

3.1.3.3. Факторы, влияющие на качество поверхности
Шероховатость поверхности зависит от метода и режима обработки, качества применяемого режущего инструмента, жесткости технологической системы, физико-механических свойств обрабатываемого материала, вида применяемой смазывающе-охлаждающей жидкости, вибраций технологической системы и др.
Каждому методу обработки (точение, шлифование и др.) соответствует свой диапазон получаемой шероховатости поверхности. В табл. 3.3. приведена шероховатость поверхности при различных методах обработки стали и серого чугуна и сопоставлены параметры шероховатости с параметрами средней экономической точности. Из сопоставления этих параметров можно увидеть их взаимосвязь: чем выше точность получаемого размера, тем меньше шероховатость поверхности.
При обработке заготовок лезвийным инструментом шероховатость поверхности в значительной мере зависит от скорости резания и подачи. На рис.3.29,а показано влияние скорости резания на шероховатость поверхности при точении стали (кривая 1) и чугуна (кривая 2). После обтачивания стальной заготовки со скоростью резания около 20 м/мин (кривая 1) наблюдается наибольшая шероховатость, что связано с явлением активного образования нароста на режущей части резца. При скорости резания свыше 80 м/мин образование нароста практически прекращается. Кроме того, при высоких скоростях резания значительно уменьшается глубина пластически деформированного слоя, что также снижает шероховатость поверхности.
На рис.3.29,б показана зависимость шероховатости поверхности от подачи при точении заготовки из стали 45 резцом с радиусом закругления вершины 2,5 мм. Из рисунка видно, что изменение малых подач (до 0,2 мм/об) незначительно влияет на изменение шероховатости поверхности. Но при переходе в область подач свыше 0,2 мм/об микронеровности обработанной поверхности возрастают более интенсивно.
Таблица 3.3
Метод обработки |
Соответствующий квалитет точности |
Шероховатость поверхности Rа, мкм |
Метод обработки |
Соответствующнй квалитет точности |
Шероховатость поверхности Ra, мкм |
Точение: Предварительное чистовое тонкое, алмазное Фрезерование: предварительное, чистовое тонкое (торцовыми фрезами) Сверление Зенкерование: предварительное, чистовое (после чернового) Протягивание отверстий |
12 - 13 10-11
6-7
11-12 8-10
6-7 11-12
12
11
7-8 |
12,5 2,5-1,25
0,63-0,32
12,5 2,5-1,25
0,63-0,32 6,3-2,5
2,5-12,5
6,3-2,5
1,25-0,63 |
Прошивание (для коротких отверстий Шлифование: обдирочное * предварительное чистовое тонкое Хонингование от- верстий диаметром до 80 мм Развертывание: предварительное чистовое тонкое Притирка (доводка) Полирование ** |
7
— 8-10 7-8 6-7
6-7
8-9 7 6-7 5 - 6 — |
0,63-0,32
2,5-1,25 1,25-0,63 0,63-0,32 0,32-0,08
0,32-0,08
2,5-1,25 1,25-0,63 0,63-0,32 0,1 и меньше 0,032-0,012
|
* Обдирочное шлифование применяют в качестве предварительной обработки поверхностей отливок и поковок, не выдерживая допуска на размер.
* * Этот метод не повышает точности размера, полученного на предшествующей обработке.
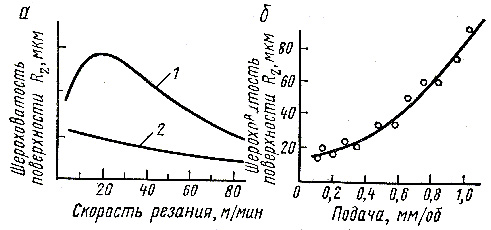
Р и с. 3.29. Влияние режимов резания на шероховатость поверхности
С увеличением глубины резания шероховатость поверхности возрастает незначительно и практически ее можно не учитывать.
Значительное влияние на шероховатость поверхности оказывает состояние режущей части инструмента: микронеровности режущей кромки инструмента ухудшают шероховатость обработанной поверхности; это особенно заметно при обработке протяжками, развертками или широкими резцами. Затупление режущего инструмента приводит к увеличению шероховатости обработанной поверхности.
При обработке заготовок абразивным инструментом шероховатость поверхности снижается с уменьшением зернистости и повышением твердости шлифовального круга, повышением скорости резания, уменьшением продольной и поперечной подач.
При обработке стали с высоким содержанием углерода (С > 0,5%) получается более чистая поверхность, чем при обработке низкоуглеродистой стали.
Применение смазывающе-охлаждающей жидкости улучшает шероховатость обработанной поверхности. Одновременно повышается стойкость инструмента.
Жесткость технологической системы значительно влияет на шероховатость и волнистость поверхности. Так, например, при точении нежесткого вала с установкой на центры наибольшая шероховатость поверхности получается примерно в средней части по длине вала. Недостаточная жесткость системы может быть причиной появления вибрации при резании и, как следствие, образования волнистой поверхности.
Исходные заготовки из стали, полученные ковкой, литьем или прокатом, имеют поверхностный слой, состоящий из обезуглероженной зоны и переходной зоны, т. е. зоны с частичным обезуглероживанием. Например, заготовки, полученные горячей штамповкой, имеют обезуглероженный слой в пределах 150-300 мкм, а полученные свободной ковкой - от 500 до 1000 мкм.
При обработке стальных заготовок резанием глубина деформации распространяется до 100-300 мкм. У чугунных заготовок глубина распространения деформации незначительна (до 15 мкм).
При механической обработке металлов деформация поверхностного слоя сопровождается упрочнением (наклепом) этого слоя.
С увеличением глубины резания и подачи глубина наклепанного слоя возрастает. Так, например, при черновом точении глубина наклепа составляет 200-500 мкм, при чистовом точении 25-30 мкм, при шлифовании 15-20 мкм и при очень тонкой обработке 1-2 мкм. С увеличением скорости резания глубина наклепа уменьшается. Это объясняется уменьшением продолжительности воздействия сил резания на деформируемый металл.