

Тема 5. Плазово-шаблонный и эталонно-шаблонный методы обеспечения взаимозаменяемости (3 ч)
5.1. Плазово-шаблонный метод обеспечения взаимозаменяемости.
Любой способ зависимого образования размеров связан с созданием эталона форм и размеров, который лежит в основе увязки размеров сопрягаемых деталей, узлов, агрегатов. В плазово-шаблонном методе (ПШМ) - это теоретический плаз-чертеж в масштабе 1:1, выполненный тушью на металлических листах в двух или трех проекциях с нанесением координатных осей. Теоретический плаз расчерчивается для каждого агрегата планера отдельно. Исходные данные: теоретический чертеж агрегата (рис.5.1), выполненный в ОКБ (создателем самолета); ТЗ на плазовую разбивку, где оговаривают систему координатных осей.
|
Рис.5.1. Основные координатные оси и плоскости самолета |
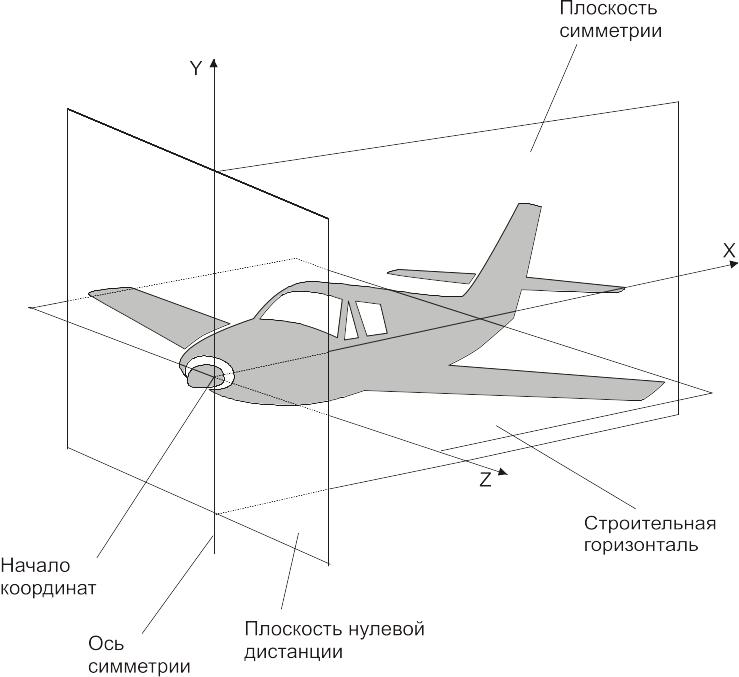
Проекции: на плоскости нулевой дистанции – эпюра совмещенных сечений; на плоскости симметрии – боковая проекция (батоксы); на строительной горизонтали – плановая проекция (горизонталь) (рис.5.2, рис.5.3).
Теоретический плаз служит для геометрической увязки внешних обводов корпуса ЛА, получения плавных, близких к теоретическим, контуров всех отсеков и частей с правильным их взаимным расположением.
Выполнение теоретических построений (разбивка плаза) начинается с нанесения координатных и конструктивных осей (оси симметрии, строительная горизонталь и др.), затем по теоретическому чертежу и таблице координат на плановой проекции наносят координаты точек, определяющих аэродинамический обвод ЛА. По нанесенным точкам строят линии обвода.
После вычерчивания обводов определяют малки и составляют таблицу малок. Малка (М) - угол отгиба борта от горизонтали (рис.5.4).
Для различных агрегатов самолета принимаются свои системы координат. Например, для крыла: плоскость корневой нервюры, плоскость хорд и плоскость заднего лонжерона.
|
Рис.5.2. Плоскости шпангоутов, батоксов и горизонталей. |
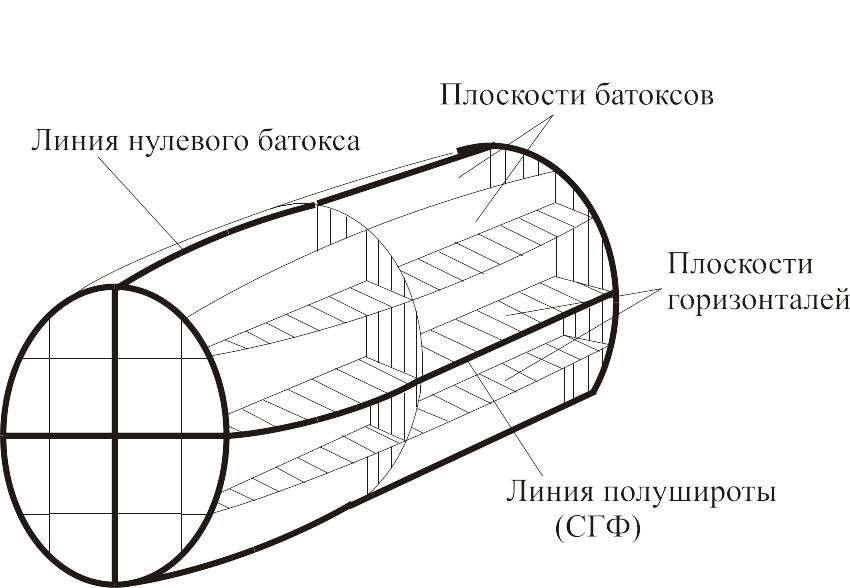
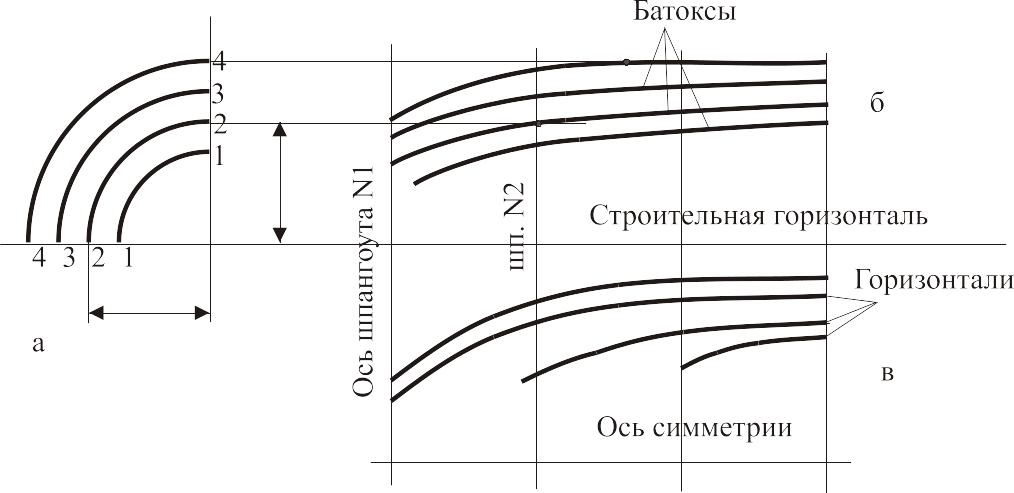
Рис.5.3. Построение теоретического плаза методами батоксов и горизонталей.
а - плаз совмещенных сечений; б - боковая проекция; в - плановая проекция.
-
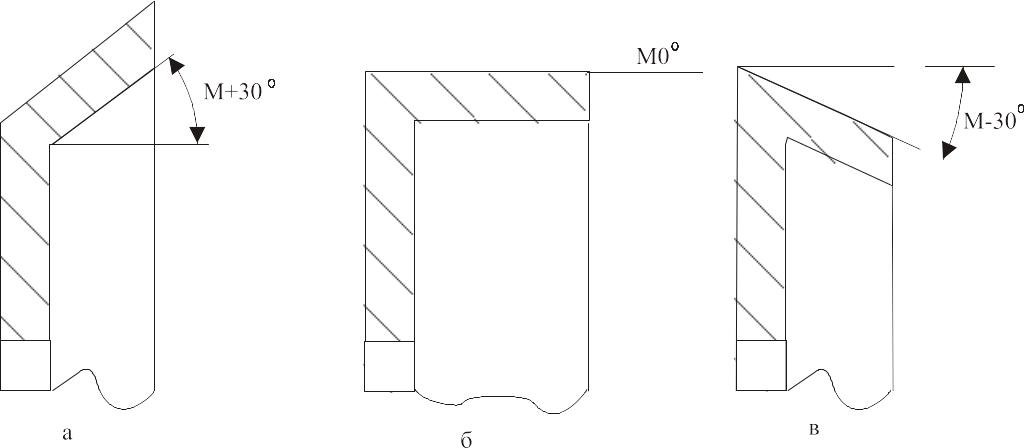
Рис.5.4. Виды малок: а - открытая; б - нулевая; в – закрытая
Теоретический
плаз (ТП) - вычерчивают на дюралюминиевых
листах толщиной 3 мм и размерами 1100![]() 2200
мм, лицевую сторону грунтуют светло-серой
хлорвиниловой эмалью. Для установки на
столе рассверливают 8 плаз-кондукторных
отверстий диаметром 10 мм при помощи
шаблона-кондуктора. Координатную сетку
50
50
мм наносят на плаз-кондукторе - плоском
столе с отверстиями 50
50,
с точностью +
0,01 мм. Расчерчивание идет продольным и
поперечными линейками длиной 1400 и 2300 с
отверстиями: 50+0,01
мм. На плаз–кондукторе кроме сетки на
ТП наносят координатные оси и оси
агрегата, а так же сверлят базовые БО и
плаз-кондуктирные отверстия.
2200
мм, лицевую сторону грунтуют светло-серой
хлорвиниловой эмалью. Для установки на
столе рассверливают 8 плаз-кондукторных
отверстий диаметром 10 мм при помощи
шаблона-кондуктора. Координатную сетку
50
50
мм наносят на плаз-кондукторе - плоском
столе с отверстиями 50
50,
с точностью +
0,01 мм. Расчерчивание идет продольным и
поперечными линейками длиной 1400 и 2300 с
отверстиями: 50+0,01
мм. На плаз–кондукторе кроме сетки на
ТП наносят координатные оси и оси
агрегата, а так же сверлят базовые БО и
плаз-кондуктирные отверстия.
|
Рис.5.5. Теоретический плаз |
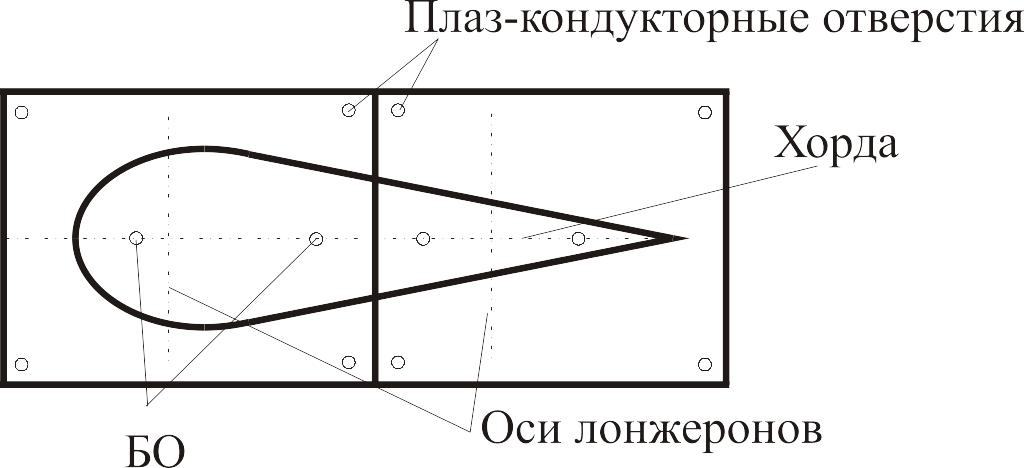
Точность теоретических плазов: расположение координатных и конструкторских осей ± 0,1 мм, нанесение координат точек ± 0,15 мм, ширина контурных линий 0,15 мм, расстояние между линиями координатной сетки ± 0,15 мм. Как видно из названных допусков точность обвода по отношению к исходным данным не очень высока, но эта погрешность является общей для всех обводообразующих деталей и узлов, поэтому она не влияет на точность увязки. Весь контроль обводов ведется от теоретического плаза, который является эталонным обводом.
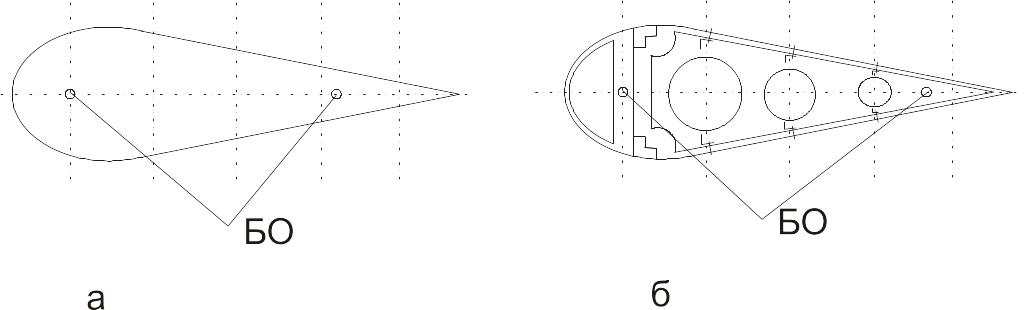
Рис.5.6. Конструктивный плаз: а – разбивка на заготовке, полученная фото контактным способом; б – конструктивный плаз
С теоретического плаза безразмерным способом копируют внешние контуры всех поперечных сечений агрегатов для того, чтобы внутри этих контуров увязать и расчертить так же в натуральную величину все элементы конструкции, входящие в него. Эту функцию выполняет конструктивный плаз (КП). Разбивка КП начинается с копирования контура и осей с ТП фото контактным способом на прозрачный материал (винипроз). Затем внутри расчерчиваются все детали, попавшие в сечение, а также оси заклепок и болтов. Далее с КП информация переносится на все шаблоны.
Шаблоны - жесткие носители формы и размеров деталей. Шаблоны выполняются из листовой стали толщиной 1,5 мм, их контуры копируются фото контактным способом с плазовых разбивок.
Шаблоны подразделяются на две основные группы: основные (технологические: ШКК – шаблон контрольно контурный), красного цвета, производственные (рабочие).
ШКК - полностью повторяет конструктивный плаз; разница только в том, что он сделан из стали и обработан по теоретическому контуру. ШКК используется только в плазовом цехе; служит как бы вторичным по отношению к теоретическому плазу эталоном, предназначен для увязки и контроля всех шаблонов данного узла.
Комплект шаблонов, изготовленных для производства деталей и сборки из них узла, называется узловым комплектом шаблонов. Для производства детали - подетальным комплектом. Первоисточником обоих комплектов является ШКК или КП.
|
|
Рис.5.7. Детальный комплект шаблонов, необходимый для изготовления носка нервюры |
Рис.5.8. Принципиальная схема увязки форм и размеров агрегатов при использовании плазово-шаблонного метода увязки |

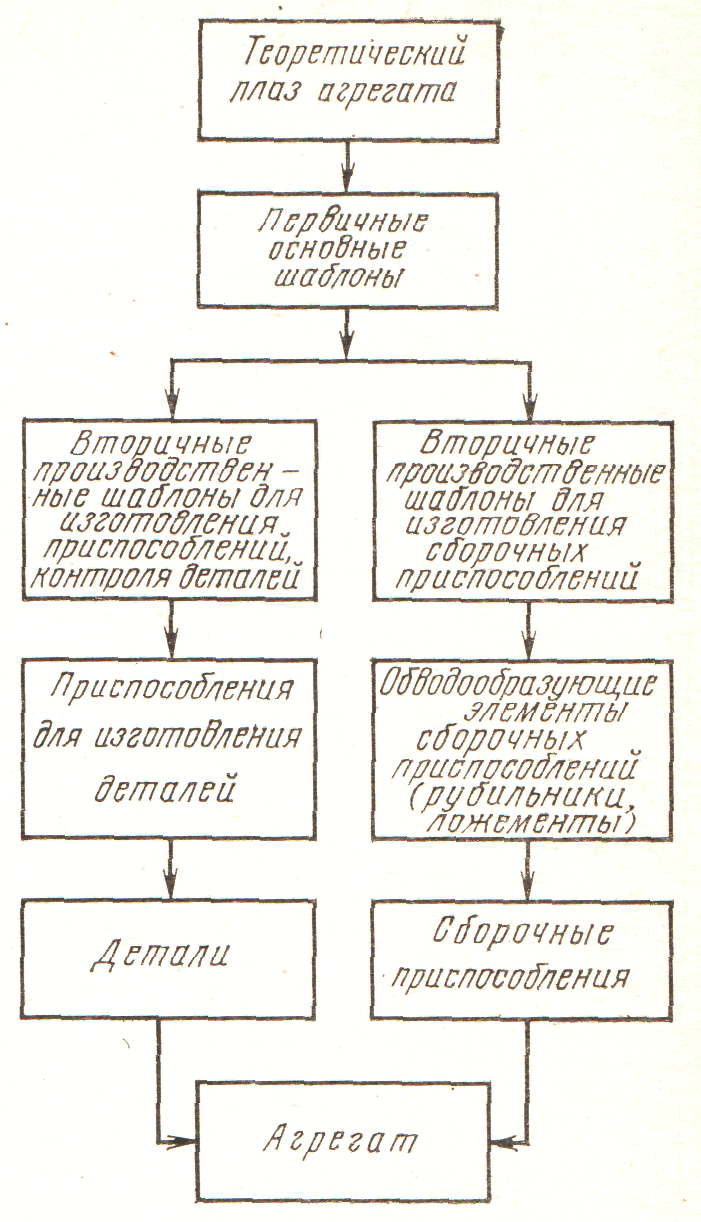
Сущность метода состоит в использовании единой системы жестких носителей форм и размеров взаимно-сопрягаемых элементов конструкции для изготовления и геометрической увязки их между собой (рис.8).
Номенклатура производственных шаблонов следующая.
1. ШК - шаблон контура отличается от ШКК на толщину обшивки, соответствует наружному контуру борта детали, сопрягаемой с обшивкой.
2. ШВК - шаблон внутреннего контура (детали).
3. ШРД - шаблон развертки детали.
4. ШЗ - шаблон заготовки (контур плоской заготовки для детали сложной формы, изготавливаемой вытяжкой, формовкой и т.п.).
5. ШФ - шаблон фрезерования - эквидистантен ШЗ или ШРД.
6. ШКС - шаблон контура сечения - соответствует контуру ШКК, ШК или ШВК.
Имеет вогнутый характер (обычно), являясь как - бы контр - шаблоном.
Комплект ШКС, собранный в каркас, называется каркасным шаблоном ШКС.
7. ШГ - шаблон гибки - соответствует контуру ШК или ШВК профильных или трубчатых деталей, имеющих кривизну в одной плоскости.
8. ШОК - шаблон обрезки и кондуктор для сверления отверстий - соответствует форме и размерам деталей, может иметь пространственную, как и деталь, форму. Накладывается на деталь.
9. ШП - шаблон приспособления или ШМФ - шаблон монтажно- фиксирующий - соответствует контурам ШКК или ШК в зависимости от назначения.
10. ШР - шаблоны разные. Могут быть плоские и пространственные.
Информация на шаблонах следующая:
название шаблона (ШКК, ШК, ...); шифр изделия
и номер чертежа, количество на самолет;
сведения о бортах ( Б - на краю шаблона),
например, Б20Р4Н: борт высотой 20 мм, радиус
сопряжения со стенкой 4 мм, отгибается
вниз, НБ - отсутствие борта по контуру
детали, СБ20° - срез борта под углом 20°;
отверстия (БО- базовые отверстия (для
увязки шаблонов); СО- сборочные; НО-
направляющие; УБО- установочно-базовые
отверстия; КФО- координатно-фиксирующие
отверстия; ОСБ- оси стыковых болтов;
Д20- отв
![]() 20
без отбортовки; 160СТ- отв. облегчения (с
указанием
));
рифты жесткости: РФ10Р12Н - рифт высотой
10 мм. с внутренним радиусом 12 мм, направлен
вниз; подсечки: П2В- подсечка 2 мм. обращена
вверх.
20
без отбортовки; 160СТ- отв. облегчения (с
указанием
));
рифты жесткости: РФ10Р12Н - рифт высотой
10 мм. с внутренним радиусом 12 мм, направлен
вниз; подсечки: П2В- подсечка 2 мм. обращена
вверх.
Точность: ШКК относительно ТП -0,2 мм; ШК относительно ШКК -0,2 мм; ШВК относительно ШКК +0,2 мм; ШКС относительно ШКК –0,2 мм. Для сверхзвуковых самолетов - допуск на изготовление шаблонов уменьшается на 30-50%. Комплект шаблонов увязывают по БО – базовым отверстиям.
Недостатки ПШМ: увязка происходит по отдельным сечениям. Для всего агрегата необходимо разрабатывать средства для правильной ориентации шаблонов по дистанции; сужает фронт работы, т.к. необходимо делать большое количество контрольно-эталонной оснастки, иногда в последовательном порядке.
5.2. Эталонно - шаблонный метод обеспечения взаимозаменяемости.
|
Рис.5.9. Эталон поверхности (макет) |
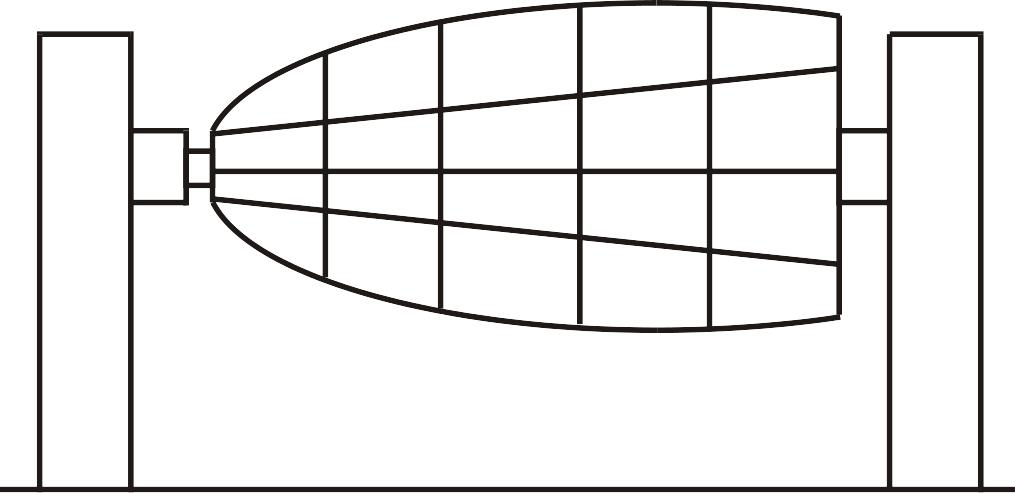
Направлением усовершенствования ПШМ является создание объемных пространственных макетов (эталонов) поверхности агрегатов. Макет имеет металлический каркас, на котором установлены ШКС, облицованные деревом или термопластом (эпоксидная композиция специального состава). После обработки контура агрегата на его поверхности размечают и расчерчивают линии стыка обшивок, расположение люков, осей шпангоутов, лонжеронов, стрингеров. Расчерчивание производят несмываемой тушью. Разбивку проводят исходя из плазовых разбивок и данных теоретического чертежа агрегата. Готовый макет принимается за эталон формы и размеров агрегата, и вся дальнейшая увязка размеров оснастки идет путем непосредственного копирования эталонного контура поверхности (рис.5.9).
Макет – это тот же монтажный эталон, но только с материализованной поверхностью. Достоинства макета: при помощи гипсовых и песко - клеевых слепков и контрслепков, как жестких носителей форм и размеров, можно увязывать размеры оснастки не только по отдельным сечениям, но и по всей поверхности. В чистом виде при эталонном методе увязки:
ТП
![]() КП (ШКК)
ШКС
Эталон поверхности.
КП (ШКК)
ШКС
Эталон поверхности.
Эта цепочка является общей и не влияет на увязку.
|
Рис.5.10. Схема увязки заготовительной и сборочной оснастки эталонно-шаблонным методом |
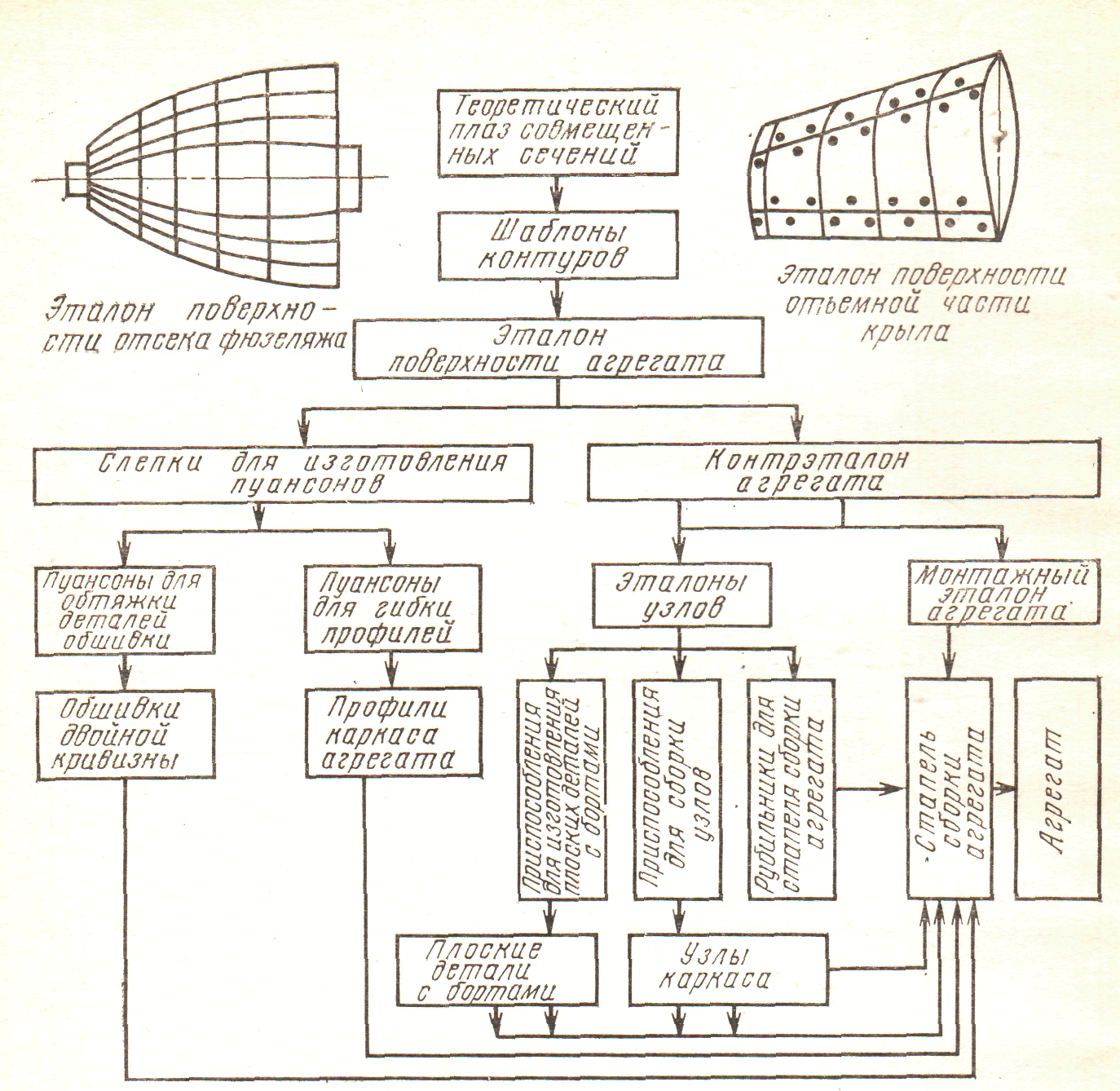
Кроме эталона делают контр эталон. Он делается не сплошным, а по дистанциям (типа сборочного приспособления). Контр эталон используется для изготовления эталонов шпангоутов, по которым изготавливают форм блоки контурообразующих деталей шпангоута. По контр эталону изготавливают также монтажный эталон, используемый при монтаже сборочной оснастки.
Контрольные вопросы
1. Что является эталоном формы и размеров в плазово-шаблонном методе?
2. Что является эталоном формы и размеров в эталонно-шаблонном методе?
3. Что такое теоретический и конструктивный плазы и как они связаны между собой?
4. Что входит в детальный комплект шаблонов, необходимый для изготовления детали?
5. В чем заключается сущность плазово-шаблонного и эталонно-шаблонного методов увязки?
6. Достоинства и недостатки плазово-шаблонного метода.
7. Какая информация содержится на шаблонах?
8. Приведите цепочку образования размеров в эталонно-шаблонном методе.
Список литературы
1. Технология самолётостроения: Учебник для вузов / А.Л. Абибов, Н.М. Бирюков, В.В. Бойцов и др. М.: Машиностроение, 1982. с. 34-47.
2. Бирюков Н.М., Резниченко В.И., Ширяльщиков В.И. Технология вертолётостроения: Учебник для вузов, М.: Изд-во МАИ, 1986. с. 27-38.
3. Грошиков А.И., Малафеев В.А. Заготовительно-штамповочные работы в самолётостроении. М.: Машиностроение, 1976. с. 10-75.