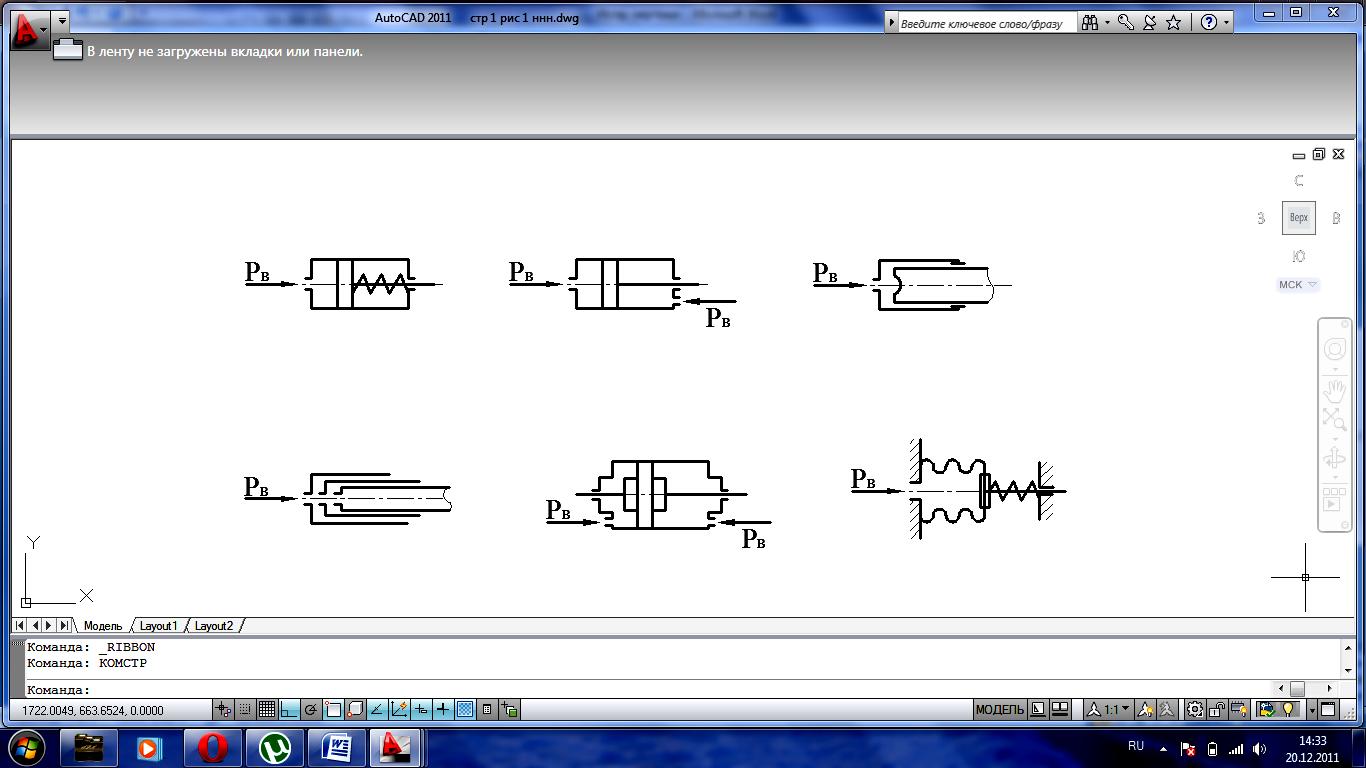
а) б) в)
г) д) е)
Рис. 2 – Схемы пневмодвигателей
По методам компоновки с приспособлениями пневмодвигатели подразделяются:
- встроенные – растачивается корпус приспособления для установки гильзы или мембраны (рис.4а);
- прикрепляемые – монтируются на корпусе приспособления;
- приставные – полностью выделены в отдельный агрегат (универсальные) и многократно используются в других приспособлениях.
Все пневмодвигатели работают от заводской (цеховой) пневмосети с давлением 0.4…0,6М Па.
При расчете принимать 0,4МПа.
ПОРШНЕВЫЕ ДВИГАТЕЛИ
(ПНЕВМОЦИЛИНДРЫ)
Пневмоцилиндры выпускаются диаметром от 25 до 400 мм (50 до 300).
Пневмоцилиндры бывают:
- стационарные;
- вращающиеся;
- однопоршневые;
- плавающие;
- качающиеся;
- с расходящимися поршнями;
- с 2 или 3 поршнями;
-приставные пневмоприхваты и пневмостолы.
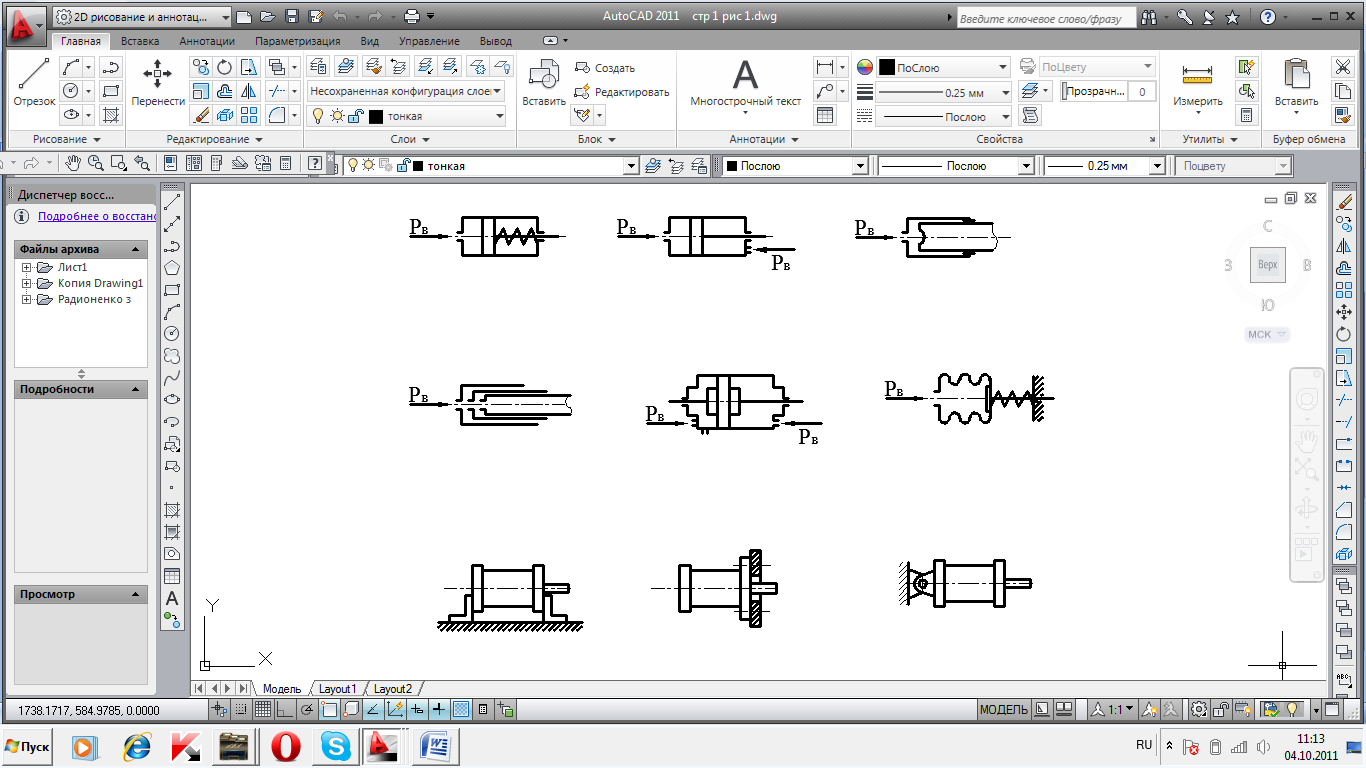
а) б) в)
Рис. 3 – Стационарные пневмоцилиндры: (а) – на лапах; (б) – с фланцевым креплением; (в) – качающийся
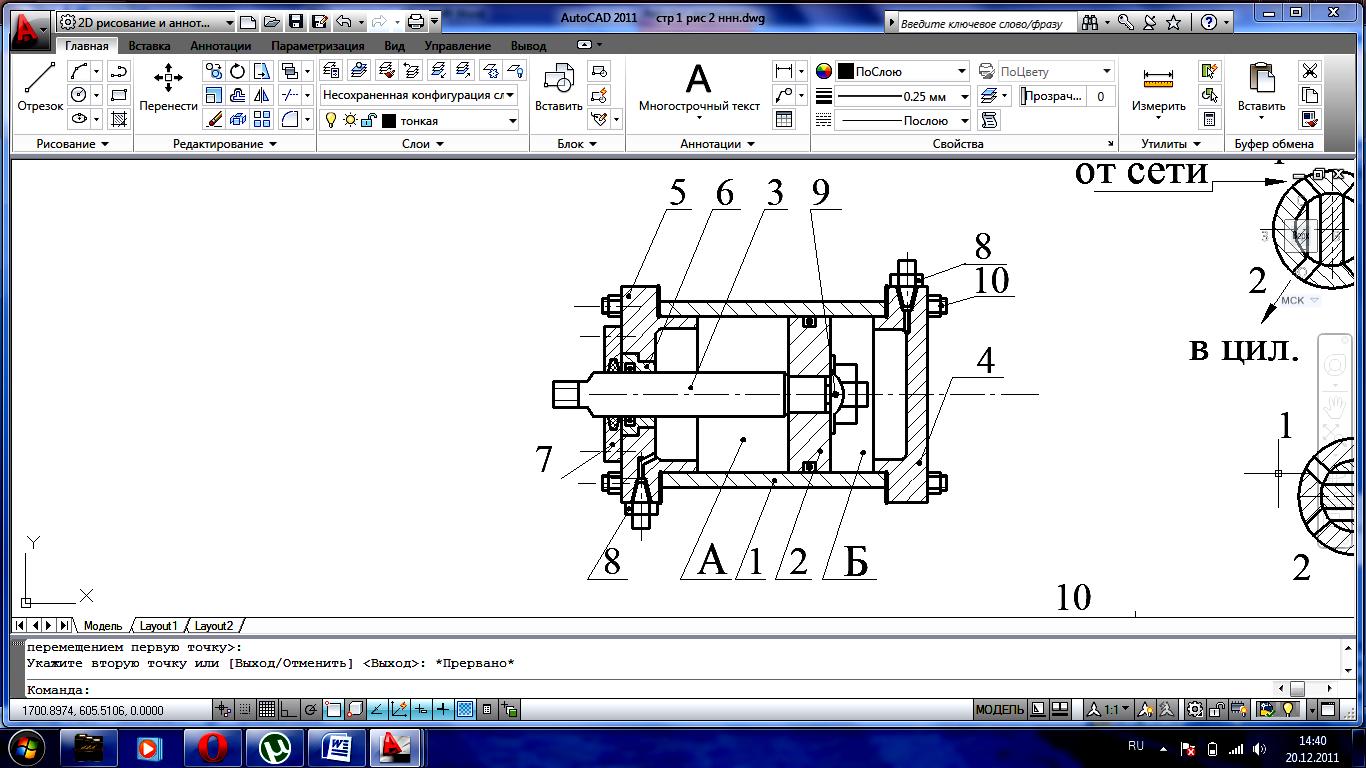
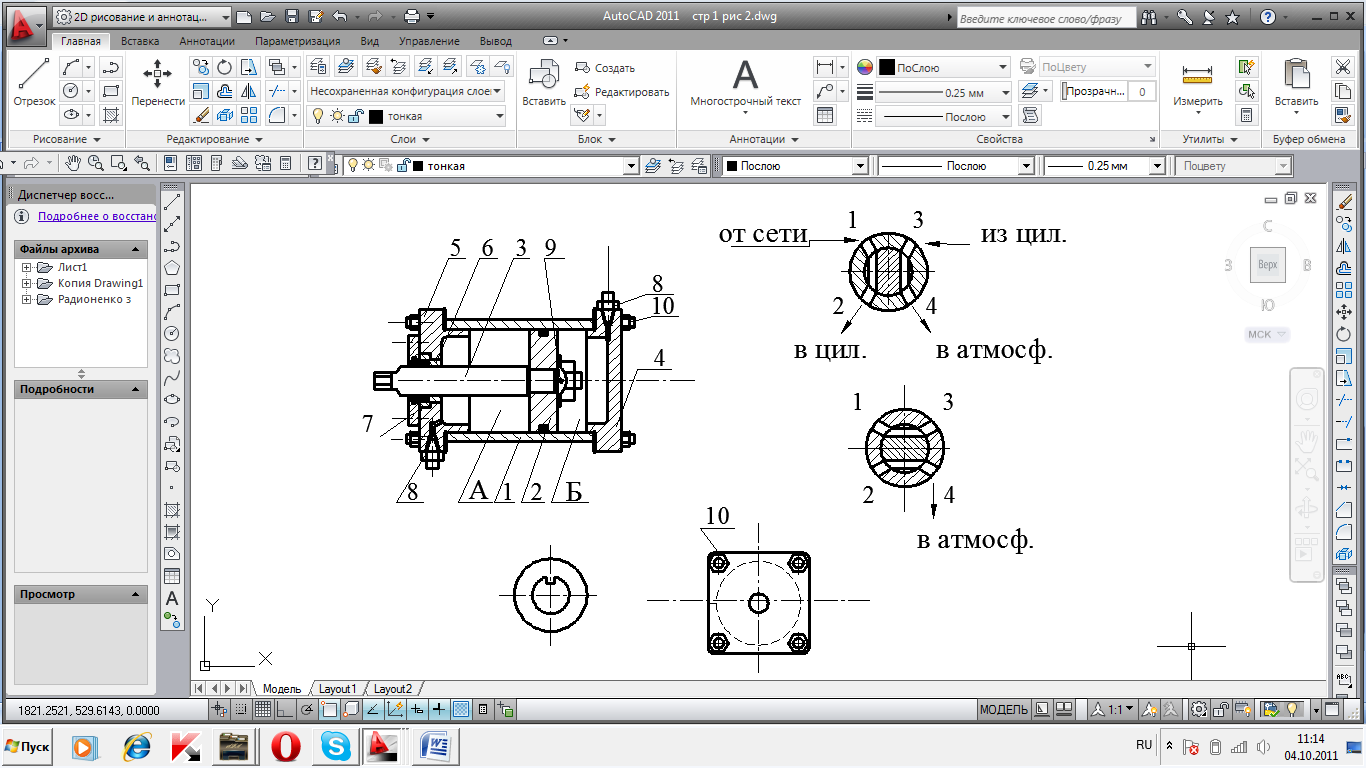
Рис. 4 – Устройство пневмоцилиндра
Основные детали пневмоцилиндра (рис.4):
1 – гильза;
2 – поршень;
3 – шток;
4 – задняя крышка;
5 – передняя крышка;
6 – втулка с уплотнением;
7 – шайба с войлочной набивкой для съема грязи со штока;
8 – штуцера для подвода и отвода сжатого воздуха;
9 – шайба, фиксирующая гайку от самоотвинчивания;
10 – шпильки и гайки, соединяющие крышки и гильзу.
А – штоковая полость пневмоцилиндра;
Б – бесштоковая полость пневмоцилиндра;
1. Гильза – стальная цельнотянутая труба с толщиной стенки от 4 до 10 мм.
Зеркало гильзы имеет шероховатость Rа от 0,4 до 0,1 мкм в зависимости от типа уплотнений. Зеркало желательно хромировать. Иногда гильзы выполняют из чугуна или латунными.
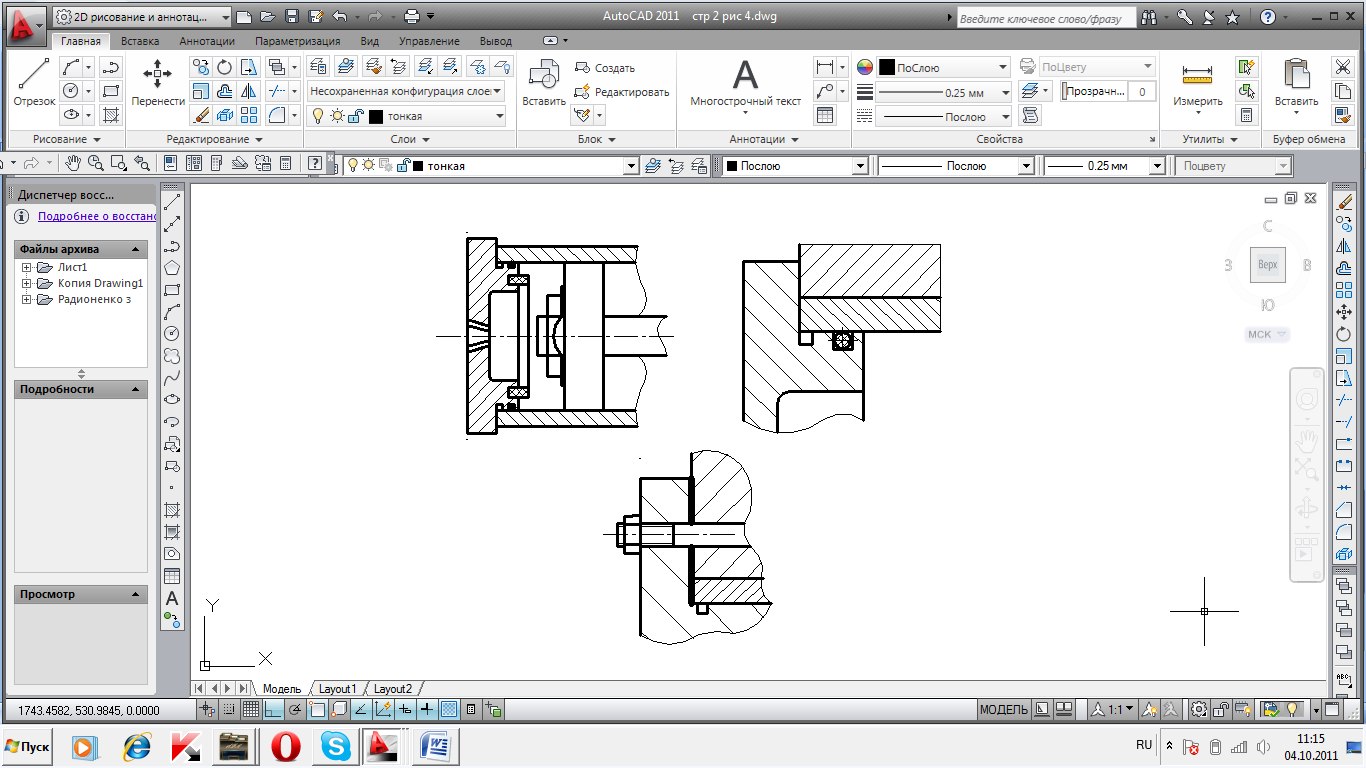
а) б)
Рис. 5 – Гильза, встроенная в корпус приспособления (а); два паза в гильзе для ее выпрессовки из корпуса (б)
2. Поршень. Бывают сборные или цельные. Литые или точеные.
Материал поршней: чугун, алюминиевый сплав, сталь.
Рекомендуется капроновая наплавка на рабочей поверхности поршня.
а) б)
Рис. 6 – Поршень сборный (а) и цельный (б)
3. Шток – стальной с последующим хромированием, может применяться нержавеющая сталь.
Шероховатость рабочей поверхности Rа не более 0,4 мкм
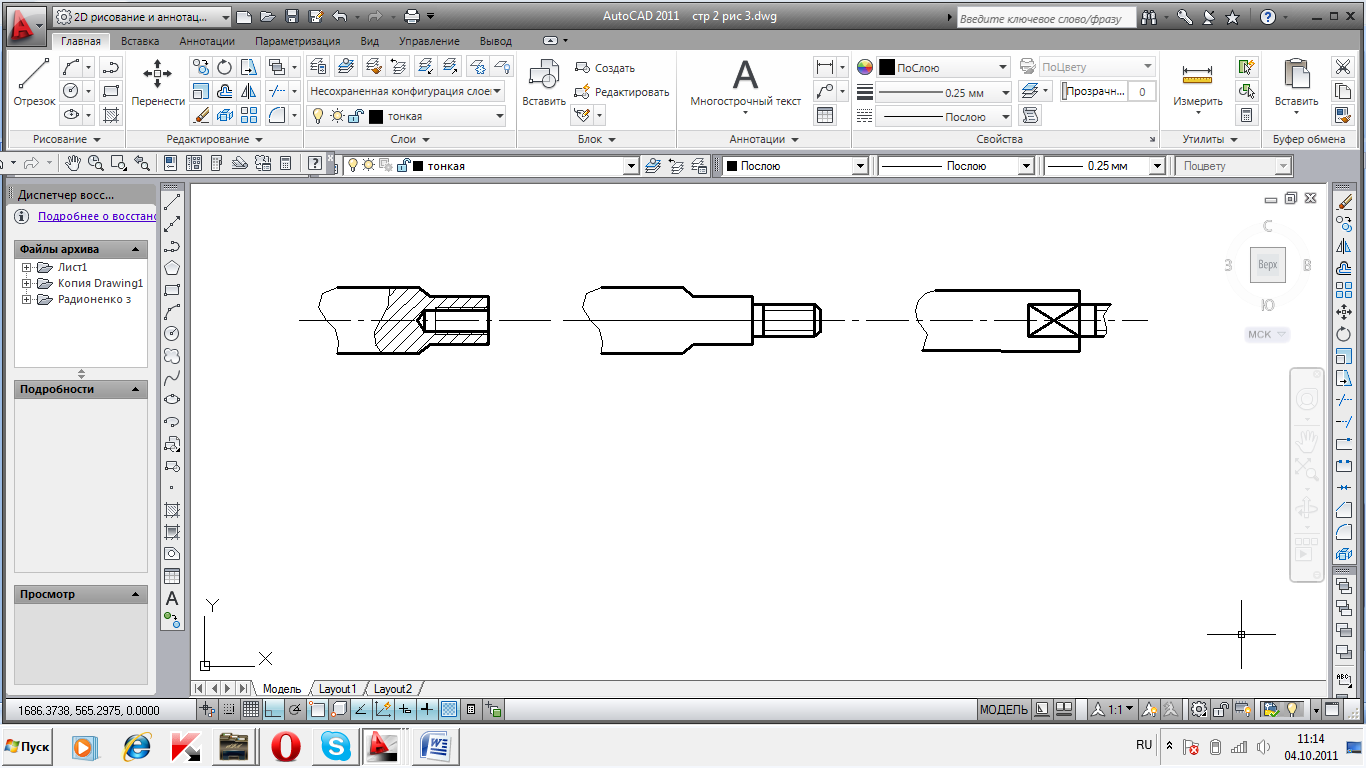
а) б) в)
Рис. 7 – Варианты соединений штока с зажимным механизмом приспособления: шток с внутренней резьбой (а); с наружной резьбой (б); лыски на штоке для удержания гаечным ключем (в)
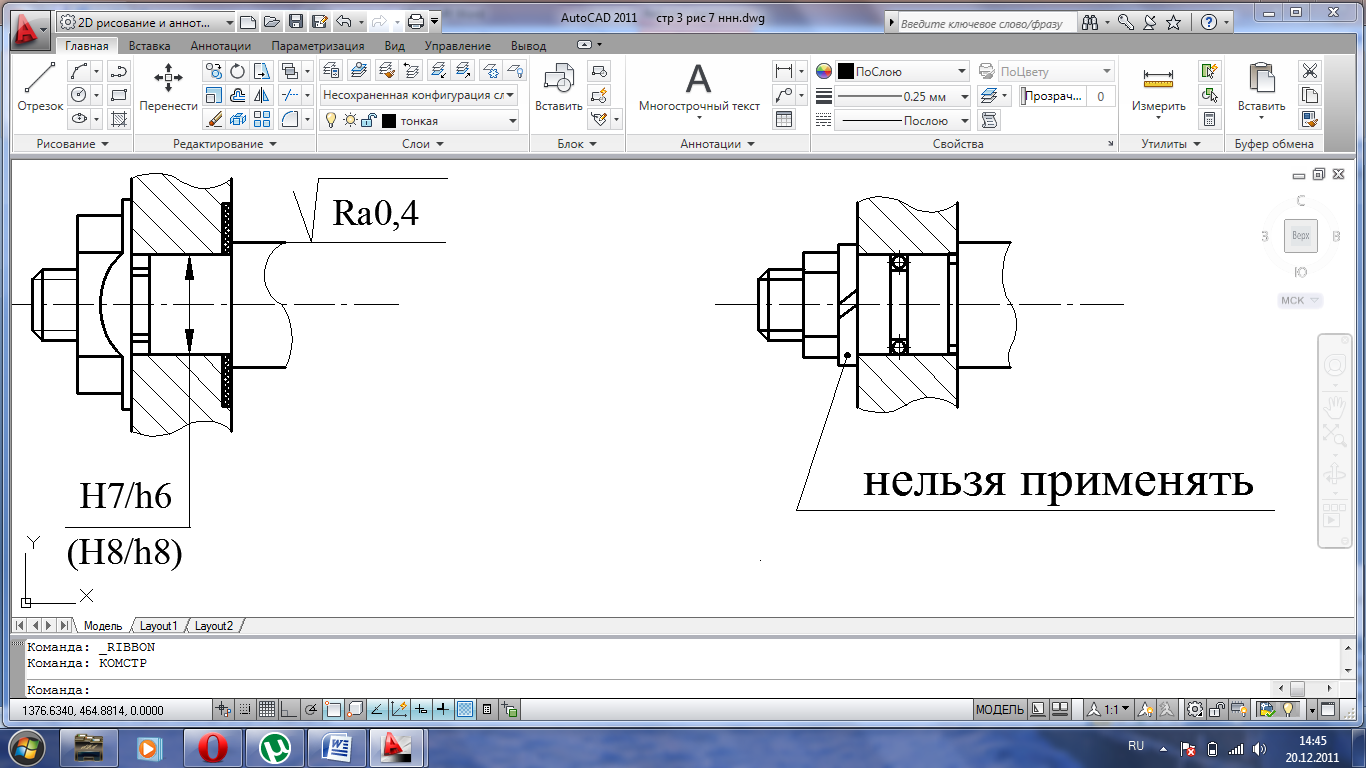
а) б) в)
Рис. 8 – Варианты соединений штока с поршнем: фиксация гайки шайбой, отгибаемой на гайку (а); шайба (б); недопустимая фиксация гайки пружинной шайбой (в)
4. Крышки. Изготавливаются точением из проката или литьем. Материал – чугун, сталь. Иногда в крышки заделывают кольцевые резиновые амортизаторы для смягчения удара (рис.9а).
а) б) в)
Рис. 9 – Варианты уплотнений задних крышек и гильзы: уплотнение резиновым кольцом (а) и (б); уплотнение паронитовой прокладкой (в)
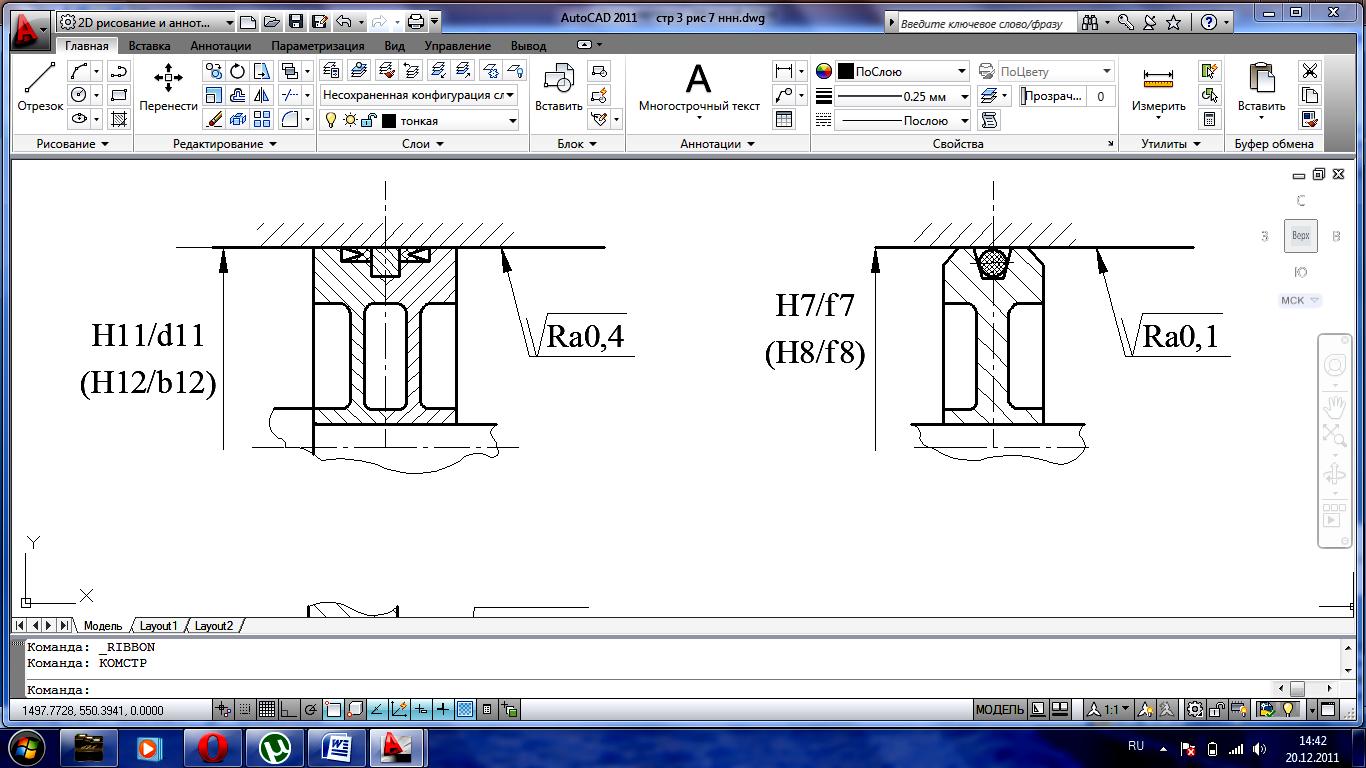
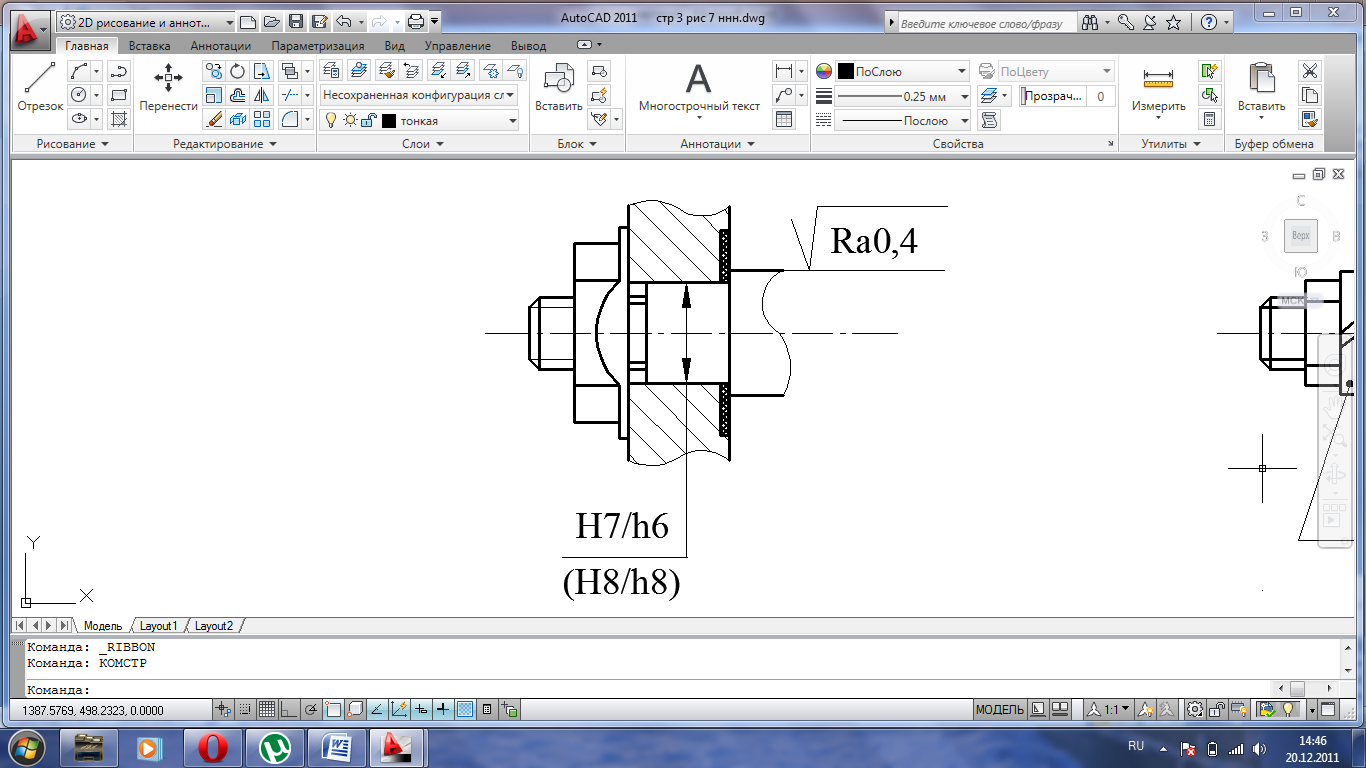
5. Уплотнения.
а) Кольца из маслостойкой резины.
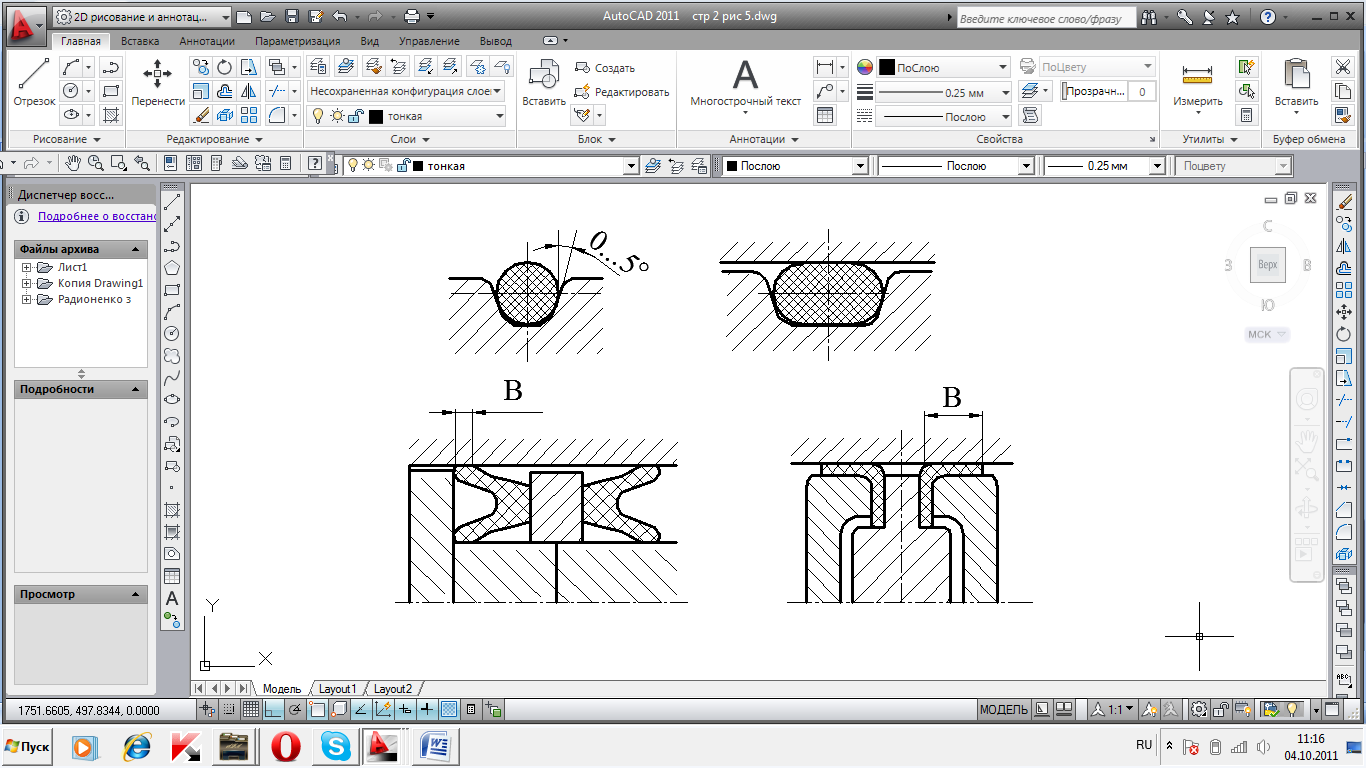
Рис. 10 – Уплотнительные кольца из маслостойкой резины
При уплотнении кольцами шероховатость рабочей поверхности гильзы Rа=0,1 мкм, требуется обильная смазка. Компактны по конструкции.
Длина хода поршня до 100 мм. Трение минимально.
б) Манжеты V-образные из маслостойкой резины.
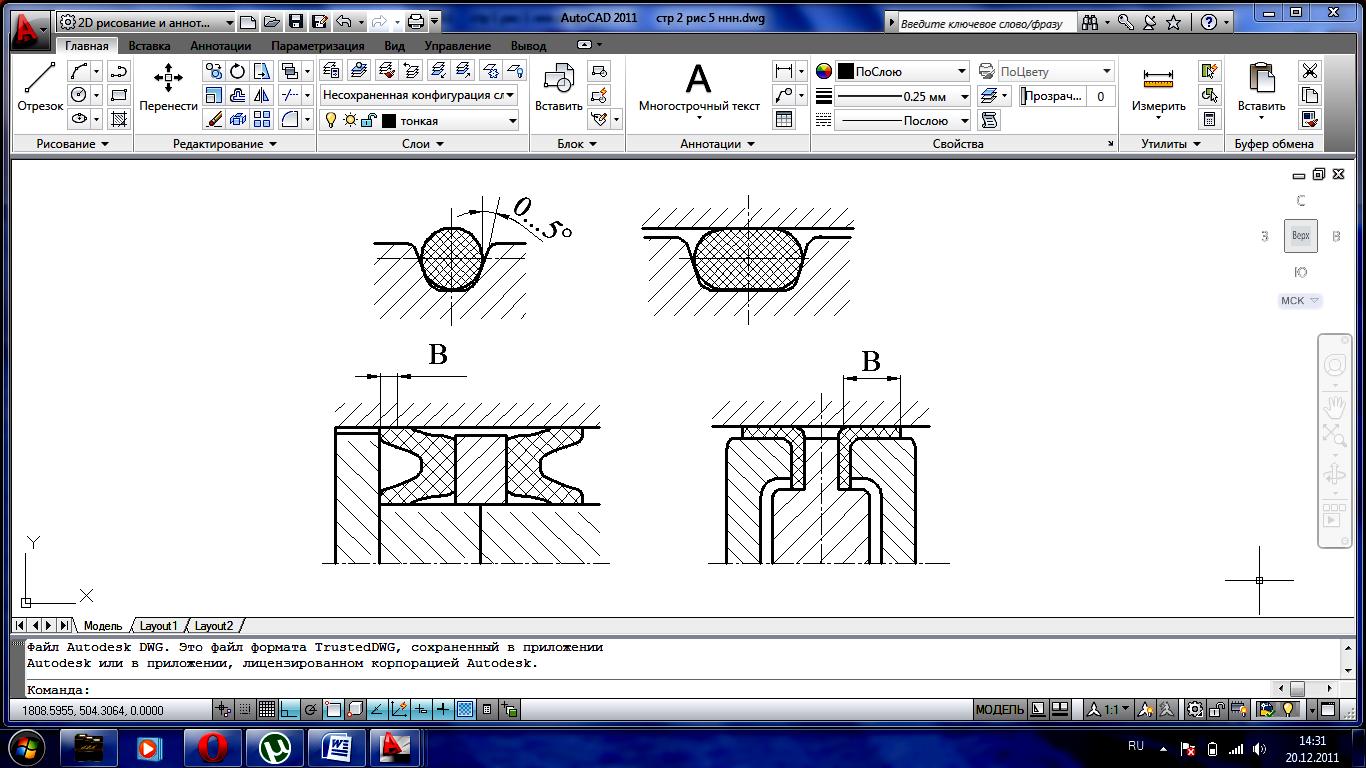
Рис. 11 – Уплотнительные V-образные манжеты
Требуется умеренная смазка. При двустороннем ходе поршня нужно две манжеты, этим усложняется конструкция поршня. Трение мало, т. к. величина В минимальна (рис.11).
в) Уголковые манжеты из кожи, хлорвинила или маслостойкой резины.
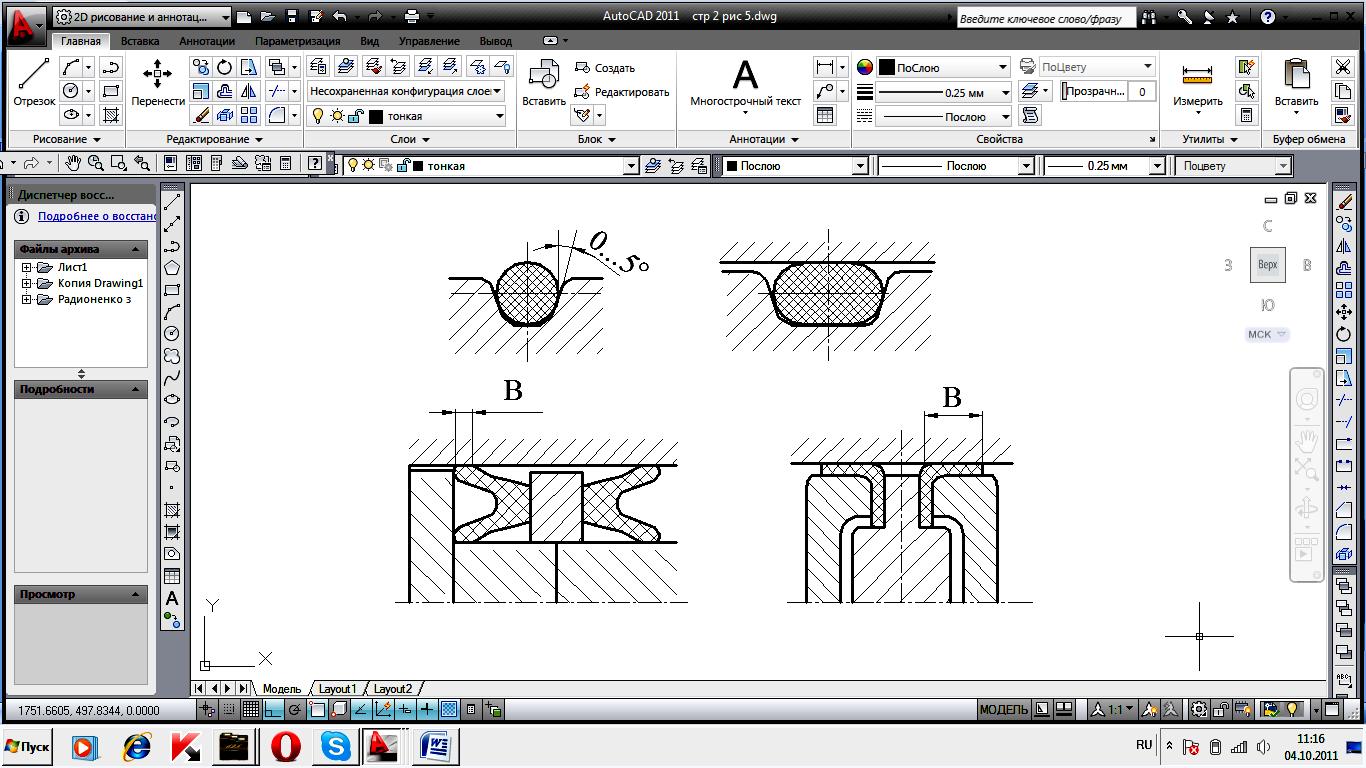
Рис. 12 – Уголковые манжеты
Большое трение из-за большой ширины В. Нужна хорошая смазка.
Применяются
в крупных пневмоцилиндрах при D
цилиндра![]() 100
мм.
100
мм.