

Лиття під тиском
Суть методу: заповнення рідким сплавом металевих прес-форм під тиском поршня або стисненого повітря.
Здійснюють лиття під тиском на спеціальних машинах компресорної або поршневої дії. Прес-форми виготовляють із дорогих легованих сталей. Відливки мають гладку поверхню і точні розміри, дрібнозернисту структуру, підвищену міцність, майже не потребують подальшої обробки. Цим способом одержують відливки складної конфігурації, з тонкими стінками (близько 1 мм), з отворами діаметром до 2 мм невеликої маси (до 50 кг) з алюмінієвих, магнієвих, цинкових, мідних сплавів в багатосерійному і масовому виробництві (200 – 400 відливок за годину).
Контрольні питання:
Суть і застосування способу литва в кокіль.
Суть і застосування способу відцентрового литва.
Суть і застосування способу литва під тиском.
Розділ іх. Обробка металів тиском
Тема 9.1. Теоретичні основи обробки металів тиском
Фізична сутність пластичної деформації.
Фактори, які впливають на пластичність металів.
Обробка металів тиском – техпроцес одержання заготовок, напівфабрикатів і готових деталей із чорних і кольорових металів і сплавів шляхом деформування в холодному або гарячому стані.
Обробка тиском грунтується на використанні пластичності металів. Під дією зовнішніх сил тіло змінює свою форму і зберігає її. При прикладенні таких сил атоми металів значно відхиляються від свого початкового положення і займають нове рівноважне положення, при переміщенні атомів на площинах кристалічної решітки проходить ковзання однієї частини кристалу відносно іншої, відбувається пластична деформація (необоротна зміна форми).
Пластична деформація приводить до зміни зерен, утворення волокнистої структури, зміни механічних, фізичних і хімічних властивостей.
На пластичність матеріалів впливають:
хімічний склад сплаву (найпластичніші – чисті метали, в сталях пластичність знижується із збільшенням вмісту вуглецю, кремнію, фосфору, сірки, хрому, вольфраму; нікель і ванадій підвищують пластичність;
температура нагріву перед обробкою (при підвищенні температури пластичність збільшується);
швидкість деформації (із збільшенням швидкості деформації пластичність падає).
Контрольні питання:
У чому полягає суть обробки металів тиском?
Як змінює структуру металу пластична деформація?
Від яких факторів залежить пластичність металів?
Тема 9.2. Прокатне виробництво
Суть і види прокатки.
Обладнання та інструмент для прокатки.
Продукція прокатного виробництва.
Прокатка – процес, при якому зливок або заготовка обтискається обертовими валками прокатного стану із збільшенням довжини і ширини та зменшенням товщини заготовки.
Прокаткою одержують готові вироби або заготовки для обробки іншими способами.
Види прокатки:
1) поздовжня – валки обертаються в різні боки, деформуючи заготовку, яка рухається перпендикулярно до осей валків (одержують сортовий та листовий прокат);
2) поперечна – валки обертаються в один бік, заготовка деформується ними при обертанні навколо своєї осі, вісь заготовки паралельна осям валків (одержують зубчасті колеса, зірочки та ін.);
3) поперечно-гвинтова – валки обертаються в один бік, осі їх розташовані під деяким кутом, а заготовка обертається і одночасно переміщується уздовж своєї осі (одержують безшовні труби, осі, кулі та ін.)
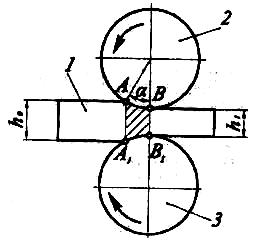
Рисунок 9.1. Схема прокатки металу:
1 - заготовка; 2,3 – валок.
Інструмент для прокатки – валки (гладкі або калібровані (з рівчаками)), з відбіленого чавуну або сталі (рис.9.2).
Обладнання – прокатний стан, складається з приводу, передавального механізму і робочих клітей, в яких знаходяться валки.
За кількістю валків прокатні стани бувають дво-, три-, чотири- і багатовалкові.
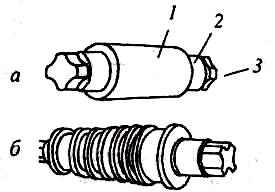
Рисунок 9.2. Гладкий (а) і калібрований (б) валки:
1 – бочка; 2 – шийка; 3 – треф
Види прокату: