

Описание предприятия
Ростовский металлургический завод является обществом с органиченной ответственностью. Организационная структура производства и управления представлена на рисунке 4.
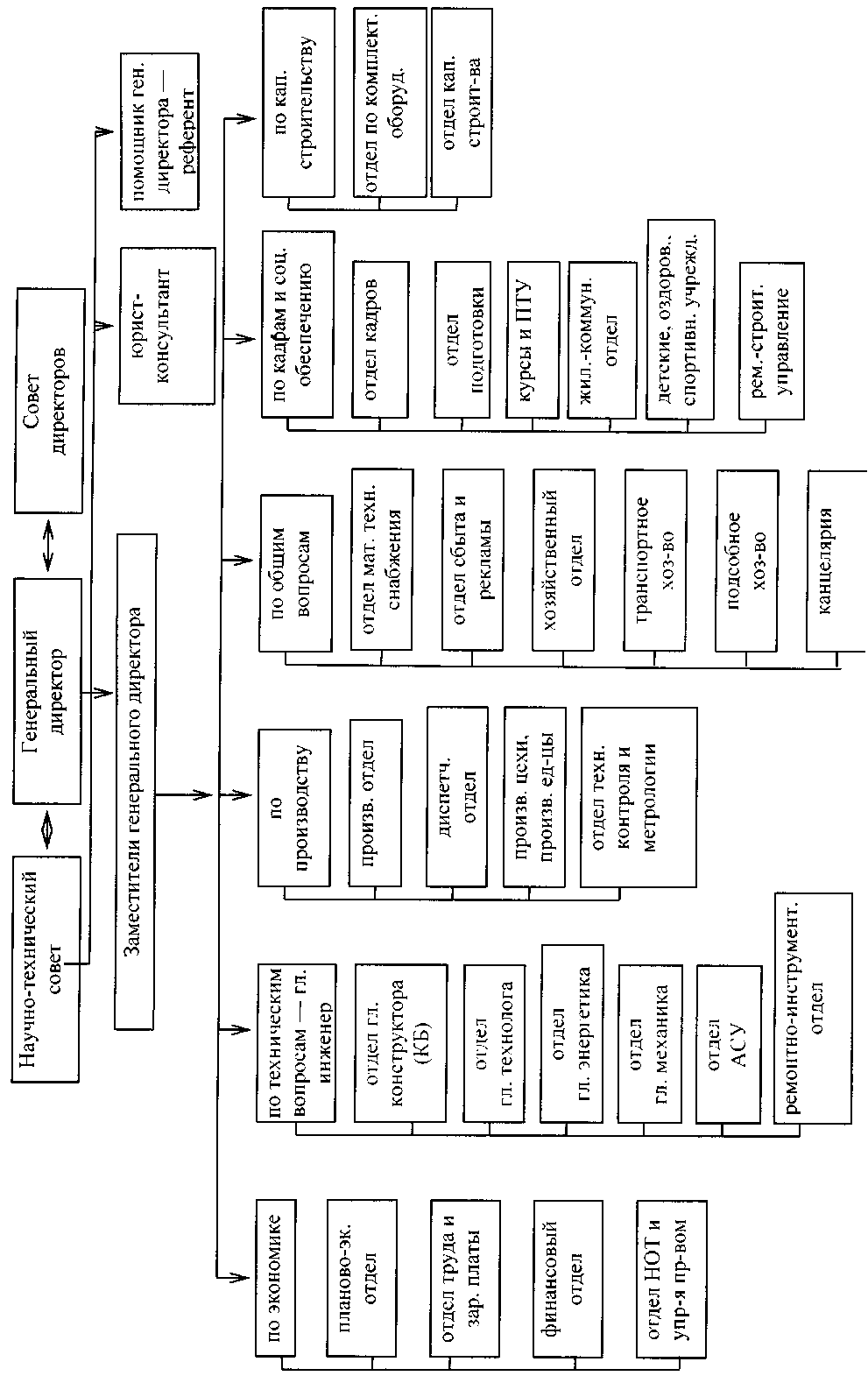
Рисунок 4 Структурна я схема предприятия
Основным технологическим оборудованием используемым в производстве является дуговая сталеплавильная печь (ДСП) 90т. фирмы CONCAST.
Плавка в ДСП, после осмотра печи и ремонта пострадавших участков футеровки (заправка), начинается с завалки шихты. В современные печи шихту загружают сверху при помощи загрузочной бадьи (корзины). Для предохранения подины от ударов крупными кусками шихты на дно бадьи загружают мелкий лом. Для раннего шлакообразования в завалку вводят известь 2-3 % от массы металлической шихты. После окончания завалки в печь опускают электроды, включают высоковольтный выключатель и начинают период плавления. На данном этапе возможна поломка электродов (при плохой проводимости между электродом и шихтой исчезает электрическая дуга и электрод упирается в непроводящий кусок шихты). Регулирование отдаваемой мощности осуществляется изменением положения электродов (длины электрической дуги) либо напряжения на электродах. После периода расплавления в печи образуется слой металла и шлака. Шлак скачивают через шлаковую летку (рабочее окно), постоянно присаживая шлакообразующие, в течение всего периода плавления, с целью удаления фосфора из расплава. Шлак вспенивают углеродсодержащими материалами для закрытия дуг, для лучшей его скачиваемости и уменьшения угара металла.
Выпуск готовой стали и шлака в стальковш осуществляется через сталевыпускное отверстие и жёлоб путём наклона рабочего пространства (или, если печь оборудована вместо жёлоба донным выпуском, то через него). Рабочее окно, закрываемое заслонкой, предназначено для контроля за ходом плавки (замер температуры металла и отбор пробы химического состава металла). Также рабочее окно может использоваться для подачи шлакообразующих и легирующих материалов (на малых печах). На современных сверхмощных печах подача шлакообразующих во время плавки осуществляется через специальное отверстие в своде конвеерной подачей. Углеродистые материалы для вспенивания шлака подаются в печь либо порционно через свод, либо вводятся инжекционными горелками струей сжатого воздуха. Перед выпуском и во время выпуска в стальковш добавляются легирующие и раскислители, а при отсекании печного шлака еще и шлакообразующие материалы.
Установка ковш-печь компании «TAGLIAFERRI" (TEKINT).
Агрегат ковш-печь используется в комплексе с (ДСП), в которых проводятся расплавление металлолома и ферросплавов с малым угаром и проводится окислительный период. Затем металл сливают в стальковш, по возможности исключая попадание в него печного шлака. До и во время выпуска металла в ковш отдаются раскислители, шлакообразующие и легирующие материалы.
В случае попадания в ковш большого количества окисленного шлака, его удаляют. После выпуска металла ковш поступает на агрегат ковш-печи, где проводятся операции окончательного раскисления, десульфурации, легирования и модифицирования. Ковш накрывается водоохлаждаемым или футерованным сводом с отверстиями для введения графитированных электродов, подачи присадок и контроля процесса, наводят свежий высокоосновный шлак, обладающий высокой десульфурирующей способностью и защищающий металл от вторичного окисления окружающей атмосферой.
Основные требования к АКП: контроль атмосферы над ванной, регулируемый нагрев металла, интенсивное перемешивание ванны без загрязнения металла атмосферой (вторичного окисления, азотирования), наведение высокоосновного восстановительного шлака.
Агрегат ковш-печь снабжен устройствами для введения сыпучих материалов (бункерная эстакада с весодозирующими устройствами) и трайб-аппаратами для введения материалов в виде проволоки. Нагрев металла на АКП осуществляется также, как дуговых печах (ДСП), но мощность трансформаторов установок ковш-печь значительно меньше, чем используется на дуговых печах и составляет 100—160 кВА/т. Это объясняется отсутствием такой энергозатратной стадии, как расплавление лома, тепло затрачивается только на расплавление вводимых материалов и поддержание температуры металла. Кроме этого, мощность подвода тепла ограничивается повышенным износом кладки ковша выше уровня металла ввиду малого (по сравнению с дуговой печью) диаметром ковша. Удельный расход электроэнергии на АКП составляет примерно 10 % от суммы всех энергозатрат на выплавку стали.
Во время обработки через днище ковша осуществляется продувка металла инертным газом (аргон или азот) для перемешивания металла с целью усреднения его по химическому составу и температуре, кроме этого продувка металла способствует выведению неметаллических включений из металла. Вдувание газа осуществляется через пористые пробки, от одной до трех штук на крупнотоннажном ковше. Также возможно электромагнитное перемешивание металла.
После достижения заданных значений по химическому составу и температуре, ковш с металлом передают на обработку на другие агрегаты или на разливку.
Агрегат ковш-печь может использоваться в сочетании с обработкой металла на других агрегатах внепечной обработки.
Использование агрегатов ковш-печь позволило вынести из плавильных агрегатов восстановительный период и доводку металла, что резко повысило производительность сталеплавильного производства, В электросталеплавильном производстве за счет исключения резкого перепада окисленности ванны удалось значительно сократить расход огнеупоров, использовать одношлаковую технологию и технологию работы с «болотом» (оставленным в дуговой печи шлаком предыдущей плавки), что привело к значительному снижению расхода электроэнергии.
Возможность подогрева металла вне плавильного агрегата значительно повысила гибкость всего производственного цикла выплавки стали: использование агрегатов ковш-печь сделало участок внепечной обработки металла «временным буфером», позволяющим демпфировать рассогласование стадий выплавки и разливки.
Машина непрерывного литья заготовки фирмы CONCAST.
МНЛЗ состоит из сталеразливочного и промежуточного ковшей, водоохлаждаемого кристаллизатора, системы вторичного охлаждения, устройства для вытягивания, оборудования для резки и перемещения слитка.
После выпуска металла из сталеплавильного агрегата, доводки по химическому составу и температуре на АКП, ковш поднимается литейным краном на поворотный стенд МНЛЗ. Поворотный стенд представляет собой вращающуюся конструкцию с двумя позициями для установки ковшей. После опустошения ковша в позиции разливки, стенд поворачивается на 180° и уже полный ковш находится в позиции разливки. После открытия шибера ковша, жидкий металл начинает поступать в промежуточный ковш. Пром-ковш является своего рода буфером между сталь-ковшом и кристаллизатором. После открытия стопора (стопорный механизм позволяет плавно регулировать поток металла в кристаллизатор, поддерживая в нем постоянный уровень) пром-ковша металл поступает в кристаллизатор. Кристаллизатор представляет собой водоохлаждаемую конструкцию, которая при помощи серво-клапана совершает вертикальные колебания, для предотвращения застывания металла на стенках кристаллизатора. В зависимости от конструкции МНЛЗ размеры кристаллизатора могут варьироваться. В кристаллизаторе происходит застывание стенок сляба. Далее, под воздействием тянущих роликов сляб попадает в зону вторичного охлаждения (криволинейный участок ручья), где на металл через форсунки разбрызгивается вода. После выхода металла на прямолинейный участок ручья, происходит отрезание слябов (газовая резка или ножницы).
В общем виде схему технологического процесса плавки можно представить следующим образом ( рисунок 5)
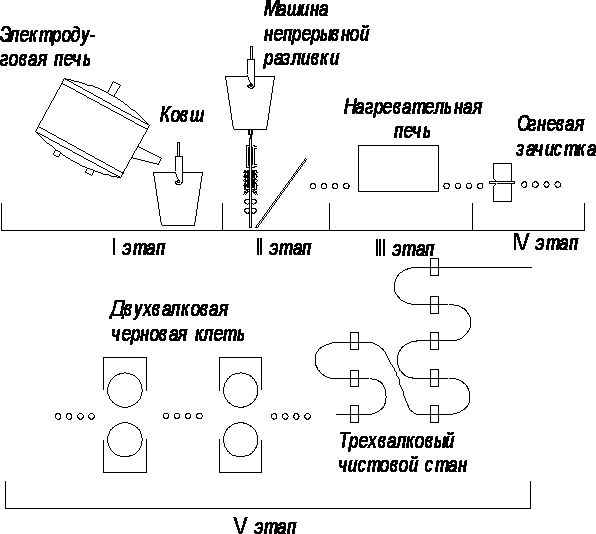
Рисунок 5 - Технологическая схема