

Інтервал междустрочечный 1,5
Отступы от краев листа справа 1 см, остальные 2
Список литературы как хотите – или по алфавіту или по мере встречания
Листы в записке без рамочек
Абзац – 1 см (ну или если считать как от левой стороны листа, то 3 см)
Разделы. Слово раздел не пишем. Дальше смотрите как оформлять на примере.
Насчет того как писать «1.1» или «1.1.» - непонятно. Сказал сначала что надо как «1.1» но я позвонила уточнить типа как же так, в ворде же автоматически ставится «1.1.» на что сказал «ну пишите так» типа «отье…тесь»))))
И еще – до и после названия разделов и подразделов отступ один абзац или просто увеличне от ступ, там есть такое
Кстати таблицы можно 12 шрифтом если у вас не помещается чото или таблицы большие очень.
Если таблицу продолжаете на следующую страницу, сверху пишете там «продовження таблиці 3.4»
Вот вроде все
ПРИМЕР СМОТРИТЕ НИЖЕ
Кстати там тоже когут бать ошибки, это не мое просто
ЗМІСТ
Вступ
1 Чистова обробка загартованих сталей. Стан питання. Задачі та цілі дослідження
Чистова лезвійна обробка загартованих сталей
Особливості косокутного різання однокромочним інструментом
1.2.1. Шорсткість обробленої поверхні
1.3. Висновки
2 Обладнання, матеріали і методики проведення експериментальних досліджень
2.1. Обладнання та інструмент для проведення досліджень
2.2. Дослідження теплових процесів при косокутній обробці однокромочним інструментом
2.3. Вимірювання складових сили різання
2.4. Вимірювання шорсткості обробленої поверхні
2.5. Визначення стійкості інструменту
2.6. Використання методів математичного планування експериментів
2.7. Висновки
1 Чистова обробка загартованих сталей. Стан питання. Задачі та цілі дослідження
1.1 Чистова лезвійна обробка загартованих сталей
Більшість експлуатаційних властивостей деталей машин (зносостійкість, контактна жорсткість, корозійна і втомна міцність) визначаються властивостями поверхневих шарів виробів а, значить, знаходяться в прямій залежності від методів і умов обробки.
0,4 мм/об), після якого починається різке зростання висоти мікронерівностей і погіршується якість обробленої поверхні.
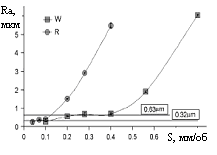
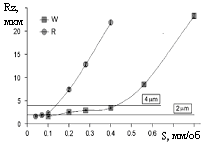
а б
Рисунок 1.4 - Залежність висоти мікронерівностей від величини подачі при обробці інструментом зі стандартною ріжучої пластиною (а) і пластиною з wiper-геометрією (б)
Відомо, що через пластичні явища в зоні різання, висота нерівностей не відповідає розрахованій виходячи з кінематики-геометричних уявлень про процес
1.2 Особливості косокутного різання однокромочним інструментом
1.2.1 Шорсткість обробленої поверхні
Вивченню процесу утворення нерівностей при косокутньому точінні різних матеріалів твердосплавним інструментом присвячена велика кількість робіт [34, 38-45]. У дослідженнях [38, 43, 45] отримані математичні залежності, що виражають висоту мікронерівностей в залежності від умов обробки: подачі, глибини різання, кута нахилу ріжучої кромки інструменту і радіуса оброблюваної заготовки:
|
(1.1) |
|
(1.2) |
 ;
[40]
;
[40] ,
[28]
,
[28]де S – подача, мм/об;
R – радіус оброблюваної деталі, мм;
t – глибина різання, мм;
λ – кут нахилу ріжучої кромки.
Як видно з залежностей (1.1) і (1.2) розрахункова висота мікронерівностей при збільшенні і S монотонно зростає, а при збільшенні R - знижується. Дані висловлювання отримані шляхом розв'язання рівнянь, що визначають відносні переміщення ріжучої кромки інструменту і оброблюваного виробу – тобто враховують виключно кінематико-геометричний фактор.
При чистовому точінні з великими подачами утворення нерівностей на обробленій поверхні пов'язано з двома причинами: за рахунок неспівпадіння ріжучої кромки різця з різання («шорсткість-2») [34]. За даними
2 Обладнання, матеріали і методики проведення експериментальних досліджень
2.1. Обладнання та інструмент для проведення досліджень
інструментальних легованих сталей типу ХВГ і ШХ-15 із застосуванням інструментів, оснащених ПСТМ на основі КНБ, що дає можливість виявити особливості методу косокутної різання однокромочним інструментом в порівнянні зі звичайним точінням. Крім того, зазначені сталі близькі за хімічним складом, а в термообробленому стані і за механічними властивостями, до матеріалів, що застосовуються при виготовленні таких деталей як прокатні валки холодної прокатки (9ХС, 9Х2, 90ХМФ).

Рисунок 2.3 - Блок-схема розрахунково-експериментального методу визначення температури різання
|
|
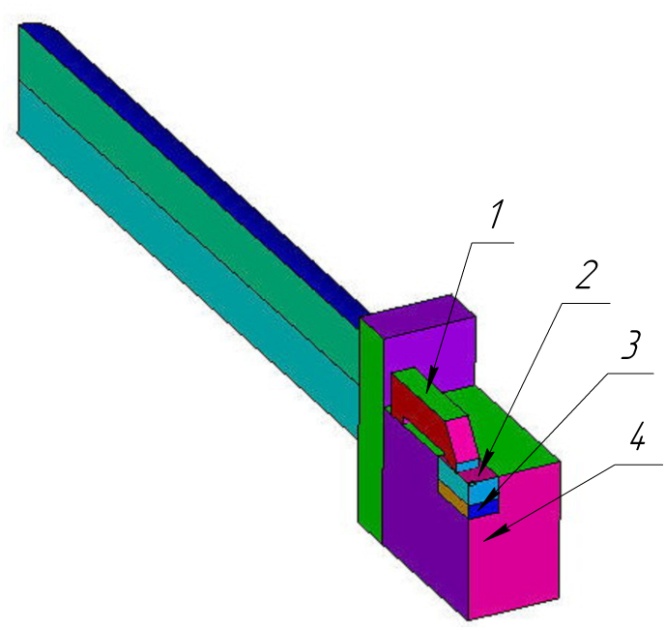
Рисунок 2.4 - Твердотільна модель державки (осьовий переріз) |
Рисунок 2.5 - Схема установки термопар |

Здійснюючи перехід від системи XYZ до системи XλYλZλ, пов'язаної з інструментом при Zλ = 0, отримаємо:

|
(3.2) |

Цей
вираз
визначає
форму
лінії,
що обмежує
переріз
зрізу
на
ділянці
1-2
(див.
рис.3.2).
Крива
1-2-3
на
ділянці
2-3
є
частиною
еліпса,
отриманого
в
перерізі
циліндра
радіусом
R,
площиною,
нахиленою
під
кутом
λ
до
його
осі.
Очевидно,
що
в
системі
координат
XλYλZλ
форма
даної
кривої
описується
виразом:
 ,
звідки
,
звідки
|
(3.3) |

де R = (r + t).
Таблиця 3.4
Фактори |
Інтервал варіювання |
Рівень факторів |
||||
-2 |
-1 |
0 |
+1 |
+2 |
||
B – 0,5 ширини контакту, мм* |
0,75 |
0,5 |
1,25 |
2,0 |
2,75 |
3,5 |
Lc – довжина зони контакту на передній поверхні інструмента, мм |
0,05 |
0,05 |
0,1 |
0,15 |
0,2 |
0,25 |
hз – ширина фаски зносу на задній поверхні інструмента, мм |
0,05 |
0,05 |
0,1 |
0,15 |
0,2 |
0,25 |
T – середня температура різання,ºС |
150 |
600 |
750 |
900 |
1050 |
1200 |
Примітка: *при розрахунках використовується половина твердотільної моделі державки з граничною умовою симетрії на площині її осьового перерізу (див. рис.2.4).
Регресійний аналіз даних зв'язують температури в контрольних точках з умовами обробки, проведений з використанням пакета Statistica 6.0, дозволив отримати наступні вирази, що описують залежність температури в точках установки термопар від варійованих факторів:
|
(3.5) |
|
(3.6) |


Вирішуючи надалі рівняння (3.5) і (3.6) щодо Т, при відомому значенні Т1 і Т2, знаходимо середню температуру в області вершини різця.
Якість опису (апроксимації) експериментальних даних оцінювали множинним коефіцієнтом кореляції R. Значення R для виразів апроксимуючих температуру в точках Т1 і Т2 складають 0,996 і 0,997 відповідно.
Залежності температури в точках установки термопар від глибини різання і подачі представлені на графіках рис. 3.13, а. Збільшення довжини контакту ріжучої кромки з оброблюваним матеріалом, а також зростання товщини зрізу при
Таблиця 3.5 - Розрахункові значення температури різання
|
S, мм/об |
v, м/с |
t, мкм |
Lcp,мм |
T1, C |
T2, C |
Tsr, C |
40 |
0,38 |
1,31 |
50 |
0,073 |
169 |
147,9 |
811 |
40 |
0,38 |
1,31 |
100 |
0,1 |
221 |
192 |
868 |
50 |
0,38 |
1,31 |
35 |
0,067 |
157 |
142 |
878 |
50 |
0,38 |
1,31 |
75 |
0,102 |
197 |
165 |
905 |
50 |
0,38 |
1,31 |
135 |
0,141 |
244 |
213 |
936 |
60 |
0,38 |
1,31 |
35 |
0,067 |
153 |
134 |
901 |
60 |
0,38 |
1,31 |
80 |
1,08 |
197 |
139 |
937 |
60 |
0,38 |
1,31 |
100 |
1,25 |
215 |
182 |
957 |
50 |
0,38 |
0,83 |
70 |
0,098 |
174 |
144 |
770 |
50 |
0,38 |
1,67 |
70 |
0,087 |
222 |
191 |
964 |
50 |
0,67 |
1,31 |
75 |
0,169 |
237 |
218 |
1085 |
50 |
0,95 |
1,31 |
75 |
0,226 |
254 |
228 |
967 |
глибини різання приводить до зростання сумарного теплового потоку, що надходить в інструмент. Навіть при незначному зростанні контактної температури це сприяє інтенсивному зростанню температур Т1 і Т2. На відміну від глибини, кут значного впливу на температуру в контрольних точках не робить (рис. 3.19, б), так як величина теплового потоку в інструмент знижується у зв’язку зі зменшенням площі контакту на його передній і задній поверхнях.
Експериментальні дослідження температури різання проводилися при обробці заготовки зі сталі ШХ-15 твердістю 60-62 HRC. Використовувалася ріжуча пластина SNUN-120408T з ПСТМ на основі КНБ. Геометричні параметри інструменту: γ = -10° (зі зміцнюючою фаскою f = -20°); lf = 0,2 мм; α = 10°. Умови обробки варіювалися в діапазонах: кут нахилу ріжучої кромки різця λ = (30-60)°; подача S =0,38-0,95 мм/об; глибина різання t = 0,05-0,15 мм; швидкість різання v = 0,5-1,5 м/с.
Умови обробки, експериментальні значення температур в контрольних точках та розрахункові величини температур різання наведені в табл. 3.5. Довжина контакту