

2.2. Индукционный нагрев металлов
2.2.1. Принцип действия индукционных тигельных печей.
Работа индукционных тигельных печей (ИТП) (рис.2.7.) основана на принципе передачи энергии индукцией от первичной цепи к вторичной.
Р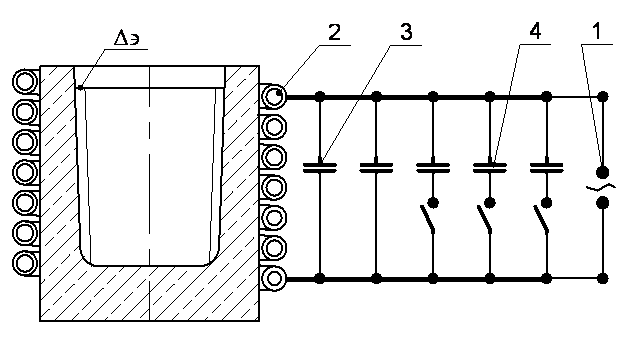 ис.
2.7. Принципиальная схема высокочастотной
индукционной тигельной печи.
ис.
2.7. Принципиальная схема высокочастотной
индукционной тигельной печи.
источник переменного тока;
индуктор; 3- конденсаторы включённые постоянно; 4- наборные конденсаторные ёмкости.
Uген.
ген.
Iа
ген.
 Переменный ток от источника
питания -1, проходя по виткам индуктора
-2, создает переменное электромагнитное
поле.
Переменный ток от источника
питания -1, проходя по виткам индуктора
-2, создает переменное электромагнитное
поле.
Э
φ≈90
о
IL
IO
cos φ≈1
Этот ток направлен на встречу току источника питания и отстаёт от него по фазе на 90. Таким образом, часть энергии, излучаемой индуктором в течение каждого периода (реактивная мощность), возвращается в него с опозданием по фазе на 90°. Эта реактивная мощность циркулирует между индуктором и источником питания. В связи с тем, что между загрузкой тигля и индуктором имеется большой неэлектропроводный зазор, равный толщине стенок футеровки, а плотность магнитных силовых линий в этом зазоре максимальная, реактивная мощность печи в 10…15 раз превосходит мощность, поглощаемую загрузкой (активную мощность). Поэтому реактивный индуктивный ток Iинд. циркулирующий от индуктора к источнику питания, также в 10…15 раз превосходит активный ток Iа ген. Из векторной диаграммы токов (рис. 2.8,а) видно, что при таком соотношении величин токов коэффициент мощности установки (естественный Cos ) не превышает 0,1. настройке контура в резонанс.
φ
cosφ≈0,1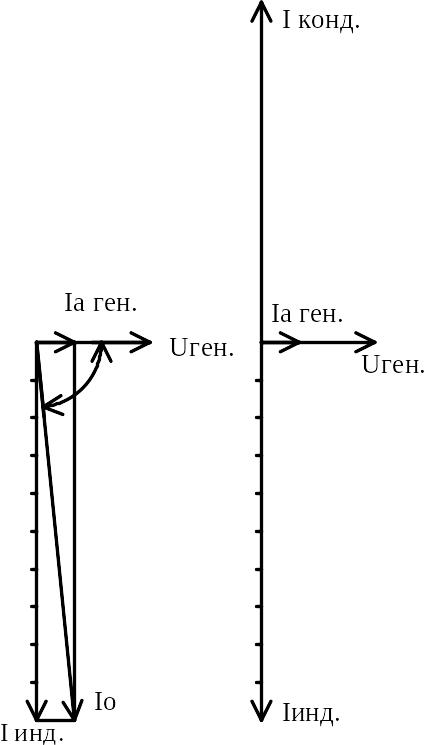
а) б)
Р
I
C
2.2.2. Выбор частоты тока для питания итп
Использование тока промышленной частоты для питания ИТП представляется на первый взгляд наиболее рациональным с точки зрения экономии средств, так как не требует затрат, связанных с приобретением преобразователя частоты и с потерями энергии при его работе. Однако с электротехнической точки зрения имеются ограничения по использованию тока промышленной частоты для ИТП. Кроме того, использование токов повышенной частоты позволяет улучшить показатели плавки и, в частности, увеличить её производительность, уменьшить угар металла.
Для уяснения связи свойств садки тигля и необходимой частоты питающего тока воспользуемся выводами теории индукционного нагрева и четырьмя формулами, которые будут приведены без вывода.
В течение
продолжительного периода плавки (от
расплавления шихты и до выпуска металла)
загрузка тигля представляет собой
сплошное металлическое тело близкое
по форме к цилиндру. В теории индукционного
нагрева показано, что толщина
поверхностного слоя -
![]() ,
в котором циркулируют вихревые токи,
зависит от удельного электрического
сопротивления металла
,
в котором циркулируют вихревые токи,
зависит от удельного электрического
сопротивления металла
![]() ,
его относительной магнитной проницаемости
,
его относительной магнитной проницаемости
![]() и частоты тока
и частоты тока![]() .
Эта величина, называемая глубиной
проникновения тока, определяется по
формуле:
.
Эта величина, называемая глубиной
проникновения тока, определяется по
формуле:
![]() ,
(2.11)
,
(2.11)
где: – в м, – Ом . м, – в Гц.
Из формулы видно, что с увеличением частоты тока глубина проникновения уменьшается. Расплавы с низким электрическим сопротивлением (на основе меди и алюминия) характеризуются меньшей глубиной проникновения тока, чем чугуны и стали. Важно отметить, что при нагреве магнитных сталей и чугунов глубина проникновения тока в них увеличивается примерно в 10 раз при переходе через точку Кюри (730…760 оС в зависимости от марки сплава). Это объясняется тем, что относительная магнитная проницаемость ферромагнетиков - при этом уменьшается от 100 до 1.
Расчеты, подтверждённые практикой, показывают, что для получения удовлетворительного К.П.Д. индукционного нагрева диаметр нагреваемого цилиндра должен превышать глубину проникновения не менее чем 4…5 раз, т.е.
dц (4…5).ΔЭ (2.12.)
Принято считать, что в этом случае система индуктор-садка работает в области ярко выраженного поверхностного эффекта, т.е. в нагреваемом теле существует поверхностный токонесущий слой и сердцевина, величиной тока, в которой можно пренебречь.
Цилиндр меньшего диаметра, помещенный в индуктор, оказывается "прозрачным" для электромагнитных волн, которые проходят через него, не вызывая существенного нагрева. Это явление используется в конструкции сердечников трансформаторов, которые в отличие от шихты не должны разогреваться. Поэтому сердечники выполняются не сплошными, а сборными из пластин, толщина которых, много меньше глубины проникновения тока. Пластины сердечников электрически изолируют друг от друга лаком или путём фосфатации пластин.
Пользуясь соотношениями (2.11) и (2.12), определим минимальный диаметр тигля чугуноплавильной печи, работающей на токе промышленной частоты - 50Гц. Для этого в формулу (2.11) подставим значения электромагнитных характеристик жидкого чугуна:
жидкого чугуна =1,1 .10-6 Ом.м и относительную магнитную проницаемость =1; а также частоту тока =50 Гц.
При этом глубина
проникновения
будет равна 0,081м или 81мм. Следовательно,
минимальный диаметр тигля печи
промышленной частоты согласно (12.2)
должен быть:
![]() ≥ (4…5).
81 = 324…405 мм. Выполнение этого условия
обеспечивает возможность перегрева
жидкого металла в печи с минимальным,
приемлемым К.П.Д.
≥ (4…5).
81 = 324…405 мм. Выполнение этого условия
обеспечивает возможность перегрева
жидкого металла в печи с минимальным,
приемлемым К.П.Д.
На практике печи промышленной частоты имеют диаметр тигля не менее 500 мм и ёмкость не менее 1 тонны. Однако пуск такой печи на обычной твердой завалке практически невозможен, т.к. размеры кусков шихты, используемой в чугунолитейном производстве, значительно меньше 324…400мм. Эффективный нагрев реальной шихты на токе промышленной частоты возможен только до точки Кюри. Вследствие этого плавку в печах промышленной частоты ведут с использованием переходной ванны (плавка с «болотом»). Для этого при выпуске предыдущей плавки в тигле оставляется не менее 1/3 его объема жидкого металла («болото»). При проведении последующей плавки тепло, выделяющееся в «болоте», передается твердой шихте, которая загружается в печь и тонет на дно тигля. Первая плавка на холодной печи при отсутствии жидкого металла в цехе проводится с использованием стартовых слитков. Они представляют собой слитки, диаметр которых близок к диаметру тигля и, следовательно, удовлетворяет условию эффективного индукционного нагрева.
Шихта, загружаемая в «болото» требует обязательного удаления с поверхности кусков шихты влаги, масел и эмульсии во избежание выбросов жидкого металла. Поэтому шихту подогревают до 500С в газовых нагревательных бадьях.
При плавке на твёрдой завалке, без болота в ИТП частота тока должна соответствовать размерам кусков используемой шихты.
Вычислим, какой должна быть частота тока в индукторе при плавке стальных стояков литниковой системы, имеющих форму цилиндра диаметром 40мм. Согласно уравнению 2.12. глубина проникновения тока должна быть ≈10мм. Из уравнение 2.11. получим f =2400Гц. Именно на этой частоте работают печи серии ИСТ ёмкостью 60…400 кг для плавки стали и чугуна.
Эффективность нагрева кусков шихты различной формы зависит от их размеров и частоты тока в индукторе.
При постоянной силе тока в индукторе наибольшая удельная мощность (т.е. мощность, отнесенная к единице объема металла) выделяется в цилиндрических кусках диаметром равным 3,5.э, шаровидных кусках диаметром 4,8.э и пластинах толщиной 2,5.э. Для правки чугуна и стали на частоте 2400 Гц оптимальными будут цилиндрические куски диаметром 35 мм, пластины толщиной 25 мм или шаровидные куски диаметром 50 мм.
Печи ёмкостью в 1 тонну чугуна или стали работают на частоте 1000 Гц. Снижение частоты, по сравнению с расчётной, оказывается возможным благодаря тому, что в тиглях такой ёмкости куски шихты нагреваются не только каждый в отдельности под действием индуцированных в них токов, но и благодаря переходным контактам между кусками. Наличие этих контактов приводит к образованию больших по сечению замкнутых электрических контуров, по которым циркулируют индуктивные токи.