

Виготовлення трафаретних форм.
Визначальний дозвіл у цьому способі є, дозвіл плівкового оригіналу й збільшення такі, що вимагаються. У сучасних пристроїв, залежно від об'єктива проекційної системи, дозвіл можливим в межах 20 - 30 мкм. За прямого нанесення зображення розв'язні можливості непорівнянні з дозволом виготовлення друкарських форм у проекційному копіюванні. Окремі растрові крапки автотипного растрування за цифрового способу (спосіб прямого нанесення) складаються з декількох окремих крапок.
Оцінка характеристик існуючих систем прямого нанесення зображення показує, що ними здійснюється перенос растрових крапок розмірами до 50 мкм за лініатури до 26 лін./см.
Загальний вигляд проекційного пристрою для виготовлення трафаретних форм показано на рис.18.
5.9. Цифрові способи виготовлення друкарських форм
У цифрових способах виготовлення трафаретних друкарських форм світлочутливий шар наноситься на сітку так, як у прямих способах, і зображення записується лазерним променем, після чого проявляється як у звичайній технології (рис. 19).
При прямому нанесенні зображень передбачається використання "плівкових оригіналів" у цифровій формі. Вони являють собою файли даних, записані на носії інформації. Вибір лініатури растра, з якої буде наноситися зображення на друкарську форму, виробляється тільки після виводу файлу даних.
Після виготовлення плівкових фотоформ у додрукових процесах найважливішими є наступні:
нанесення на сітку світлочутливого шару;
експонування;
прояв друкарської форми.
Експонування друкарських форм трафаретного друку
Правильний час експонування під час виготовлення друкарських форм - дуже важливий параметр, тому що тільки при його дотриманні може бути забезпечений бездоганний перенос зображення на друкарську форму, без переекспонування або недоекспонування.
Переекспонування веде за растрового сюжету до більшого падіння градацій зображення. У цьому випадку пропадають деталі.
Недоекспонування завжди пов'язане з характеристиками стабільності друкарської форми. Тому час експонування повинне бути ретельно вивірений.
Нанесення світлочутливого шару виробляється в основному на підприємстві трафаретного друку. Це приводить до того, що світлочутливі шари, що має вирішальне значення товщиною копіювального шару, відрізняються між собою.
Необхідний для оптимальної експозиції час залежить (поряд зі спектральним складом світла, що експонує, з індивідуальною спектральною чутливістю копіювальної лампи) від товщини трафаретної форми (товщина сітки + товщина нанесеного копіювального шару).
Занадто тонкі (або занадто товсті) трафаретні друкарські форми, при рівному часі експонування, часто переекспонуються або недоекспонуються.
Трафаретні друкарські форми з різною товщиною за форматом друку не можуть бути рівномірно скопійовані. У цьому випадку будуть нерівномірними тонові коливання.
Тому що час експонування пов'язаний з певною товщиною копіювального шару, точність відтворення зображення під час виготовленні друкарської форми грає дуже важливу роль.
Обидва параметри (потужність світла копіювальної лампи й товщина трафаретної друкарської форми) можуть бути різними для різних друкарень. Виготовлювач світлочутливих копіювальних шарів не може вказати для всіх кінцевих користувачів однаковий час експонування, а може дати тільки рекомендації. Правильний час експонування визначається шляхом східчастої засвітки певної контрольної шкали, такої як офсетний тестовий клин 1982 року Швейцарського дослідницького поліграфічного товариства UGRA. Однак, за проекційного копіювання, цей клин може бути використаний з певними обмеженнями.
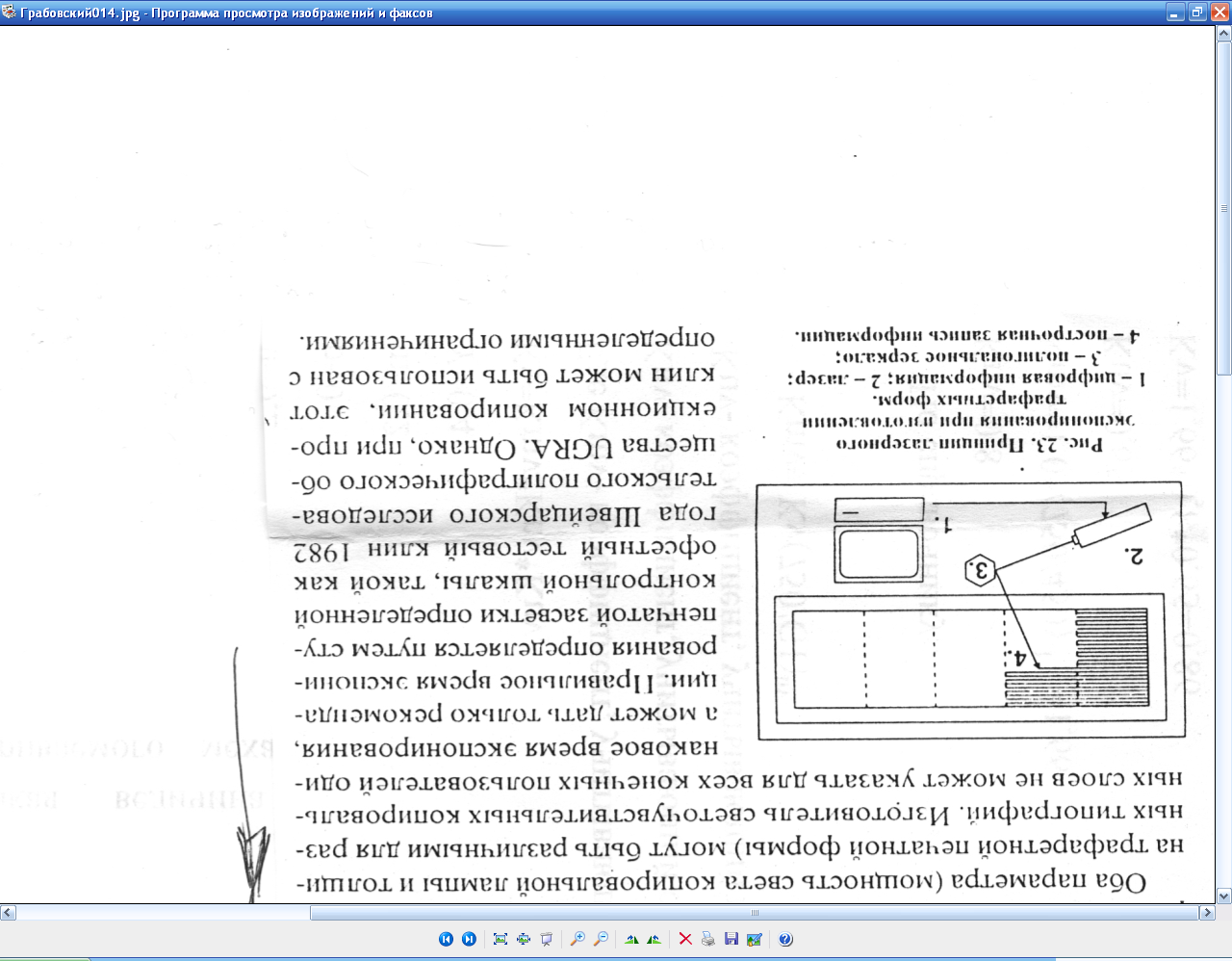
Рис. 19. Принцип лазерного експонування під час