

9. Понятие способности процесса и оценка характеристик его способности.
Показатели возможностей характеризуют потенциальные и фактические возможности процесса удовлетворять установленным техническим допускам для значений выходного показателя качества, измеряемого по количественному признаку
Для применения показателей возможностей должны быть выполнены следующие условия:
индивидуальные значения показателей качества отдельных единиц продукции должны подчиняться нормальному закону распределения или близкому к нему
предварительно должна быть проведена оценка стабильности процесса
изменчивость результатов измерений, обусловленная измерительной системой, а не только погрешностью измерительных приборов, должна быть мала по сравнению с техническим допуском
Комбинацию индексов возможностей процессов выбирают в зависимости от результата оценки стабильности процесса
![]() − индекс воспроизводимости процесса,
применяемый для оценки возможностей
стабильного процесса без учета положения
среднего значения (центровки) и применяемый
для стабильных по разбросу процессов;
− индекс воспроизводимости процесса,
применяемый для оценки возможностей
стабильного процесса без учета положения
среднего значения (центровки) и применяемый
для стабильных по разбросу процессов;
О![]() тношение
ширины поля допуска к ширине зоны
рассеивания статистически контролируемого
процесса
тношение
ширины поля допуска к ширине зоны
рассеивания статистически контролируемого
процесса
![]() − индекс пригодности процесса
удовлетворять технический допуск без
учета положения среднего значения,
применяемый для процессов, стабильность
которых по разбросу не подтверждена;
− индекс пригодности процесса
удовлетворять технический допуск без
учета положения среднего значения,
применяемый для процессов, стабильность
которых по разбросу не подтверждена;
![]()
Если установлен только
один предел поля допуска: либо наибольшее
предельное значение
![]() ,
либо наименьшее предельное значение
,
либо наименьшее предельное значение
![]() показателя
качества для оценки возможностей
процесса применяют только индексы
показателя
качества для оценки возможностей
процесса применяют только индексы
![]() и
и
![]() :
:
− индекс воспроизводимости процесса, применяемый для оценки возможностей стабильного процесса с учетом положения среднего значения и применяемый для стабильных и по разбросу и по настройке процессов;
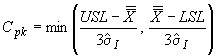
Он связывает разность между средним процесса и ближайшим пределом поля допуска с половиной присущей процессу изменчивости
− индекс пригодности процесса удовлетворять технический допуск с учетом положения среднего значения, применяемый для процессов, стабильность которых по разбросу не подтверждена;

![]() − коэффициент воспроизводимости
процесса, стабильность которого
подтверждена
− коэффициент воспроизводимости
процесса, стабильность которого
подтверждена
![]()
![]() − коэффициент пригодности процесса,
стабильность которого не подтверждена;
− коэффициент пригодности процесса,
стабильность которого не подтверждена;
![]()
Ни один индекс в отдельности не применим ко всем процессам и ни один конкретный процесс нельзя полностью описать одним индексом. Сравнивая между собой значения индексов воспроизводимости и пригодности, полученных в различные периоды времени, можно оценить эффективность проведения мероприятий по повышению качества продукции. Корректирующие действия должны повышать стабильность процесса и уменьшать его изменчивость, что предполагает макс приближение индекса пригодности Pp к индексу воспроизводимости Cp и последовательное увеличение индекса воспроизводимости. Если после корректирующих мероприятий индексы Pp и Cp остались неизменными (или уменьшились), это свидетельствует о принятии неэффективных управляющих решениях.
Статистически управляемым считается статистически стабильный процесс (когда устранено влияние случайных/обычных причин изменчивости – повышение возможности процессов удовлетворять требованиям), коэффициент воспроизводимости которого Ср>1,33