

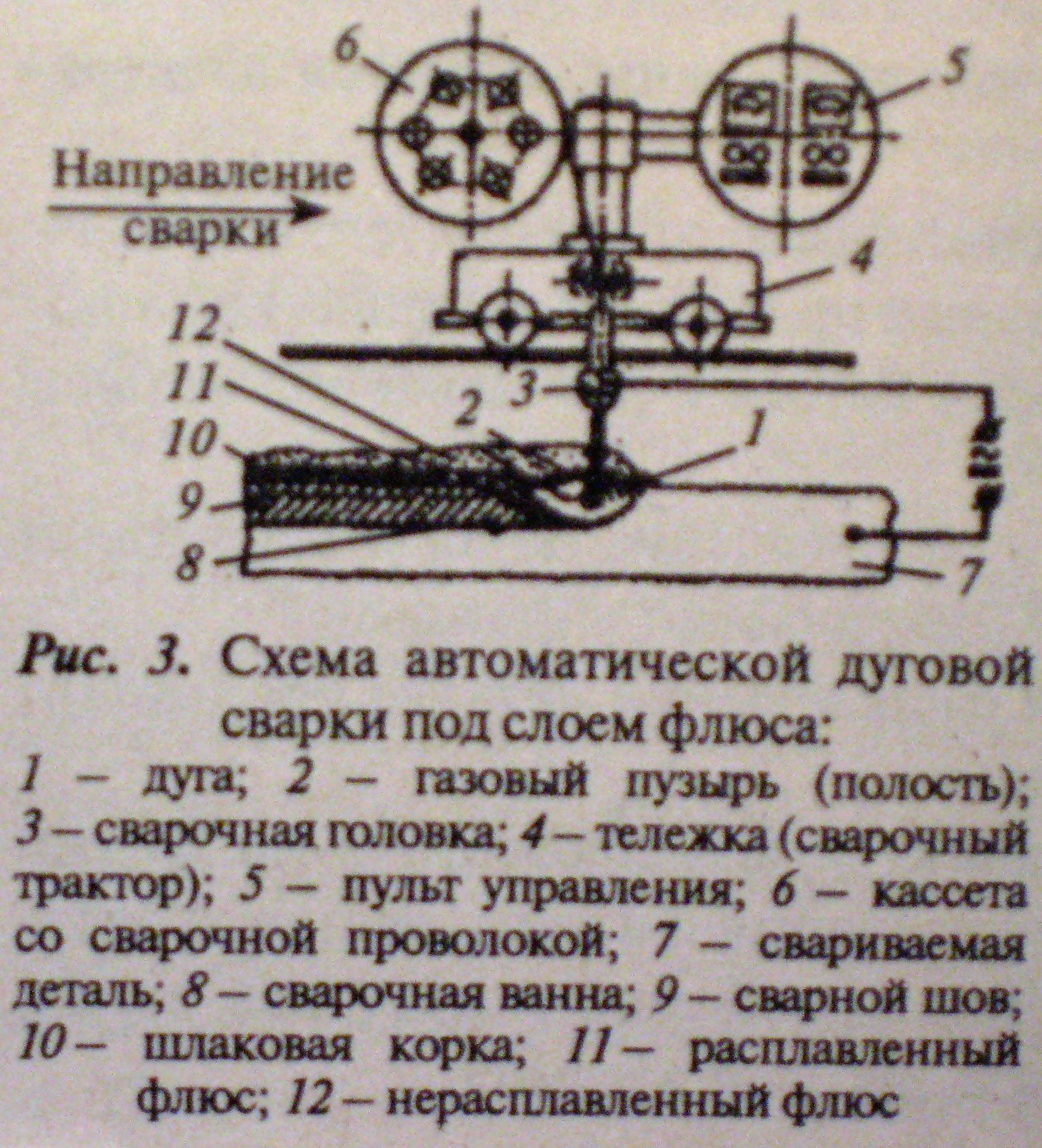
Автоматическая дуговая сварка под слоем флюса.
Сварку производят непокрытой электродной проволокой, которую подают к месту сварки и перемещают вдоль шва механически. Впереди дуги в разделку шва насыпается из бункера гранулированный флюс толщиной30-50мм. Флюс в процессе сварки равномерно покрывает шов и сварочную дугу, частично расплавляется и образует на поверхности расплавленного металла ванну жидкого шлака, которая после затвердевания дает защитную шлаковую корку. При этом дуга горит между электродной проволокой и изделием в условиях полной изоляции флюсом от атмосферы воздуха.
Сварку под слоем флюса ведут при: Iсв=100-3000А, U=20-40В, dэ=3-6мм
Преимущества сварки по сравнению с ручной дуговой состоят в повышении в 5-10 раз и более производительности процесса сварки,а также качества сварных соединений. Повышение производительности достигается за счет использования непокрытой сварочной проволоки, позволяющей применять большие сварочные токи (до 1000-3000А), а плотная флюсовая защита сварочной ванны предотвращает разбрызгивание и угар расплавленного металла. сварка под флюсом обеспечивает сквозное проплавление без разделки кромок свариваемых заготовок толщиной до 20мм.
Недостатки: сварку необходимо вести только в нижнем положении, причем для прямолинейных или плавно изогнутых швов.
Применение: в котлостроении, судостроении, автомобилестроении и др. областях машиностроения и строительства.
Электрическая дуговая сварка в атмосфере защитных газов.
При сварке в атмосфере защитных газов, электрод 2,зона дуги 1 и сварочная ванна 6 защищаются струей защитного газа5. Газ подают с помощью сварочной горелки через сопло 4 (из керамики или меди), в центре которого помещается электрод. сопло охлаждается водой и изолировано от др. частей горелки и токопровода 3. защитные газы обеспечивают стабильное горение дуги, т.к обладают хорошей ионизирующей способностью.
В качестве защитных газов применяют инертные газы (аргон, гелий) и активные газы (углекислый, азот, водород).
Наибольшее распространение нашла сварка в атмосфере аргона и углекислого газа. аргонодуговую сварку производят неплавящимся и плавящимся электродом.
Сварку в атмосфере углекислого газа выполняют плавящимся электродом. основные параметры сварки в атмосфере аргона и углекислого газа: Iсв=100-500А, U=15-40В, dэ=1-3мм.
Аргонодуговую сварку применяют при сварке цветных металлов и сплавов(алюминия, магния, титана), тугоплавких металлов и сплавов (ниобия, ванадия , циркония),а также конструкционных легированных и высоколегированных сталей.
В углекислом газе в основном сваривают конструкционные углеродистые и низколегированные стали.
По сравнению с остальными способами эта сварка имеет следующие преимущества:
1.высокую степень защиты расплавленного металла от воздействия воздуха
2.отсутствия на поверхности шва шлаковых включений, которые необходимо удалять
3.возможность ведения процесса во всех пространственных положениях
4.возможность наблюдения за процессом формирования шва и его регулирования
Недостатки: необходимость иметь спец оборудование
