

Применение вертолётов
Наибольший эффект применения летательных аппаратов достигается при монтаже башенно-мачтовых сооружений. Для подъёма используют монтажно-транспортные вертолёты МИ-6, МИ-10К (10 т).
Вертолёты оборудованы внешней подвеской, с помощью которой производят транспортирование и монтаж (рис. 105, 106). Подвеска представляет собой канатную систему.
При использовании вертолётов применяют метод наращивания и метод поворота. Для наводки используют приспособления-ловушки, позволяющие без участия монтажников устанавливать блок в проектное положение.
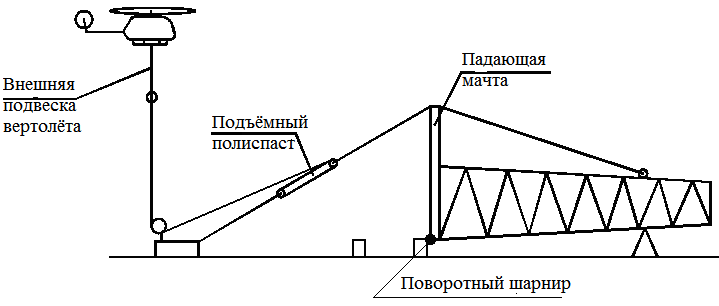
Рис. 105. Монтаж вертолётом методом поворота
Монтажники закрепляют блок после отлёта вертолёта. Часто используют монтаж комбинированным методом: нижнюю часть кранами, а верхнюю вертолётами. Разработаны и применяются летательные аппараты, совмещающие достоинства аэростатов и вертолётов.
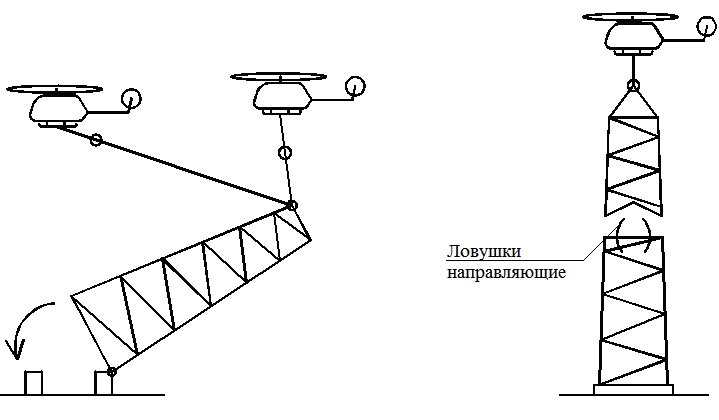
Рис. 106. Поворот двумя вертолётами и безвыверочный монтаж
Аппараты имеют грузоподъёмность до 500 т. Летательные аппараты эффективны при большом объёме работ, так как стоимость перелёта составляет 60 70 % общей стоимости аренды вертолета.
Метод выдвижения
При монтаже радиотелевизионных башен монтируют ствол башни различными методами (поворота, наращивания), внутри ствола монтируют антенну, а затем выдвигают её системами полиспастов или домкратных систем, производя её обустройство (рис. 107).
Выдвижение производят при подращивании нижних частей конструкции (при необходимости).

Рис. 107. Выдвижение конструкций
Монтаж наземных сооружений из листовых конструкций
Характерной особенностью сооружений из листовых конструкций является большая протяжённость сварных соединений, значительно превышающая длину швов обычных металлоконструкций.
Сварные соединения должны удовлетворять требованиям не только прочности, но и плотности (непроницаемости).
При выборе методов монтажа необходимо предусмотреть:
1) сокращение затрат при производстве сварочных работ на монтажной площадке;
2) максимальное сокращение количества горизонтальных швов;
3) обеспечение повышенных требований к качеству выполняемых работ.
Исходя из этого, листовые конструкции должны выполняться с максимальной заводской готовностью.
Листовые конструкции при толщине стенки до 18 мм должны поставляться на строительную площадку в рулонах.
Способы монтажа конструкций с толщиной стенки более 18 мм предусматривают также полистовую сборку и сборку блоками (обечайками, картинами).
Применяют также комбинированные методы монтажа из рулонов, а также укрупнёнными картинами из более толстого материала.
Метод монтажа из рулонных заготовок может выполняться следующими методами:
1) с вертикальным разворачиванием рулонов в проектное положение;
2) с вертикальным или горизонтальным разворачиванием рулонов в стороне с последующим монтажом царгами (обечайками);
3) наращиванием с горизонтальным разворачиванием рулонов на специальных стендах-кондукторах.
Вертикальные стальные резервуары ёмкостью 5 100 тыс. м3 имеют высоту стенки 12 и 18 м, диаметр 23 89 м. Стенка - это одинарная цилиндрическая оболочка, подкрепляемая рёбрами жёсткости, сопряжение с днищем сваркой. Крыша чаще не стационарная, а плавающая, всегда находящаяся на поверхности нефти, что исключает испарение.
Сущность метода рулонирования заключается в том, что стенки, днище, крыша изготовляются в виде полотнищ шириной 12 18 м. Полотнища шириной, равной высоте резервуара, после сварки и контроля соединений, наматывают на решётчатую бобину диаметром 2,8 3,2 м. В качестве бобины используют обычно шахтную лестницу, центральную стойку резервуара или специальный каркас. Количество рулонов зависит от ёмкости резервуаров. Стенка наматывается на бобины от одного до шести рулонов, днище из двух до четырёх частей, которые наматывают на один или несколько рулонов.
Технология рулонирования стенок и днища резервуаров позволила перенести на заводы около 80 % сборочно-сварочных работ, применить автоматическую сварку, в 3 4 раза сократить продолжительность и трудоёмкость работ на монтажных площадках.