

Коробка скоростей
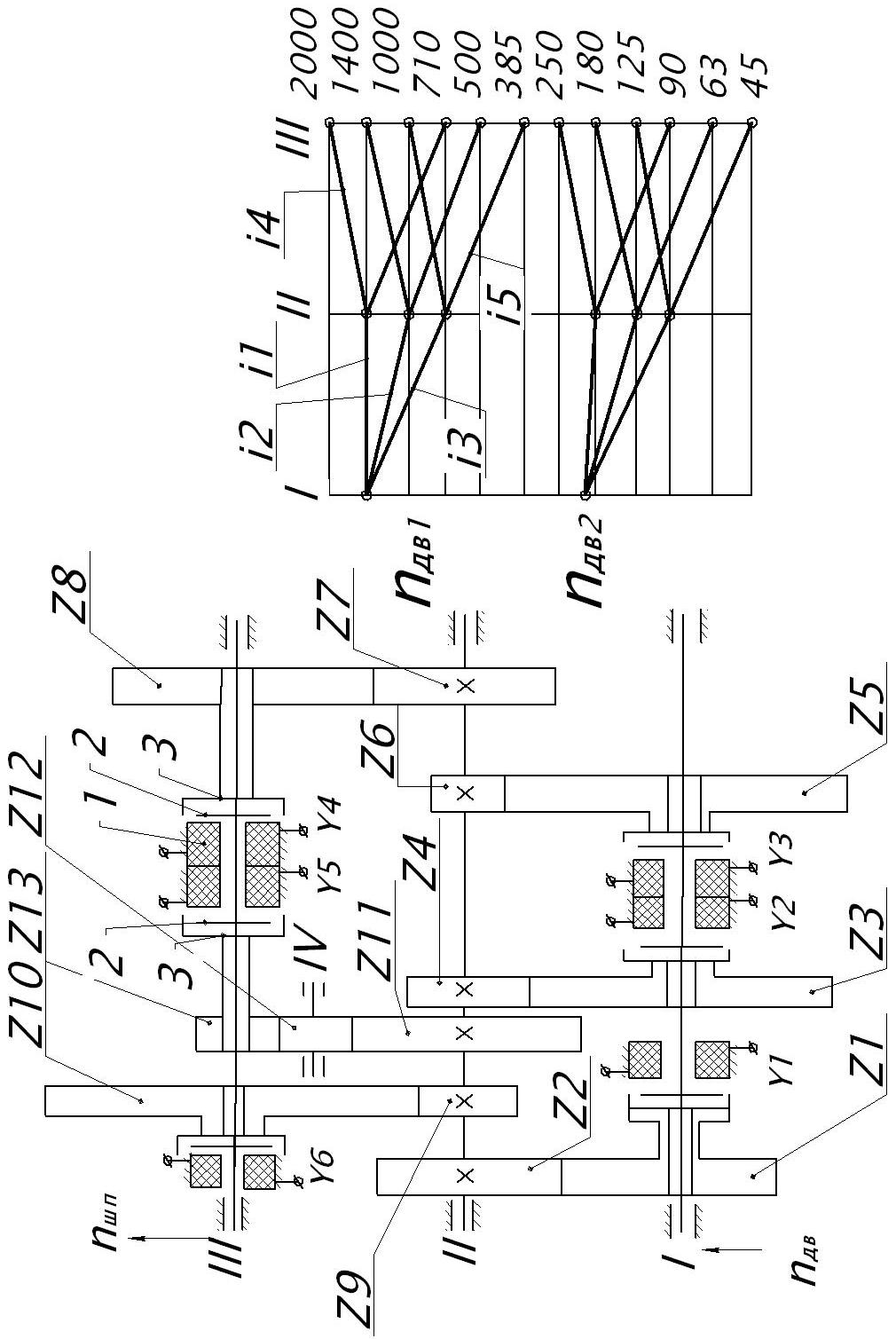
На станке применена унифицированная автоматическая коробка скоростей (рисунок 3.3). Это 4-валовая коробка скоростей имеет 6 электромагнитных муфт (Y1…Y6), которые, включаясь попарно, дают возможность получить 12 степеней частот вращения шпинделя (с учетом 2-х скоростей двигателя М1). Переключение коробки скоростей допускается на ходу и под нагрузкой (т.е. в режиме резания).
Торможение выходного вала и коробки скоростей осуществляется одновременно включением 3-х муфт на выходном валу при отключенных остальных муфтах (Y4, Y5, Y6).
Реверс шпинделя осуществляется электродвигателем при помощи смены полярности питания.
В коробке скоростей использованы нормализированные электромагнитные фрикционные муфты с магнитопроводящими дисками и бесконтактным токопроводом типа ЭТМ-104 и ТМ-114. Смазка коробки скоростей производится централизованно. Для формирования скоростей прямого вращения используются электромагнитные муфты Y1, Y2, Y3, Y4, Y6, а для получения скоростей обратного вращения муфта Y5 и промежуточный вал IV с группой шестерен Z11, Z12, Z13. Три скорости обратного вращения формируются при подаче питания +24 В на муфты: Y1 Y5; Y2 Y5; Y3 Y5.
|
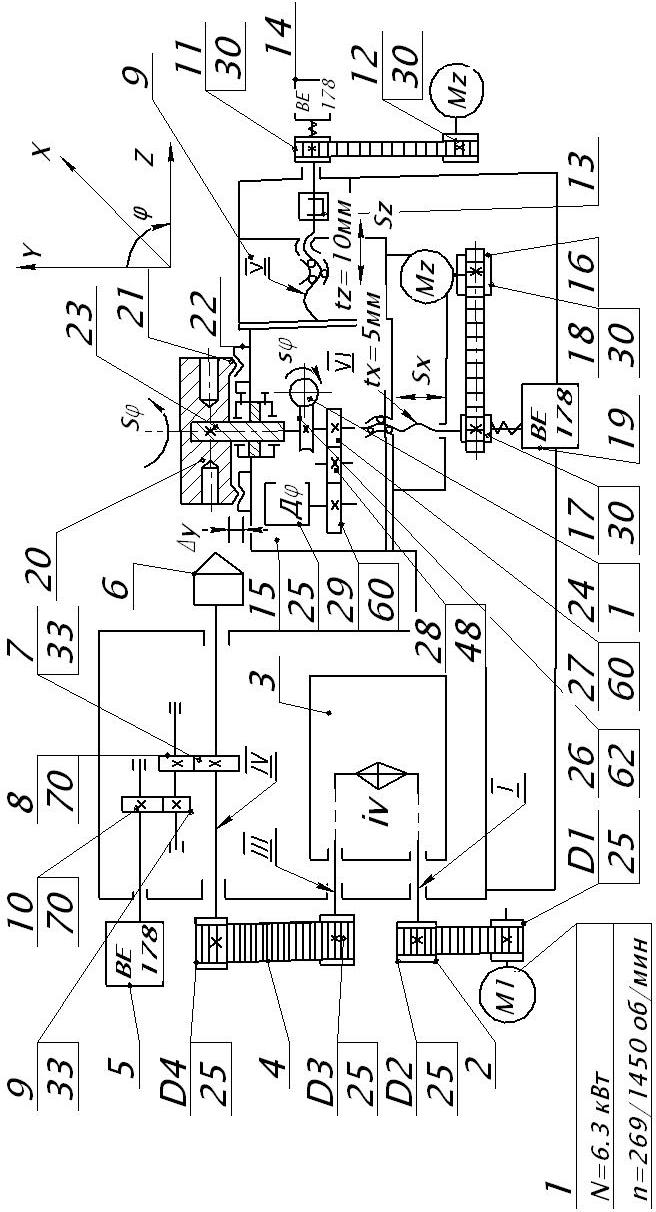
Рисунок 3.2 – Кинематическая схема станка 1В340Ф30
|
|
Рисунок 3.3 – Схема коробки скоростей и график частот вращения
|
Электромагнитная фрикционная муфта с магнитопроводящими дисками и бесконтактным токопроводом состоит из двух следующих элементов (рисунок 3.3, муфты Y5; Y4); соленоидной катушки 1, прикрепленной неподвижно к корпусу и установленной на оси вала III на подшипниках. На валу крепятся фрикционные диски 2, между плоскостью и торцами катушки 1 существует зазор. С внешней стороны дисков 2 расположены шестерни Z8, Z13, имеющие специальную обойму 3, связывающую их с дисками 2. Конструкция шестерни имеет два устойчивых состояния фиксации на валу: первое свободное положение без зацепления с фрикционным диском 2; второе состояние – фрикционное зацепление между дисками шестерни 3 и диском вала 2. При обесточенных катушках Y4, Y5 вращение на вал 3 не передается. При подаче питающего напряжения на катушки действие сил электромагнитного поля вдоль оси вала III притягивает диск шестерни 3 к диску 2. При этом происходит фрикционное (т.е. за счет сил трения) зацепление дисков 3 и 2, что эквивалентно жесткому креплению шестерни на ведомом валу.
3.1.6. Кинематическая схема промышленного робота м20ц
Кинематика портального робота М20Ц обеспечивает циклическую работу в режиме смены заготовок. Робот обеспечивает динамическую управляемую связь между пунктом поставки заготовок и сбора готовых изделий с токарным станком. Он обеспечивает перенос заготовки и детали, установку их в патрон или гнезда делительно – поворотного стола, кантование детали. Заменяя труд человека, робот обеспечивает бесперебойную циклическую подпитку станка заготовками.
Робот портального типа М20Ц построен на агрегатной основе и имеет подвижную каретку 1, закрепленную на монорельсе портала 2 (рисунок 3.4). Монорельс располагается в плоскости оси шпинделя станка. К торцу узла каретки 1 крепятся подвижные руки робота 3, работающие от пневмопривода. Каждый агрегат руки 3 состоит из захвата 4, силового цилиндра подъема 5, руки в вертикальном направлении шпинделя 6. В комплект поставки робота входят устройство управления 7 (УЦМ-663) и шкаф питания 8 (Ш2).
Каждая рука 3 робота имеет возможность перемещения вдоль оси шпинделя руки, т.е. в вертикальном направлении «Y» и в горизонтальном направлении вдоль портала с монорельсом «Z».
Рука в вертикальном направлении «Y» перемещается по роликам 9, а в горизонтальном направлении – на роликах 10.
Привод
каретки 1 в горизонтальном направлении
осуществляется от электродвигателя 11
постоянного тока ПК1-3, 5-100-АТ через
редуктор 12 с передаточным отношением
 .
Выходной вал редуктора вращает реечную
шестерню 13
(
.
Выходной вал редуктора вращает реечную
шестерню 13
( ;
; ),
которая зацепляется зубчатой рейкой
14 монорельса 2.
),
которая зацепляется зубчатой рейкой
14 монорельса 2.
На верхнем конце выходного вала закреплен электромагнитный тормоз 15 (ЭТМ-056), обеспечивающий неподвижность каретки в точках позиционирования (по Z).
На рисунке 3.4 показано сечение одной из рук робота. Рука крепится к корпусу каретки 1 и состоит из ряда кинематических звеньев с пневмоприводом. Операции по захвату, подъему, спуску, повороту, установке осуществляются пятью пневмоцилиндрами 16, 17, 18, 19, 5. В нижней части руки с возможностью поворота установлен шпиндель 20, в котором закрепляется механизм захватного устройства 21. Поворот шпинделя осуществляется пневмоцилиндром 16 через рейку 22, шестерню 23 и трубу 24. Пневмоцилиндр 18 имеет выдвижной упор, который осуществляет остановку и фиксацию рейки 22 в среднем положении, когда дана команда повернуть шпиндель на 90º.
Внутри трубы 24 помещен толкатель 25, приводимый в движение вдоль оси «Y» пневмоцилиндром 17; толкатель связан с механизмом зажимного устройства 21. Рука 3 в комплексе со всеми перечисленными элементами движений, при отсутствии давления воздуха в системе фиксируется специальным зажимом, управляемым пневмоцилиндром 19.
Вертикальное перемещение руки производится пневмоцилиндром 5 через пружину 26 и шток 27. При работе из положения «СТОП», во время упора элементов хвата в деталь, рука 3 останавливается, а шток цилиндра 27 продолжает двигаться, сжимая пружину 26. Перемещение штока относительно неподвижной руки используется для получения команды об остановке руки.