

41. Место и значение литейного производства в машиностроении.
Литейное производство, одна из отраслей промышленности, продукцией которой являются отливки, получаемые в литейных формах при заполнении их жидким сплавом. Годовой объём производства отливок в мире превышает 80 млн. т.Методами литья изготовляется в среднем около 40% (по массе) заготовок деталей машин, а в некоторых отраслях машиностроения, например в станкостроении, доля литых изделий составляет 80%. Из всех производимых литых заготовок машиностроение потребляет примерно 70%, металлургическая промышленность — 20%, производство санитарно-технического оборудования — 10%. Литые детали используют в металлообрабатывающих станках, двигателях внутреннего сгорания, компрессорах, насосах, электродвигателях, паровых и гидравлических турбинах, прокатных станах, с.-х. машинах, автомобилях, тракторах, локомотивах, вагонахЛитьём можно получить заготовки различной сложности с небольшими припусками, что уменьшает расход металла, сокращает затраты на механическую обработку и, в конечном счёте, снижает себестоимость изделий. Литьём могут быть изготовлены изделия практически любой массы — от нескольких г до сотен т, со стенками толщиной от десятых долей мм до нескольких м. Основные сплавы, из которых изготовляют отливки: серый, ковкий и легированный чугун (до 75% всех отливок по массе), углеродистые и легированные стали (свыше 20%) и цветные сплавы (медные, алюминиевые, цинковые и магниевые). Область применения литых деталей непрерывно расширяется.
42. Литейные сплавы и их свойства.
Литейные сплавы – это многокомпонентные вещества металлического свойства, состоящие из смеси основного, (технически чистого) металла и примесей (легирующих элементов), которые придают литейному сплаву определенные заданные свойства. Жидкотекучесть — это способность материала в расплавленном состоянии течь и заполнять полости литейной формы перед затвердеванием. Усадка— уменьш. объема металла или сплава при переходе из жидкого сост. в тв. и послед, охлаждении. Кристаллиза́ция — процесс фазового перехода вещества из жидкого состояния в твёрдое кристаллическое с образованием кристаллов.
43. Общая технологическая схема изготовления отливок.
Для изготовления отливок применяют литейную форму, которая представляет собой систему элементов, образующих рабочую полость, при заливке которой расплавленным металлом формируется отливка. Литейные формы изготовляют как из неметаллических материалов (песчаные формы, формы изготовляемые по выплавляемым моделям, оболочковые формы) для одноразового использования, так и из металлов (кокили, изложницы для центробежного литья для многократного использования.
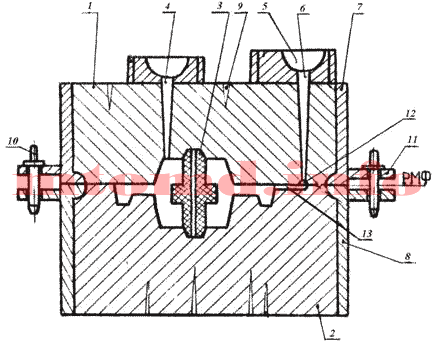
Литейная форма обычно состоит из верхней 1 и нижней 2 полуформ, которые изготавливаются в опоках 7, 8 – приспособлениях для удержания формовочной смеси. Полуформы ориентируют с помощью штырей 10, которые вставляют в отверстия ручек опок 11. Для образования полостей отверстий или иных сложных контуров в формы устанавливают литейные стержни 3, которые фиксируют посредством выступов, входящих в соответствующие впадины формы (знаки).