

2.8.4.1. Конструктивные особенности универсального плоскошлифовального станка с прямоугольным столом и горизонтальной осью шпинделя
Станки этого типа весьма распространены и предназначены для шлифования плоских поверхностей периферией шлифовального круга. В небольших пределах по высоте, допускаемых кожухом шпинделя, возможно шлифование вертикальных поверхностей. Отдельные модификации станков этой группы предназначаются для профильного шлифования (станок Е711В), для глубинного шлифования (станок ЗЕ721ГВ-1), где предусматривается малая скорость перемещения стола (примерно 0,01 м/мин). Выпускают также станки для скоростного шлифования (ЗЕ711ИВФ-1 и ЗЕ721ВФ1-Г), работающие при скорости круга 50 и 60 м/с. На станках с ЧПУ (ЗЕ721ВФЗ-1) осуществляются автоматическое возвращение узлов в исходное положение, цифровая индикация всех размерных перемещений и автоматическое устранение зазоров в кинематических узлах станка. Станки всех моделей оборудованы системой, обеспечивающей обильную подачу СОЖ в зону резания.
На рис. 2.71 показан общий вид плоскошлифовального станка ЗГ71. На станине 1 размещен крестовой стол 2 с направляющими, по которым перемещается рабочий стол 3. Стол 3 оборудован кожухами, обеспечивающими безопасную работу станочника. На столе 3 установлены магнитная плита, тиски или другое зажимное приспособление для установки и закрепления обрабатываемой заготовки. На колонне 4 расположена шлифовальная бабка 5, несущая шпиндель со шлифовальным кругом 6, который работает периферией. К основным узлам станка относятся также гидростанция 8 и система электрооборудования, расположенная внутри станины станка или отдельным электрошкафом. К органам управления станка откосятся рукоятки I ручного продольного перемещения стола, диск II установки автоматической поперечной подачи, рукоятка III ручного перемещения стола в поперечном направлении, рукоятка IV ручного реверса стола, маховичок V ручной вертикальной подачи шпинделя, системы VI подвода СОТС, рукоятка VII включения и реверсирования поперечной подачи стола, панель VIII управления станком. Длину ухода стола устанавливают передвижными упорами 7.
Существуют также станки с прямоугольным столом, не имеющим поперечного движения подачи, с вертикальной и горизонтальной осями шпинделя. Поперечное движение подачи осуществляет шпиндельная бабка с мощным двигателем. Эти станки (например ЗП722) работают с большей производительностью, yо точность обработки на них несколько ниже, чем у станков, имеющих движение поперечной подачи, осуществляемое столом.
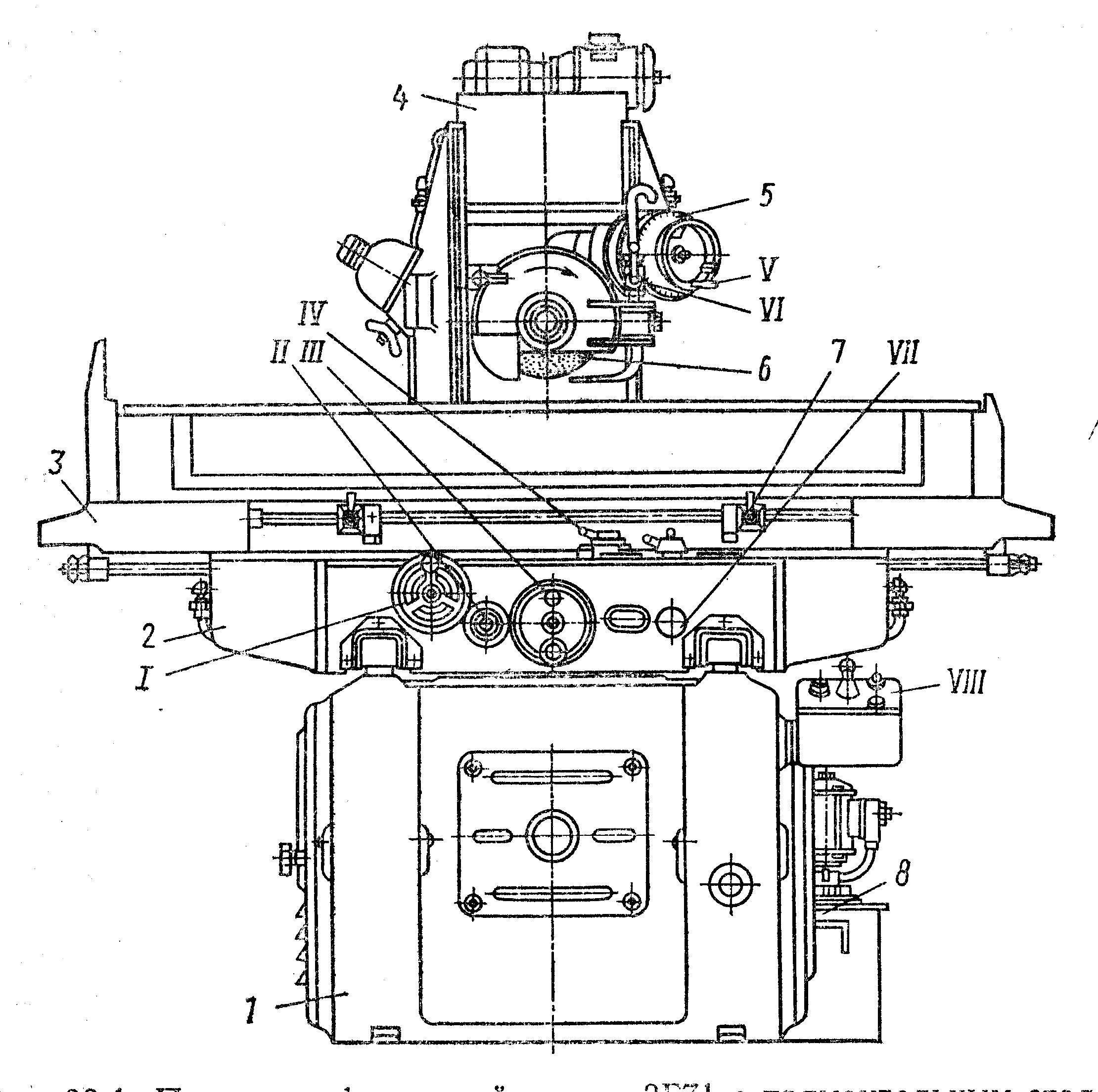
Р и с. 2.71. Плоскошлифовальный станок 3Г71 с прямоугольным столом
и горизонтальной осью шпинделя
2.8.4.2. Конструктивные особенности универсального круглошлифовального станка
Круглошлифовальные станки выпускают повышенной, высокой и особо высокой точности (соответственно классы П, В, А). Для станков соответствующих классов точности регламентированы допуски на размеры шлифуемых заготовок и шероховатость их поверхности. Станок ЗН163С, например, обеспечивает отклонение от круглости 0,5 мкм на диаметре 100 мм, отклонение формы до 2— 5 мкм и параметр шероховатости поверхности Ra = 0,04 мкм. Такие параметры достигаются с помощью гидростатических и пневмостатическнх подшипников шпинделя, за счёт использования твердосплавных центров крепления заготовки, повышения жесткости станка и др. В качестве привода поперечного движения подачи у современных прецизионных станков применяют шаговый электродвигатель, позволяющий перемещать шпиндельную бабку с очень высокой точностью.
На рис. 2.72 показан общий вид универсального круглошлифовального станка ЗА151. Основные узлы станка следующие: станина 1, по направляющим которой перемещаются нижний 2 и верхний 3 поворотные столы; на верхнем столе установлены передняя 4 и задняя 7 бабки. Шпиндель передней бабки неподвижен. Вращение заготовки обеспечивается планшайбой и поводком, планшайба приводится в движение клиноременной передачей от двигателя постоянного тока. На станине в тыльной ее части расположена шлифовальная бабка 6, несущая шпиндель со шлифовальным кругом 5. К основным узлам относится также гидростанция, расположенная внутри станины и представляющая собой отдельный блок. Гидростанция управляет перемещением стола с обрабатываемой заготовкой и шпиндельной бабки (подвод, отвод) в поперечном направлении.
К органам управления станка относятся рукоятка IV ручного перемещения стола, рукоятка VI ручного перемещения и подачи шпиндельной бабки, рычаг III возвратно-поступательного движения стола, рычаг II регулирования задержки стола в крайних положениях, рычаг I регулирования скорости перемещения стола, рычаг VIII быстрого отвода и подвода шпиндельной бабки, пульт управления V; длина хода стола устанавливается упорами VII.
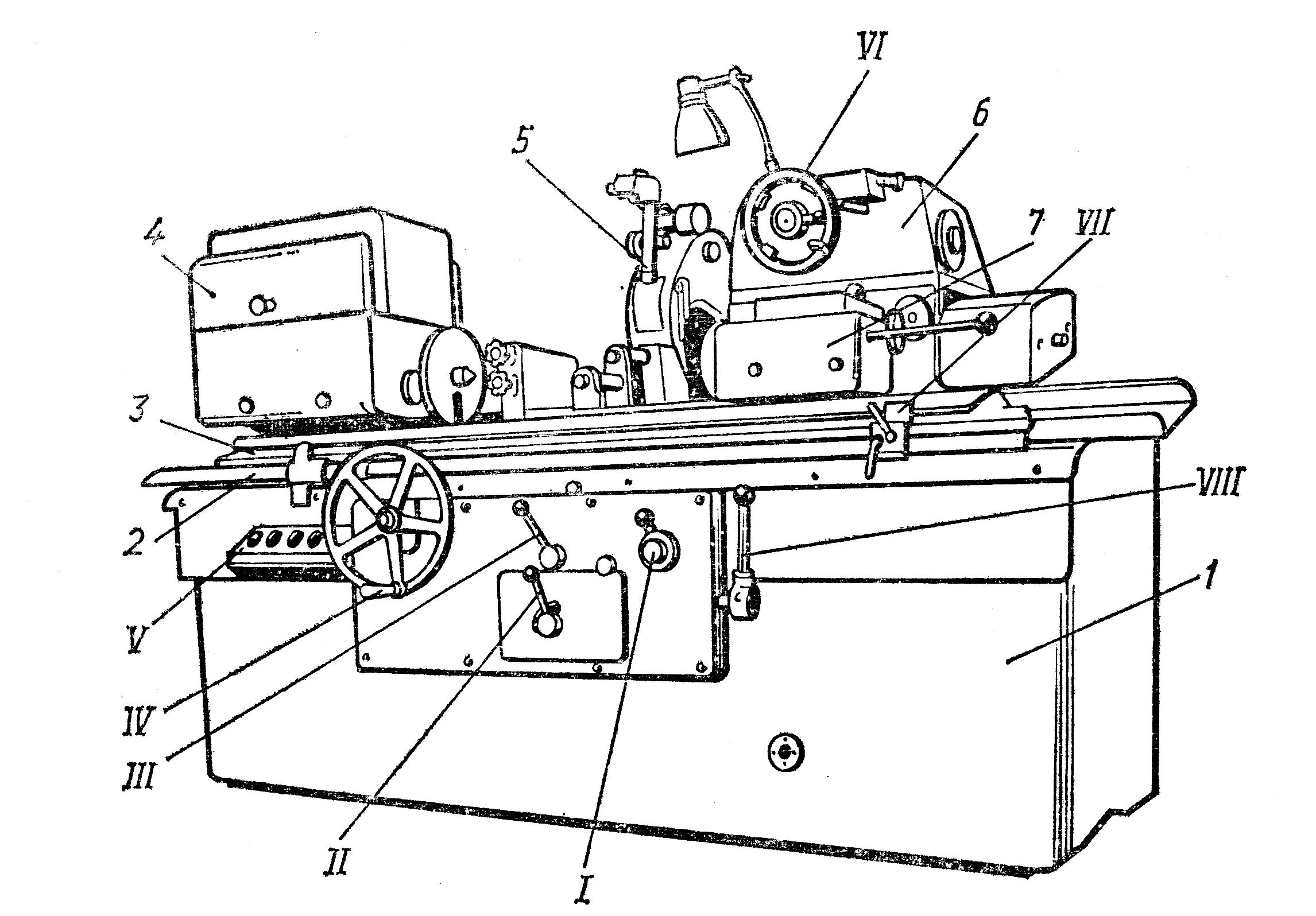
Р и с. 2.72. Круглошлифовальный станок 3А151