

5.2.3. Допуск, поле допуска размера и формы детали
Номинальный размер – это размер, полученный в результате расчёта детали на прочность, жесткость и являющийся началом отсчёта отклонений.
Предельные размеры: наибольший (Dmax, dmax, hmax, Hmax) и наименьший (Dmin, d min, hmin , Hmin) размеры детали, при которых она считается годной.
Допуск Т– разность наибольшего и наименьшего размеров деталей
Т = Dmax –Dmin (dmax – dmin ; Hmax – Hmin).
Графическое изображение допуска (поля допуска) размера показано на рисунке 5.9.
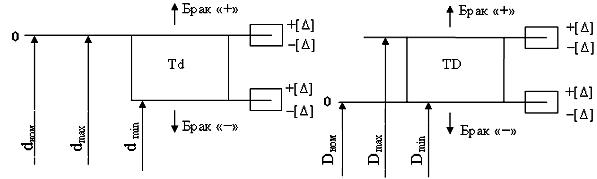
а) б)
Рисунок 5.9 – Изображение полей допусков: а) валов; б) отверстий
Обозначение допусков линейных размеров, отклонений формы и взаимного расположения поверхностей деталей показано в таблице 5.2.
Таблица 5.2 – Обозначение допусков размеров, отклонений формы и взаимного расположения поверхностей
№ |
Наименование параметра |
Обозн. |
1 |
Допуск наружного диаметра |
Td |
2 |
Допуск внутреннего диаметра |
TD |
3 |
Допуск высоты |
Th |
4 |
Допуск глубины |
TH |
5 |
Допуск отклонения формы продольного сечения |
TFP |
6 |
Допуск отклонения от круглости |
TFK |
7 |
Допуск отклонения от параллельности |
TPA |
8 |
Допуск отклонения от перпендикулярности |
TPR |
9 |
Допуск отклонения от прямолинейности |
TFL |
10 |
Допуск отклонения от плоскостности |
TFE |
11 |
Допуск радиального биения |
TPC |
12 |
Допуск торцового биения |
TCA |
5.2.4. Выбор метода измерения и способа настройки
Приём или совокупность приёмов сравнения измеряемой физической величины с её единицей в соответствии с реализованным принципом измерения называется методом измерения.
Различают два основных метода измерения:
метод непосредственной оценки;
метод сравнения с мерой.
При реализации метода посредственной оценки значение физической величины находится прямым абсолютным способом, а результат измерения определяется по шкале отсчётного устройства. Поэтому значение измеряемых величин должно соответствовать пределам показаний по шкале средства измерения.
Метод сравнения с мерой – это метод измерений, при котором измеряемую величину сравнивают с величиной, воспроизводимой мерой. Он предусматривает предварительную настройку средства измерения на ноль по рабочему эталону и определение разности измеряемой величины и значения, воспроизводимого мерой. Метод обеспечивает высокую точность измерения и позволяет использовать средства измерения с узким диапазоном измерения.
При измерении геометрических параметров деталей автоматическими средствами (наружного, внутреннего диаметров, высоты и глубины) используется, как правило, метод сравнения с мерой, а при измерении отклонения формы и взаимного расположения поверхностей(овальность, огранки, отклонения профиля продольного сечения, отклонения от плоскости, параллельности, радиального и торцевого биений) – метод непосредственной оценки.
Настройка средства измерения при использовании метода непосредственной оценки осуществляется по шкале отсчетного устройства, а при использовании метода сравнения с мерой – по рабочему эталону.