

Л Е К Ц И Я 7
Основы типизации технологических процессов
Основные положения и рекомендации по разработке
типовых технологических процессов
Последовательность подготовки производства в машиностроении определяется комплексом работ, проводимых на традиционно сложившихся этапах: научно-исследовательских работ (НИР); конструкторской подготовки производства (КПП); технологической подготовки производства (ТПП). Необходимость резкого сокращения времени на подготовку производства ставит задачу выполнять эти работы не поэтапно, а, по возможности, параллельно.
Использование стандартных технологических решений позволяет существенно сократить сроки освоения новой техники при обеспечении высокой стабильности качества производственных процессов. Поэтому в ЕСТПП задача разработки технологических процессов рассматривается с позиции применения типовых и стандартных технологических процессов, обеспечивающих их максимальную преемственность для различных предприятий машиностроения.
В зависимости от степени детализации содержания в документах согласно Единой системе технологической документации (ЕСТД) процессы могут быть маршрутными, операционными и маршрутно-операционными.
В зависимости от общности конструктивных и технологических признаков изделий, изготовляемых или ремонтируемых посредством унифицированного технологического процесса, последний может быть типовым или групповым.
Типовые технологические процессы разрабатываются на основе «Технологического классификатора деталей машиностроения и приборостроения». По технологическому классификатору формируют технологический код деталей. Как уже отмечалось, главным конструктивным признаком, наиболее объективным и стабильным при описании детали является геометрическая форма.
Основная цель группирования — обработка деталей по единому типовому технологическому процессу.
Типизация технологических процессов
Типизация технологических процессов является одним важнейших этапов их стандартизации. Типизация должна устранять многообразие технологических процессов обоснованным сведением их к ограниченному числу типов. Она является базой для разработки стандартов на типовые технологические процессы
Типизация технологических процессор включает в себя следующие работы: систематизацию и анализ возможных технологических решений при изготовлении изделий каждой классификационной группы; проектирование оптимального для данных производственных условий типового процесса изготовления изделий каждой классификационной группы.
Общим для группы деталей является типовой технологический процесс, имеющий единый план обработки по основным операциям. При разработке типового технологического процесса, как правило, за основу берется действующий технологический, процесс изготовления конкретной детали, наиболее полно отвечающей требованиям выбора оптимального варианта для типового представителя.
Общие положения ЕСТПП устанавливают основные задачи, решаемые на этапах разработки типовых технологических процессов, и правила применения этих процессов. Разработку типовых технологических процессов проводят по следующим этапам.
Классификация объектов производства.
Анализ конструкций типовых представителей объектов производства.
3. Выбор заготовки и метод ее изготовления.
Выбор технологических баз.
Выбор вида обработки (литье, обработка давлением, обработка резанием и др.). Выбирают метод обработки.
Составление технологического маршрута обработки. Устанавливают последовательность операций и определяют группы оборудования по операциям.
7.Разработка технологических операций.
8. Выбирают оптимальный вариант типового технологического процесса.
10. Оформление документации на типовые технологические процессы.
Методические принципы технологии групповой обработки деталей
В Единой системе технологической подготовки производства задача разработки технологических процессов рассматривается с позиции широкого применения типовых и стандартных технологических процессов при их максимальной механизации и автоматизации.
В условиях единичного, мелкосерийного или серийного производства и при индивидуальном подходе к разработке технологических процессов невозможны не только внедрение передовой технологии и организация поточного производства, но даже внедрение средств механизации и автоматизации на отдельных операциях.
Организация группового производства в условиях индивидуального, мелко- и среднесерийного производства позволяет значительно повысить технико-экономические, показатели производственной деятельности предприятий и качество выпускаемой продукции.
Как отмечалось выше, целью группирования деталей является разработка единого унифицированного процесса для деталей разных типов. При группировании деталей по отдельным операциям, в группу подбираются детали, обрабатываемые на однотипном оборудовании, имеющие ряд признаков общности и, прежде всего, общность базовых и обрабатываемых поверхностей. Следствием последнего признака является общность выполняемых операций и переходов. Для всех деталей группы, по возможности, создается единая последовательность переходов, проектируются (если это необходимо) общее групповое приспособление, групповая наладка.
Для группы деталей, особенно тел вращения, иногда целесообразно создавать комплексную деталь. Комплексная деталь определяет с достаточной полнотой маршрут переходов групповой операции. Для каждой из деталей, входящих в группу, такой маршрут содержит все переходы, необходимые для обработки данной детали (рис.1). Для деталей, не тел вращения (плоских и др.) образование комплексной детали в большинстве случаев конструктивно невозможно. Однако принцип группирования таких деталей остается неизменным.
Чрезвычайно важным фактором группирования деталей является обеспечение загрузки оборудования, закрепление станка на определенный длительный период времени (год, квартал, месяц) за обработкой определенной группы деталей (или нескольких групп).
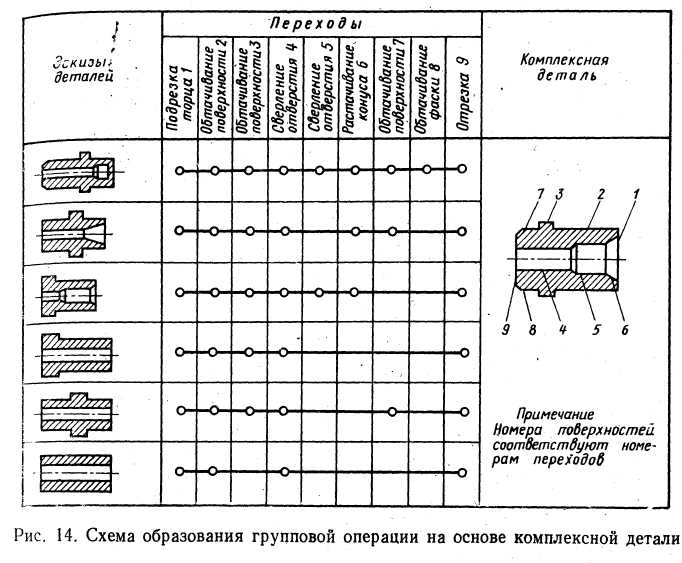
Рисунок 1 – Схема образования групповой операции на основе