Контактная точечная сварка.
При контактной точечной сварке заготовки соединяются в отдельных точках.
Применяют для соединения внахлестку, когда не требуется герметичность сварных швов.
Зажатые между электродами свариваемые листы разогреваются под электродами до такой степени за счет прохождения через них тока, что в зоне контакта образуется литое ядро точки. Давление, приложенное к электродам, уплотняет металл в точке, что повышает ее прочность.
Электроды для точечной сварки должны обеспечивать высокую электро- и теплопроводность и прочность при рабочей температуре. Их обычно изготавливают из меди, медных сплавов и сплавов на вольфрамовой основе. Чтобы уменьшить износ, электроды охлаждают водой, для чего их делают полыми.
Этим методом сваривают низкоуглеродистые, легированные, конструкционные стали, а также некоторые цветные металлы и сплавы. Толщина свариваемых металлов 0.5-5мм.
Точечная сварка-высокопроизводительна. широко применяется в различных областях машиностроения и строительства.
Недостатки: невозможность обеспечивать герметичность полученного соединения.
машины для контактной точечной сварки разделяют на стационарные и переносные. Стационарные бывают одно- и многоточечными. Последние одновременно сваривают до 50 точек при производительности до 200 точек в минуту.
Мощность точечных машин достигает 600 кВт, плотность тока не менее 120 А на ммв кв., вторичное напряжение 1-12В, давление между электродами 20-120 МПа.
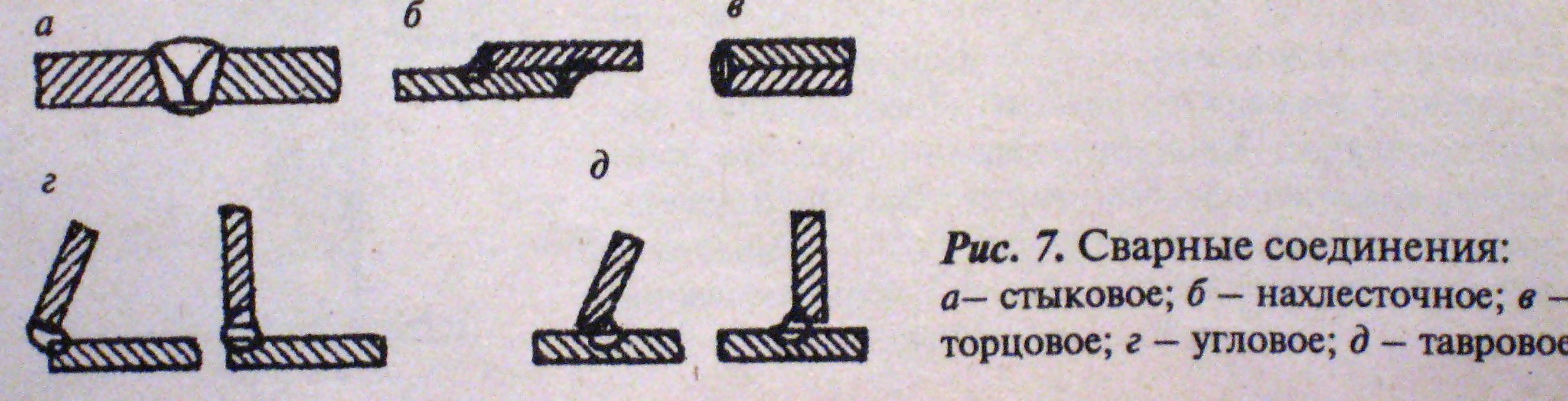
Основные типы сварных соединений: