

Федеральное агентство по образованию
Государственное образовательное учреждение высшего профессионального образования ВЯТСКИЙ ГОСУДАРСТВЕННЫЙ УНИВЕРСИТЕТ
Факультет автоматизации машиностроения
Кафедра технологии автоматизированного машиностроения
Методические указания
для выполнения курсовой работы
Дисциплина «Проектирование режущего инструмента» Специальность 151001
«Технология машиностроения»
К И Р О В 2008
УДК 621.9.025
Рецензент: кандидат технических наук, доцент кафедры ОКМ А. В. Удалов
Составители: кандидат технических наук, доцент кафедры ТАМ Е.А. Куимов,
кандидат технических наук, доцент кафедры ИТМ Д. Г. Сергеев
Авторская редакция
© Вятский государственный университет, 2008
1 Типы фасонных резцов
Фасонные резцы служат для обработки наружных, внутренних и торцовых поверхностей разнообразного профиля и различаются по конструктивной форме, способу заточки, способу установки в рабочее положение и по характеру главного движения резания.
По конструктивной форме фасонные резцы разделяются на плоские или стержневые, призматические и круглые.
Профильной поверхностью стержневых фасонных резцов для наружной обработки является один из торцов (рисунок 1, а и б). У стержневых фасонных резцов для внутренней обработки профильная поверхность выполняется на утолщенной (рисунок 1, в) или отогнутой части (рисунок 1, г).
У призматических фасонных резцов профильной поверхностью является одна из боковых граней призмы (рисунок 2). Для крепления призматических фасонных резцов в державках чаще всего служит ласточкин хвост (рисунок 2, а). Получили распространение и конструкции фасонных резцов, базируемые на переднюю плоскость: с прорезью под крепежный винт (рисунок 2, б) и без нее (рисунок 2, в), а также резцы, удерживаемые силами резания, с опорным регулируемым винтом на торце (рисунок 2, г).
Круглые фасонные резцы подразделяются на дисковые, закрепляемые на оправках (рисунок 3), и хвостовые, снабжаемые для закрепления хвостовиками (рисунок 4).
К конструктивным особенностям фасонных резцов относится наличие на некоторых из них наклона профильной поверхности относительно корпуса.
Так, у стержневых фасонных резцов (рисунок 1) профильной поверхности обычно придается наклон в направлении, параллельном боковым плоскостям, обеспечивающий им в рабочем положении запроектированный задний угол α0; в некоторых случаях профильной поверхности придается боковой наклон εу (рисунок 1, б).
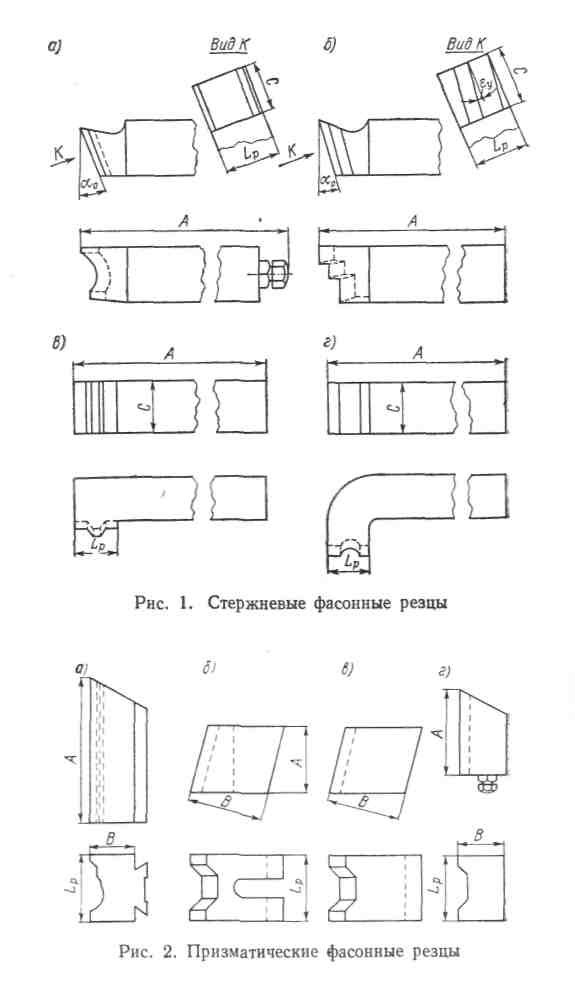
Рисунок 1 – Стержневые фасонные резцы
Рисунок 2 – Призматические фасонные резцы
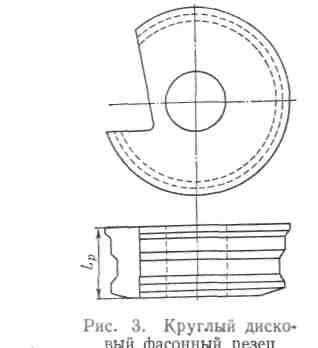
Рисунок 3 – Круглый дисковый фасонный резец

Рисунок 4 – Круглый хвостовой фасонный резец
У круглых фасонных резцов боковой наклон профильной поверхности создается за счет выполнения задней винтовой фасонной поверхности (рисунок 5).
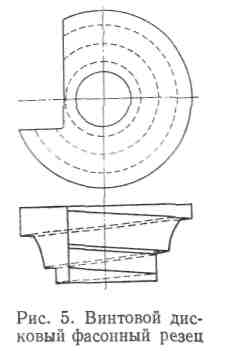
Рисунок 5 – Винтовой дисковый фасонный резец
Всем фасонным резцам в основном сечении С0 (рисунок 6) придается некоторый угол заточки Σ0. Сечение С0 проводится параллельно боковым плоскостям резца Пт через основную точку его профиля Оп, выбираемую обычно на наиболее выступающей части режущей кромки. Угол Σ0 измеряется между передней плоскостью резца Пп и его базовой плоскостью Пб, проводимой у призматических резцов через точку Оп перпендикулярно образующим прямым профиля (рисунок 6, а и в), ay круглых — через ось Ор и точку Оп (рисунок 6, б и г).
При заточке резца под углом Σ0 образуется также и угол его заострения
β0 = 90° - Σ0. Дополнительно к этому передней плоскости фасонных резцов может придаваться еще и угол боковой заточки Σб, измеряемый в сечениях, перпендикулярных плоскостям Пб и Пт (рисунок 6, в и г).
Фасонные резцы устанавливают в рабочее положение таким образом, что точка Оп их профиля располагается в основной плоскости П0, проводимой через ось обрабатываемой детали Од параллельно направлению продольной и поперечной подач (рисунок 7, а, б, в, г); для образования заднего и переднего углов (α0 и γ0) им придается некоторый наклон в направлении, параллельном боковым плоскостям (рисунок 7, а и б). Кроме того, фасонным резцам могут придаваться дополнительные углы наклона (поворота) относительно оси детали: в плоскости, перпендикулярной направлению поперечной подачи (рисунок 7, в, угол εу), или в основной плоскости (рисунок 7, г, угол εz).
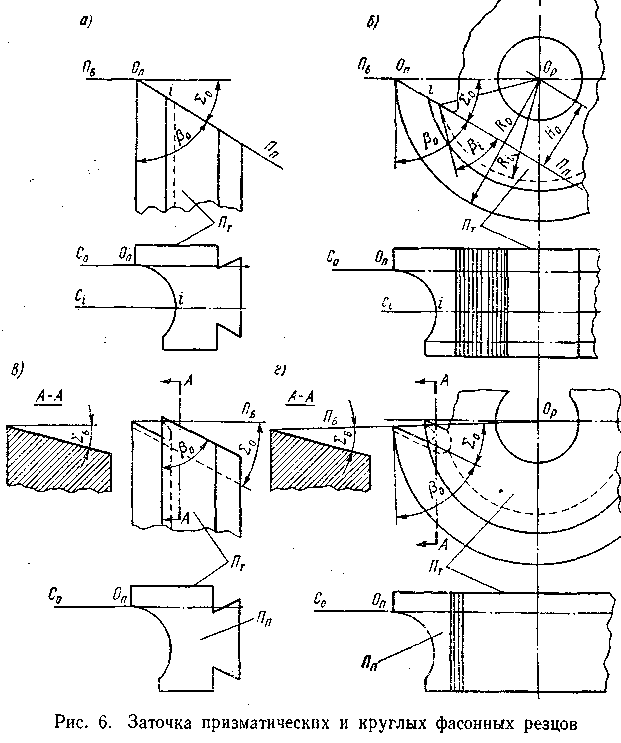
Рисунок 6 – Заточка призматических и круглых фасонных резцов
По характеру главного движения резания фасонные резцы могут быть разделены на токарные, работающие при вращательном движении деталей (рисунок 7, а, б, в, г), и строгально-долбежные — при возвратно-поступательном движении детали или резца (рисунок 7, д). По направлению подачи токарные фасонные резцы разделяются на радиальные (рисунок 7, а, б, в, г) и тангенциальные (рисунок 7, е). Резцы, у которых передняя грань заточена только под углом Σ0, а боковые плоскости в рабочем положении перпендикулярны оси обрабатываемой детали, получили наибольшее распространение и называются в дальнейшем фасонными резцами основного типа (рисунок 7, а, б и др.).
Резцы, снабженные боковой заточкой передней плоскости (угол Σб) или углами наклона боковых плоскостей относительно оси детали (углы εу или εz), применяются в тех случаях, когда при обработке фасонными резцами основного типа не дается создать удовлетворительные условия резания; такие резцы называются фасонными резцами с дополнительными углами (рисунок 6, в, г и рисунок 7, в, г).
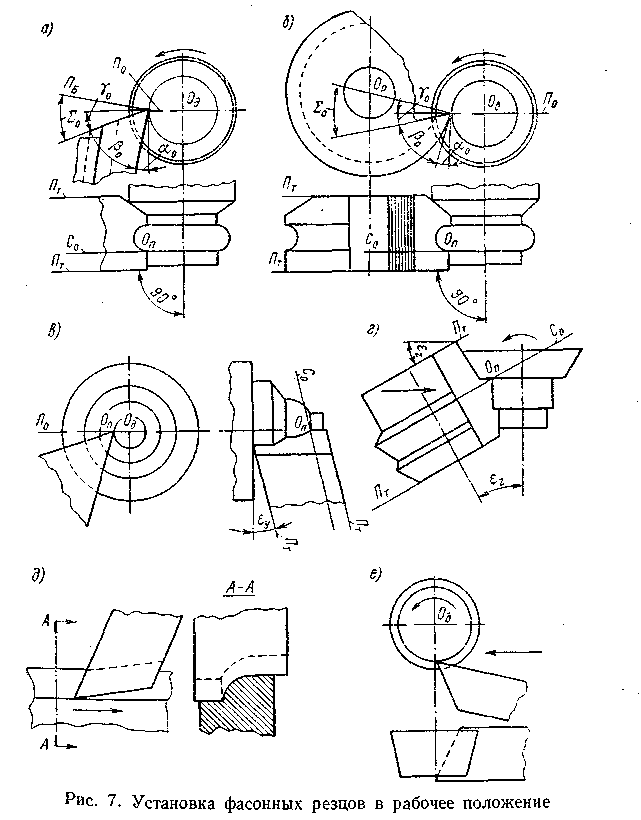
Рисунок 7 – Установка фасонных резцов и рабочее положение