

44. Наростообразование при резании материалов
При образовании сливной стружки часто наблюдается задерживание обрабатываемого металла на передней поверхности непосредственно около режущего лезвия. Это наслоение в сечении имеет треугольную форму (рис. 3.9). Впервые это явление обнаружил в 1915 году Я. Г. Усачев, а само
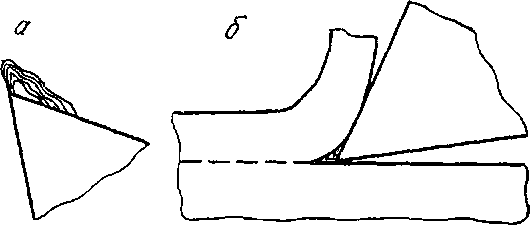
\ Рис. 3.9. Характерная форма нароста: а — нарост на передней поверхности резца; б — резец, с наростом б процессе работы образование назвал наростом. Он обнаружил, что структура нароста представляет собой тонкие слои металла, которые наложены друг на друга и вытянуты вдоль передней поверхности инструмента. Существует несколько точек зрения о причине образования нароста.
 наростом
является заторможенная зона
обрабатываемого металла, образование
которой вызвано значительными силами
трения между стружкой и передней
поверхностью инструмента. При снятии
стружки возникают очень высокие удельные
давления (≈1000 кгс/см2),
в связи с чем металл сильно разогревается.
Поэтому по всей площади контакта
наблюдается соприкосновение стружки
с поверхностью инструмента. Несмотря
на самое тщательное затачивание
инструмента, на передней поверхности
его остаются небольшие
наростом
является заторможенная зона
обрабатываемого металла, образование
которой вызвано значительными силами
трения между стружкой и передней
поверхностью инструмента. При снятии
стружки возникают очень высокие удельные
давления (≈1000 кгс/см2),
в связи с чем металл сильно разогревается.
Поэтому по всей площади контакта
наблюдается соприкосновение стружки
с поверхностью инструмента. Несмотря
на самое тщательное затачивание
инструмента, на передней поверхности
его остаются небольшие
зазубрины, углубления и риски. Деформированный металл стружки, попадая в них, застревает, затормаживается и не перемещается относительно передней поверхности инструмента. Это задерживает и перемещение ближайших слоев металла. Образуется масса заторможенного металла (слой его увеличивается, непрерывно питаясь металлом обтекаемой стружки) Слои наращиваются друг на друга, пока нарост не достигает размеров, максимально возможных при данных условиях. Вследствие чрезвычайно сильной деформации слои металла, образующие нарост, упрочняются. Их твердость в 2,5—3,5 раза больше твердости исходного металла. Таким образом, нарост как бы принимает на себя функции режущего лезвия. Однако он не стабилен. Достигнув максимальной величины, нарост разрушается, частично уносится стружкой, частично поверхностью детали.
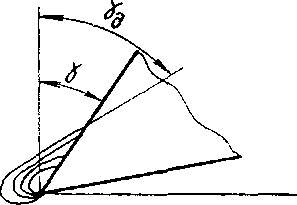
Так как сходящая стружка скользит не по вершине резца, а по передней поверхности нароста, действительный передний угол уд как бы увеличивается (рис. 3.11), что способствует облегчению процесса резания. Вследствие высокой твердости нароста, он, выполняя функции режущего лезвия, отчасти предохраняет переднюю и заднюю грани инструмента от истирания их сходящей стружкой и обработанной поверхностью и уменьшает нагревание. Это в свою очередь приводит к уменьшению изнашивания инструмента, т.е.к повышению его стойкости. Вместе с тем наличие нароста увеличивает шероховатость обработанной поверхности. Еще Я. Г. Усачев в 1915 году заметил, что нарост является причиной появления неровностей на обработанной поверхности детали даже в условиях свободного резания. Схема процесса образования неровностей на обрабатываемой поверхности по мере снятия сливной стружки сводится к следующему. Нарост, обладающий весьма высокой твердостью, выполняет, как отмечалось, функцию режущего лезвия. Он удлиняет резец, что и является причиной некоторого увеличения толщины среза по сравнению с номинальной. В определенный момент выступающая часть нароста оказывается столь большой, что она срезается, отделяясь от основной массы нароста. Часть его уходит со стружкой, а часть остается вдавленной в обработанную поверхность. Эта частица нароста является выступающим краем неровностей. Разрушение нароста приводит к мгновенному уменьшению толщины среза. В дальнейшем размеры нароста снова увеличиваются и толщина среза постепенно возрастает, пока его выступающая часть опять не будет сорвана и унесена обработанной поверхностью, образуя край очередной неровности. Этот процесс повторяется периодически, в результате вся обработанная поверхность оказывается усеянной неровностями.