

Выбор режущих и вспомогательных инструментов
Номенклатура режущего инструмента, применяемого для сверлильно-фрезерно-расточных бабок агрегатных станков: центровочные сверла, сверла, зенкеры, развертки хвостовые, развертки насадные, зенковки (конические, цилиндрические), метчики, расточные резцы, пластины перовых сперл, фрезы (концевые, шпоночные, дисковые, трехсторонние, торцевые).
Для закрепления режущих инструментов применяется сборный вспомогательный инструмент, разделенный на элементы, соединяемые между собой поверхностями, обеспечивающими удобное и быстросменное крепление. Соединение режущего и вспомогательного инструмента осуществляется посредством цилиндрических и конических хвостовиков (конус Морзе), а вспомогательного инструмента со шпинделем — с помощью хвостовиков с конусностью 7:24. Номенклатура конусов 7:24 предусматривает следующие типоразмеры: 30,40,45,50, 55,60. Наибольшее применение находят хвостовики с конусом 40 и 50.
Произведем выбор режущих и вспомогательных инструментов необходимых для обработки детали сектор-рычаг 5440-3403051.
Переход 1. Сверление
2 отверстий
 до
до
 насквозь будем производить спиральным
сверлом (2301-3469 ГОСТ 12121-77):
насквозь будем производить спиральным
сверлом (2301-3469 ГОСТ 12121-77):
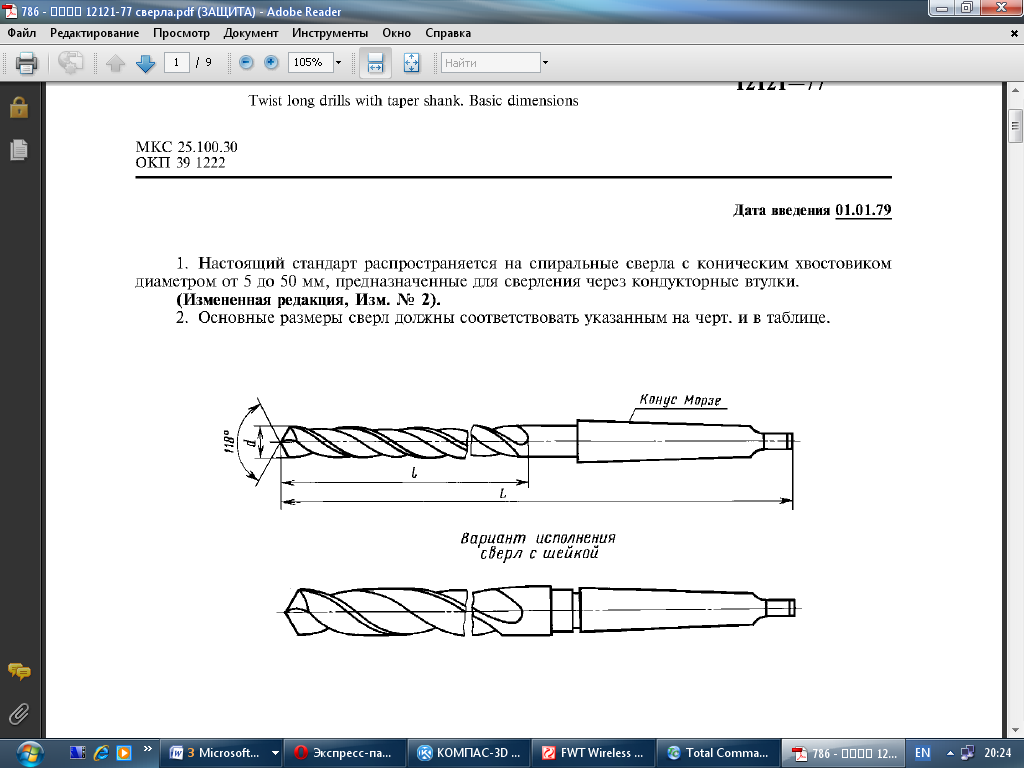
Рисунок 2.1- Спиральное сверло
В качестве вспомогательного инструмента принимаем державку для регулируемых втулок ТУ 2-035-763-80 191112041:
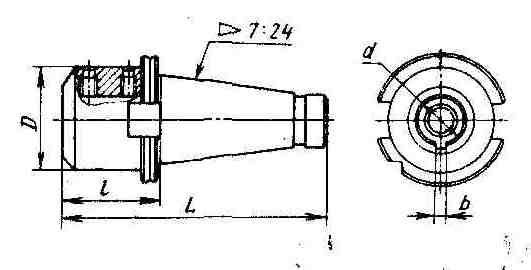
Рисунок 2.2- Державка для регулируемых втулок
и втулку регулируемую с внутренним конусом Морзе ТУ 2-035-768-80 191836032:
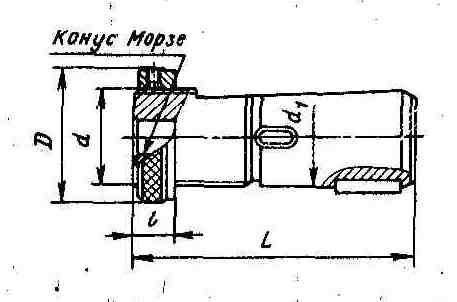
Рисунок 2.3- Втулка регулируемая
Переход 2. Для
зенкерования 2 отверстий
до
 напроход будем использовать зенкер
(2320-2584
h8 ГОСТ
12489-71):
напроход будем использовать зенкер
(2320-2584
h8 ГОСТ
12489-71):

Рисунок 2.4- Зенкер
В качестве вспомогательного инструмента принимаем державку для регулируемых втулок ТУ 2-035-763-80 191112041:
Рисунок 2.5- Державка для регулируемых втулок
и втулку регулируемую с внутренним конусом Морзе ТУ 2-035-768-80 191836032:
Рисунок 2.6- Втулка регулируемая
Переходы 3,4. Снятие
фасок
 в двух отверстиях
будем производить зенкером зенкер
(2320-2596 h8
ГОСТ 12489-71):
в двух отверстиях
будем производить зенкером зенкер
(2320-2596 h8
ГОСТ 12489-71):
Рисунок 2.7- Зенкер
В качестве вспомогательного инструмента принимаем державку для регулируемых втулок ТУ 2-035-763-80 191112041:
Рисунок 2.8- Державка для регулируемых втулок
и втулку регулируемую с внутренним конусом Морзе ТУ 2-035-768-80 191836033:
Рисунок 2.9- Втулка регулируемая
Переход 5. Для развертывание 2 отверстий напроход будем использовать развертку ( 2363-0386 Н7 ГОСТ 1672-80):
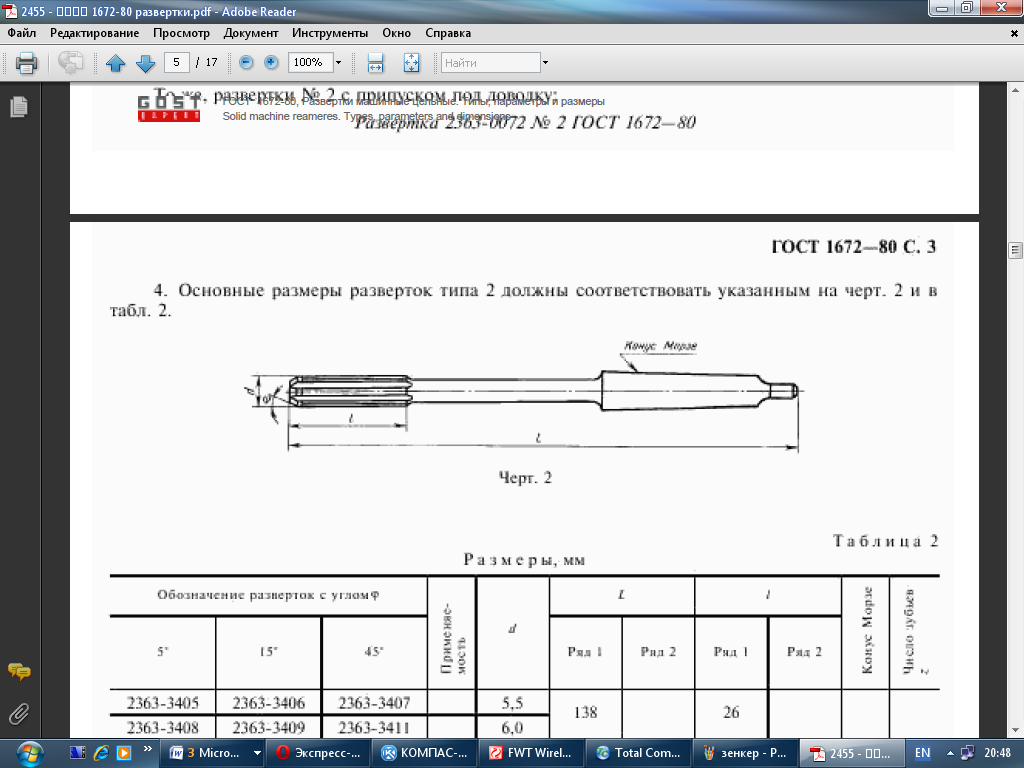
Рисунок2.10- Развертка
В качестве вспомогательного инструмента принимаем державку для регулируемых втулок ТУ 2-035-763-80 191112041:
Рисунок 2.11- Державка для регулируемых втулок
и втулку регулируемую с внутренним конусом Морзе ТУ 2-035-768-80 191836032:
Рисунок 2.12- Втулка регулируемая
Переход 6. Калибрование 2 отверстий на глубину будем осуществлять при помощи инструмента используемого на 5 переходе.
Переход 7. Фрезерование
поверхности сектора
 за два прохода
произведем
с помощью концевой фрезы с коническим
хвостовиком (фреза 2223-0505 ГОСТ 20537-75):
за два прохода
произведем
с помощью концевой фрезы с коническим
хвостовиком (фреза 2223-0505 ГОСТ 20537-75):
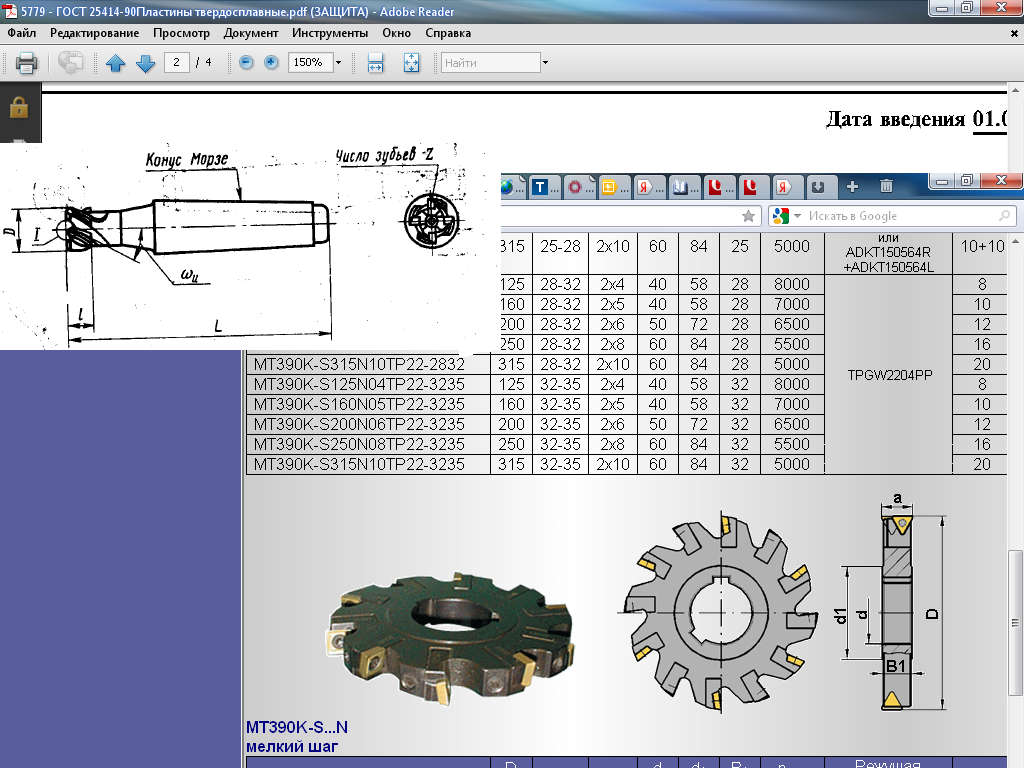
Рисунок 2.13- Концевая фреза
оснащенной винтовыми твердосплавными пластинами (36010 ГОСТ 25414-82):
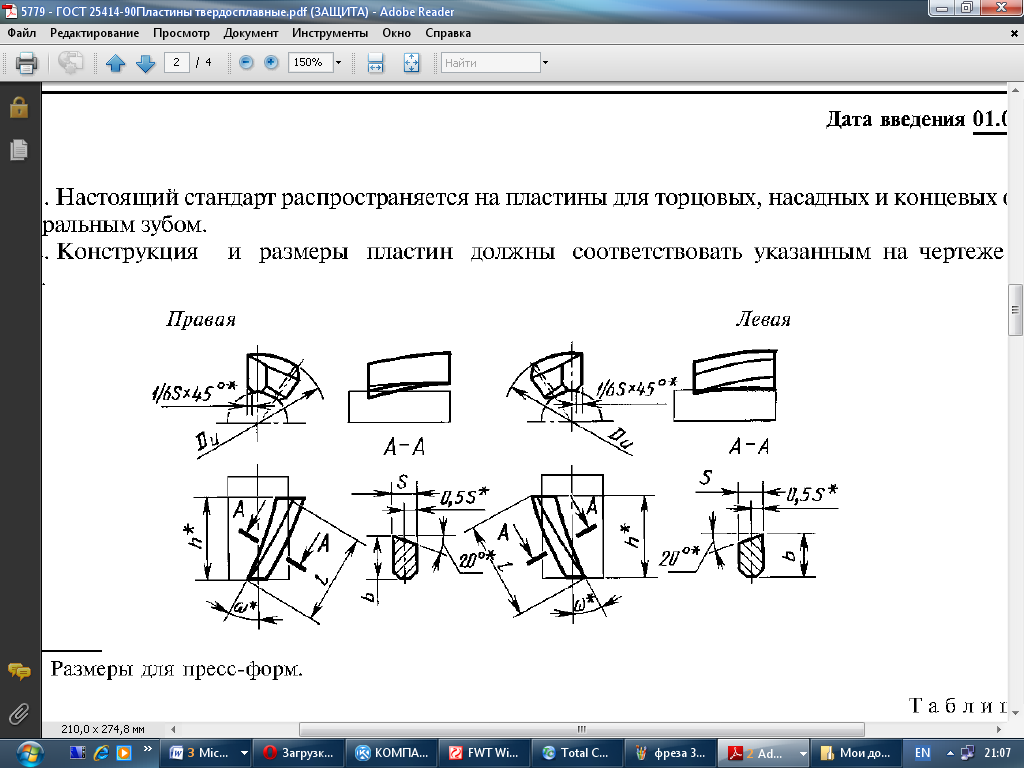
Рисунок 2.14- Винтовые твердосплавные пластины
Фреза крепится в шпиндель станка при помощи переходной втулки (6103-0012 ГОСТ 13790-68):
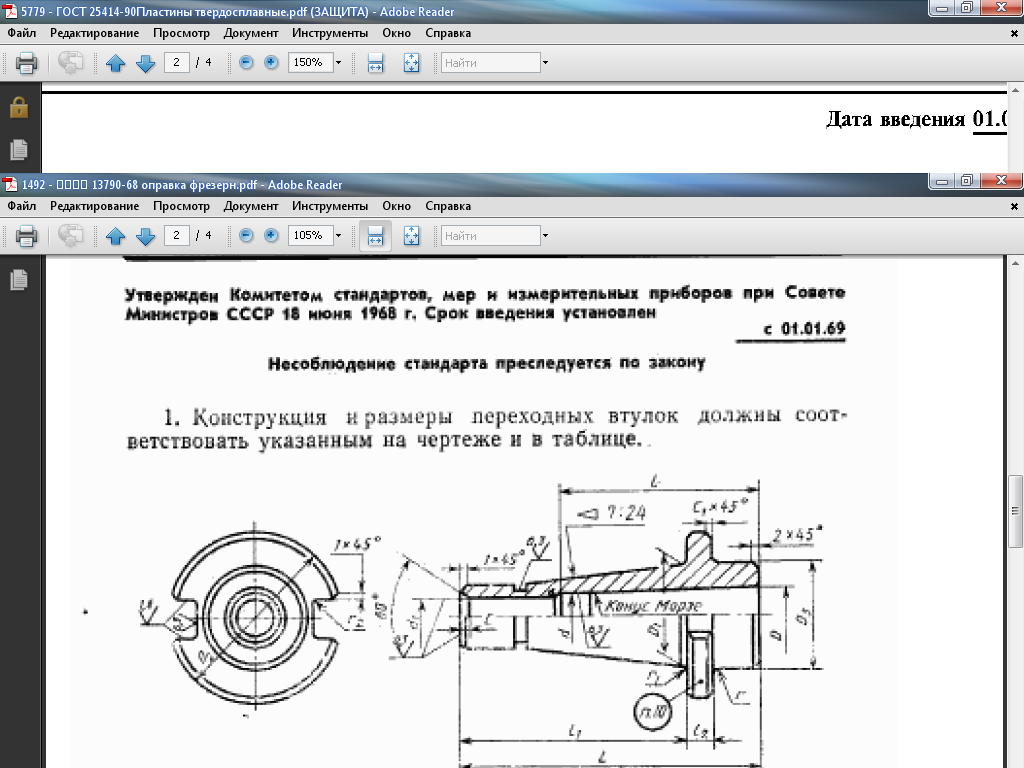
Рисунок 2.15- Переходная втулка
Переход 8. Для
фрезерования паза
 по R
60 будем
использовать фрезу концевую цилиндрическую
диаметром D=14
мм, оснащенную коронкой из твердого
сплава Т15К6 (фреза 2844-0783 Т15К6 ГОСТ
18948-73):
по R
60 будем
использовать фрезу концевую цилиндрическую
диаметром D=14
мм, оснащенную коронкой из твердого
сплава Т15К6 (фреза 2844-0783 Т15К6 ГОСТ
18948-73):
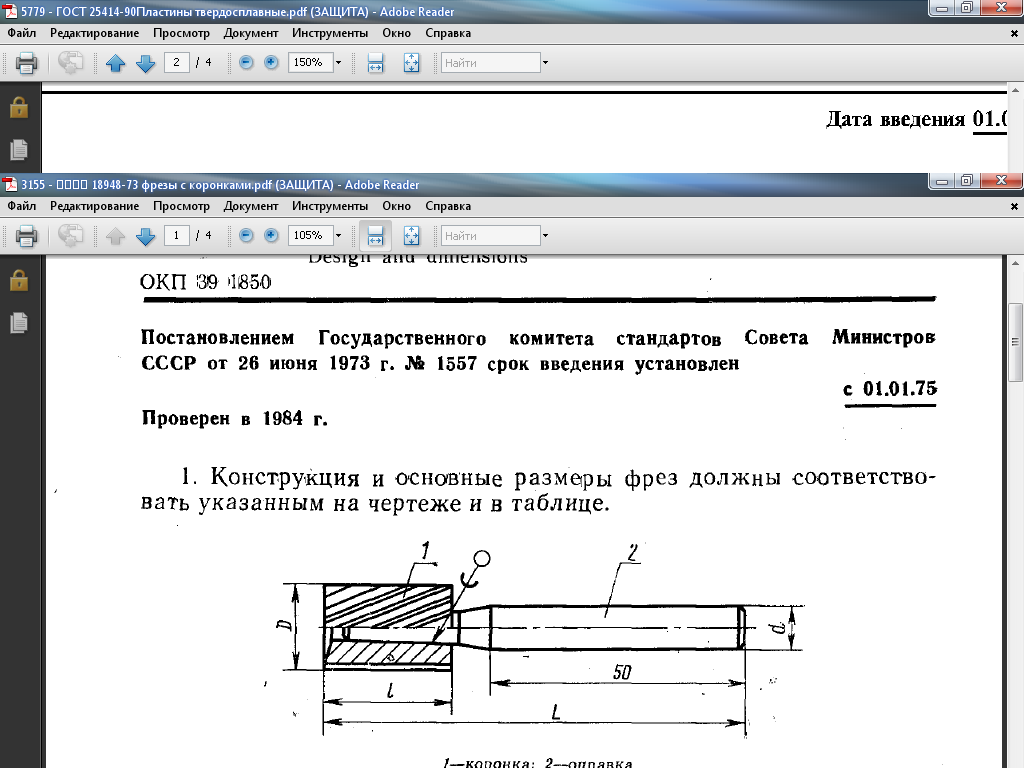
Рисунок 2.16- Фреза концевая оснащенная коронкой из твердого сплава
В качестве вспомогательного инструмента принимаем патрон цанговый ТУ 2-035-986-85 191113040:
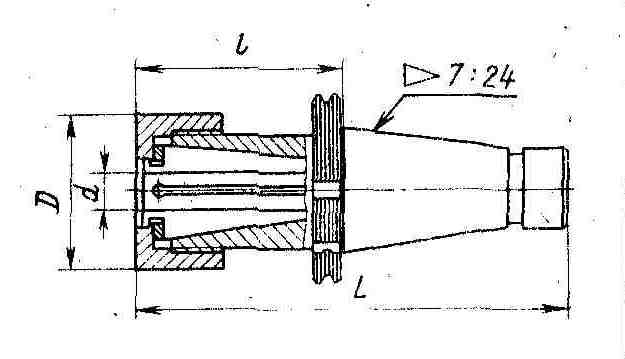
Рисунок 2.17- Патрон цанговый
Переходы 9,10.
Фрезерование паза
 до
b=28 и
фрезерование паза
реализуем при помощи бесступенчато-регулируемой
дисковой трехсторонней фрезы
MT390K-S160N07TP22-2832 (режущая пластина TPGW2204PP,
количество 14 шт.):
до
b=28 и
фрезерование паза
реализуем при помощи бесступенчато-регулируемой
дисковой трехсторонней фрезы
MT390K-S160N07TP22-2832 (режущая пластина TPGW2204PP,
количество 14 шт.):
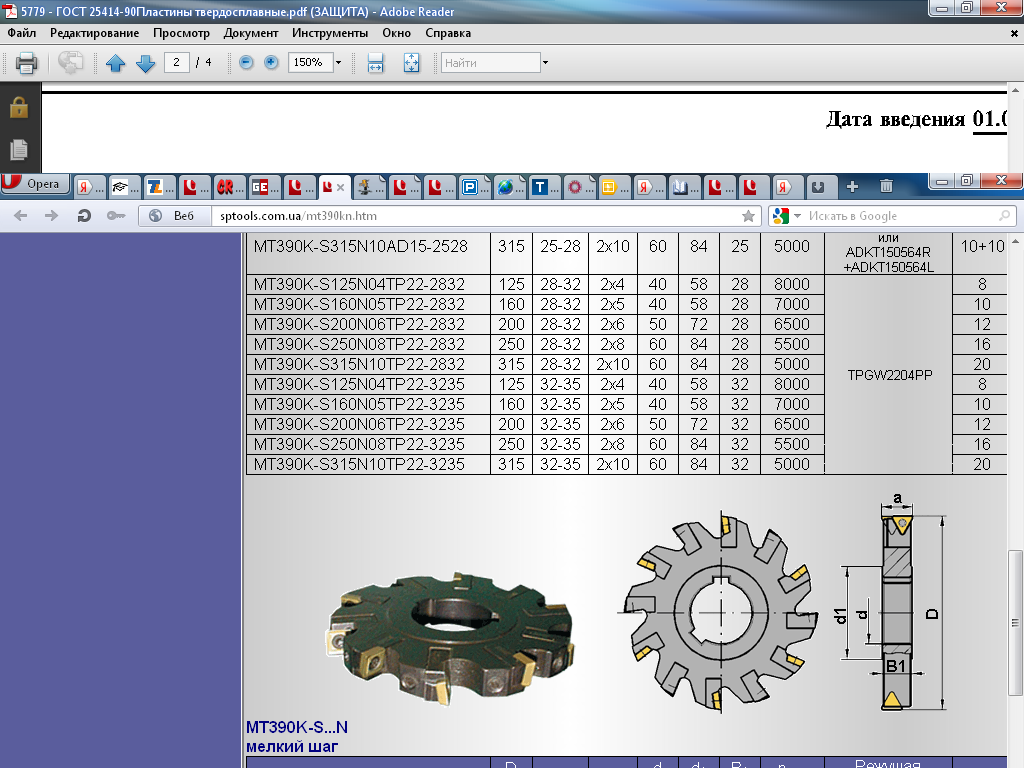
Рисунок 2.18- Дисковая трехсторонняя фреза