

СОДЕРЖАНИЕ
Введение.……............................................................................................……..2
1 Специальная часть........................................................................................…5
1.1 Электрооборудование станка.......................................................................5
1.2 Электродвигатели..........................................................................................6
1.2.1 Принцип действия......................................................................................8
1.3 Управление...................................................................................................10
1.4 Эксплуатационные требования..................................................................13
2 Эксплуатация............................................ …………………….....................15
2.1 Организация обслуживания........................................................................15
2.2 Ремонты........................................................................................................20
2.3 Карта ремонта двигателя............................................................................21
3 Мероприятия по технике безопасности противопожарной
технике во время эксплуатации.......................................................................24
Заключение.........................................................................................................26
Список использованных источников…...................……………………...….27

ВВЕДЕНИЕ
Металлообработка — это процесс работы с металлами по созданию отдельных частей, сборочных узлов или больших структур (металлоконструкций). Термин охватывает широкий диапазон различных действий от построения больших кораблей и мостов до изготовления мельчайших деталей и ювелирных изделий. Поэтому термин включает в себя широкий диапазон навыков, процессов и инструментов.
Металлообработка — это непростой технологический процесс, при котором изменяется форма и размеры металла, деталям придается желаемая форма при помощи одного или нескольких методов обработки металла. Прежде всего надежность, технология любого производства, любой металлической конструкции зависит от качества выполненной металлообработки, поэтому такое задание необходимо доверять профессионалам, обладающим достаточным опытом и необходимым оборудованием, предназначенным непосредственно для данных видов металлообработки. Вообще говоря, металлообработка является необходимой частью сегодня во многих отраслях производства, строительства, ремонта, промышленности. Экономика страны, мировая экономика, промышленный уровень постоянно растет, в связи с чем, потребности в обработке металла соответственно растут. Металлообработка, пожалуй, всегда останется востребованной, пока функционирует промышленность. А так, как основная база оборудования со временем стареет, выходит из строя, роль аутсорсинга растет, как и спрос на эти услуги в целом. Выгода услуг металообработки на аутсорсинге очевидна, например в строительстве: на аутсорсинг передаются наиболее востребованные строителями операции, что позволяет отказываться от содержания материально обременительного такого рода участка по обработке металлов. Продукция, выходящая в итоге в процессе металлообработки востребована во многих сферах жизни и промышленности вплоть до дачного хозяйства.
Металлообработка — это наука, искусство, хобби, производство и торговля. Его корни охватывают культуры, цивилизации и эпохи. Металлообработка начала развиваться с обнаружения различных руд, обработки покорных и податливых металлов для производства инструментов и украшений.
Сварка — это технологический процесс получения неразъёмного соединения посредством установления межатомных и межмолекулярных связей между свариваемыми частями изделия при их нагреве (местном или общем), и/или пластическом деформировании.
Сварка применяется для соединения металлов и их сплавов, термопластов во всех областях производства и в медицине.
При сварке используются различные источники энергии: электрическая дуга, газовое пламя, лазерное излучение, электронный луч, трение, ультразвук.
Развитие технологий позволяет в настоящее время осуществлять сварку не только в условиях промышленных предприятиях, но в полевых и монтажных условиях (в степи, в поле, в открытом море и т. п.), под водой и даже в космосе. Процесс сварки сопряжен с опасностью возгораний; поражений электрическим током; отравлений вредными газами; поражением глаз и других частей тела тепловым, ультрафиолетовым, инфракрасным излучением и брызгами расплавленного металла.
Электрическая дуговая сварка. Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому бо́льшая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка плавящимся электродом, сварка под флюсом, электрошлаковая сварка.
Сварка неплавящимся электродом. В англоязычной литературе известно как en:gas tungsten arc welding (GTA welding, TGAW) или tungsten inert gas welding (TIG welding, TIGW), в немецкоязычной литературе — de:wolfram-inertgasschweißen (WIG).
В качестве электрода используется стержень, изготовленный из графита или вольфрама, температура плавления которых выше температуры, до которой они нагреваются при сварке. Сварка чаще всего проводится в среде защитного газа (аргон, гелий, азот и их смеси) для защиты шва и электрода от влияния атмосферы, а также для устойчивого горения дуги. Сварку можно проводить как без, так и с присадочным материалом. В качестве присадочного материала используются металлические прутки, проволока, полосы. Сварочный инвертор ARC 165
Сварочный инвертор на 160А, с возможностью аргонодуговой сварки и с полным комплектом просто супер для дачно-гаражных работ. Впечатляющие нагрузочные характеристики обеспечат непрерывность сварочных работ. Когда другие сварочные аппараты кипят, сварочный инвертор ARC 165 спокойно продолжает работать в режиме Non Stop
.
Уверен: компактный электросварочный полуавтомат (ЭСПА), безупречность работы которого гарантируется электроникой и защитной средой углекислого газа, в любом хозяйстве не будет лишним. Особенно при ремонте облицовки сельхозмашин или кузова автомобиля, а также при выполнении неразъёмных соединений из тонкого (например, алюминиевого или стального) листа, когда во избежание прожога площадь прогрева металла должна быть минимальной, но не в ущерб качеству шва.
Именно такой ЭСПА рекомендую смастерить в домашней мастерской или в условиях гаража, из широкодоступных узлов, деталей и материалов, при минимуме токарных и сложных слесарных операций. Ну а если возникнут трудности, связанные с электро- и радиотехникой, то ведь всегда есть возможность обратиться к опытным радиолюбителям (скажем, из числа родственников, друзей, соседей или просто знакомых и отзывчивых специалистов), которые помогут правильно собрать и отладить электронную часть сварочного полуавтомата. Благо, основные схемные решения здесь, можно сказать, классические, позаимствованные из разработок, обстоятельно рассматривавшихся ранее на страницах журнала «Моделист-конструктор».
Взять, к примеру, электропитание дуги, куда входят сварочный трансформатор Т1 (публикации о таком см. в № 8'92 и 1'96), с диодным мостом VD1-VD4 и дросселем L1, а также тиристорный регулятор напряжения (см. № 1'2000). Напряжение на первичной обмотке Т1, а значит и на самой дуге, задается с помощью резистора R5. Последний образует вместе с С1 и С2 фазосдвигающие цепочки, от которых и поступают сигналы управления тиристорами VS1 и VS2.
Сварочный инвертор ARC 165 предназначен для ручной дуговой (MMA) сварки плавящимся электродом и аргонодуговой (TIG) сварки неплавящимся электродом на постоянном токе.
Имеет встроенную функцию против залипания ANTISTICKING и защиту от тепловых перегрузок.
1 Специальная часть
1.1 Сварочный полуавтомат Кemppi Fastmig KM 400
Сварочный полуавтомат это специализированный электрический аппарат, с помощью которого можно осуществлять процесс электродуговой сварки. Сварка производится сварочной проволокой, подача которой механизирована. Однако перемещение электрода вдоль шва сварщик осуществляет вручную, тем самым регулируя и контролируя ход процесса сварки. К электроду и свариваемому изделию для образования и поддержания электрической дуги от сварочного трансформатора подводится электроэнергия. Под действием теплоты электрической дуги (до 7000°С) кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. В сварочной ванне металл электрода смешивается с расплавленным металлом изделия (основным металлом), а расплавленный шлак всплывает на поверхность, образуя защитную плёнку. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
Сварочные полуавтоматы делятся на сварочные полуавтоматы для сварки под слоем флюса, сварочные полуавтоматы для сварки в защитных газах и на сварочные полуавтоматы для сварки порошковой проволокой. На сегодняшний день приоритет и наибольшее распространение получают сварочные полуавтоматы для сварки в защитных газах. Любой сварочный полуавтомат состоит из неизменяемого набора рабочих частей. Таковыми являются: источник тока, устройство для подачи сварочной проволоки, горелка, сварочный кабель со специальными зажимами, сетевой кабель, специальный рукав, подключённый к источнику защитного газа, система пуска и управления. Сварочные полуавтоматы также делятся на стационарные, используемые в крупносерийном производстве, переносные и передвижные. Сварочные полуавтоматы могут быть подключены либо к однофазному току, либо — к трёхфазному, в зависимости от модификации аппарата. Бытовые любительские сварочные полуавтоматы, в основном, запитываются однофазным током, а трёхфазный ток используется в полупрофессиональной или профессиональной области.
Так, сварочный полуавтомат, предназначенный для работы в среде защитного газа, обеспечивает его подвод в рабочую зону и снабжен клапаном, останавливающим подачу после завершения процесса. Сварочные полуавтоматы для электросварки под флюсом имеют особую конструкцию горелки и снабжены усиленным механизмом подачи проволоки. Под действием тепла дуги расплавляются электродная проволока и основной металл, а также некоторая часть флюса. По мере удаления сварочной дуги флюс, прореагировавший с металлом, затвердевает, образуя на шве шлаковую корку.

Если проволока порошковая, то подающие ролики изготовлены так, чтобы предотвращать ее сминание.
1.1.1 Конструкция полуавтомата
FastMig™ серии КМ 300, 400 и 500 представляют собой источники питания MIG, предназначенные для профессионального применения в трехфазной электрической сети. Источник питания имеет панель управления, которая позволяет надежно управлять функциями источника питания и устройством подачи сварочной проволоки. Все стандартные электротехнические устройства без специальных электрических цепей генерируют гармонические токи в распределительную сеть. Высокие значения гармонического тока могут привести к потере или неисправностям некоторых видов оборудования.
Э то
оборудование соответствует стандарту
IEC 61000-3-12 при условии, что мощностьпри
коротком замыкании Ssc больше или равна
4,7 МВА в точке подключения между
пользовательским источником питания
и коммунальной электросетью. Подрядчик
на установку или пользователь оборудования
обязаны обеспечить, в случае необходимости
проконсультировавшись с оператором
распределительной сети, подключение
оборудования только к источнику питания,
мощность которого при коротком замыкании
Ssc выше или равна 4,7 МВА
то
оборудование соответствует стандарту
IEC 61000-3-12 при условии, что мощностьпри
коротком замыкании Ssc больше или равна
4,7 МВА в точке подключения между
пользовательским источником питания
и коммунальной электросетью. Подрядчик
на установку или пользователь оборудования
обязаны обеспечить, в случае необходимости
проконсультировавшись с оператором
распределительной сети, подключение
оборудования только к источнику питания,
мощность которого при коротком замыкании
Ssc выше или равна 4,7 МВА
Рисунок 1 - Принципиальная электрическая схема полуавтомата для сварки в среде углекислого газа и конструктивные особенности его самодельных силовых узлов

а - дроссель; б - сварочный трансформатор; в - выпрямитель; 1 - магнитопроводы; 2 - текстолит (у трансформатора - изоляционная лента); 3 - провод или шина; 4 - диод ВЛ200 (2 шт.); 5 - диод В200 (2 шт.); 6 - секция из сдвоенных радиаторов (2 шт.); 7 - шпилька с гайками и шайбами (4 компл.).
Особенность используемого здесь схемного решения такова, что каждый из тиристоров работоспособен лишь при наличии соответствующего полупериода сетевого напряжения анода. Причем открываются эти управляемые полупроводниковые приборы на время, регулируемое электрическими параметрами фазосдвигающих цепочек.
Сварочный трансформатор Т1 ничем не отличается от своих прототипов. По сути, это хорошо всем знакомый преобразователь сетевого 220-вольтного напряжения переменного тока в пониженное, 56-вольтное, выполненный на статоре от сгоревшего электродвигателя. Сечение тороидального магнитопровода, образующегося после удаления перемычек пазов у заготовки, составляет в авторском варианте 40 см2.
Как показывает практика, первичная обмотка сварочного трансформатора для ЭСПА должна содержать 220 витков медного провода диаметром 1,9 мм, лучше в стеклотканевой изоляции. Ну а во вторичной достаточно иметь, соответственно, 56 витков многожильного кабеля или шины сечением (по меди!) 60 мм2.
Диоды выпрямительного моста рассчитаны на прямой ток не менее 100 А. В целях лучшего охлаждения каждый из них снабжается радиатором, площадь теплоотдачи которого составляет 200 см2.
Очень хорош, например, мост, состоящий из двух групп мощных разнополярных вентилей В200 и ВЛ200, конструктивное исполнение которых («анодный» либо, наоборот, «катодный» отвод тепла и, соответственно, зелёный или малиновый корпуса) позволяет легко объединять их в компактный выпрямительный блок с «плюсовой» и «минусовой» половинами моста. Однородные группы скрепляются шпильками М8, а между разнородными устанавливается резиновая прокладка с двумя симметричными секциями радиаторов. Обстоятельный материал о таком техническом решении был опубликован в журнале «Моделист-конструктор» № 5 за 1997 год.
Дроссель L1 служит для надежного поджигания дуги. Магнитопроводом в данном случае служит сердечник от силового трансформатора телевизора 3-го поколения («Темп-738») или аналогичный сечением 15-20 см2.
Базовый «силовик» разбирается, с него снимаются все обмотки. Между половинами заготовки-сердечника помещаются пластины из текстолита толщиной 2 мм. Получающийся с зазором магнитопровод обматывается двумя слоями киперной ленты, поверх которой размещается обмотка, состоящая из 30 витков изолированной медной жилы или проводного жгута сечением 20 мм2.

Блок питания электродвигателя М1 подающего механизма и пневмоклапана К2 собирается по схеме параметрического стабилизатора. Трансформатор Т2 понижает сетевое напряжение до 15 В, которое после выпрямления диодным мостом VD5-VD8 сглаживается конденсатором С3 и подается на VT2, служащий регулирующим элементом. С помощью резистора R7 задается выходное напряжение стабилизатора, а значит, и скорость вращения электродвигателя М1.
При нажатии на кнопку SB2 срабатывает реле К1. Оно, в свою очередь, замыкает цепь питания электродвигателя и пневмоклапана, а диод VD13 защищает контакты К1.1 от обгорания.
В качестве К1 используется реле включения дальнего света фар. Пневмоклапан К2 от системы ЭПХХ автомобиля ВАЗ-2107. В роли Т2 приемлем любой, в том числе и самодельный, понижающий трансформатор с напряжением во вторичной обмотке 15-20 В и током 10 А. Конденсаторы и резисторы - распространённые, указанных на схеме номиналов. Исключением может служить лишь R6, сопротивление которого находят по закону Ома, где напряжение U = Uc3 - 18 (В), а ток I = 0,01 (А).
С варочная
горелка служит для подачи «электродной»
проволоки, дугового напряжения и
углекислого газа к месту сварки. Канал
для сварочной проволоки - из оболочки
1,2-мм тросика привода спидометра. В один
его конец впаивается медью трубка-направляющая
с наружной резьбой М4 на конце, а другой
впаивается в канал горелки.
варочная
горелка служит для подачи «электродной»
проволоки, дугового напряжения и
углекислого газа к месту сварки. Канал
для сварочной проволоки - из оболочки
1,2-мм тросика привода спидометра. В один
его конец впаивается медью трубка-направляющая
с наружной резьбой М4 на конце, а другой
впаивается в канал горелки.
Рисунок 2 - Механизм автоматизированной подачи сварной проволоки
1 - уголковое основание (Ст3, лист s3); 2,10 - ведущий и ведомый ролики подачи проволоки (сталь 35, после изготовления - закалить); 3 - втулка-подшипник со стопорной гайкой; 4 - выходной вал редуктора привода (от стеклоочистителя автомашины ГАЗ-69, доработанный); 5 - кронштейн под направляющие проволоки (2 шт.); 6 - направляющая-втулка с контргайками (2 компл.); 7 - сварочная проволока; 8 - ось обоймы (болт М5); 9 - прижимная планка ведомого ролика; 11 - прижимная пружина; 12 - кронштейн прижимной пружины с двумя винтами М3 (2 компл.); 13 - обойма ведомого ролика; 14 - ось ведомого ролика (болт М5); 15 - шайба (2 шт.); 16 - дистанционная втулка.
Кнопка SB2 устанавливается на П-образный кронштейн, который припаивается медью к каналу горелки. С использованием медного припоя подсоединяется (или даже прикручивается) не показанный на рисунке силовой кабель сечением 20 мм2, идущий от дросселя L1. Впаивается и медная трубка с надетым на неё шлангом для подачи углекислого газа.
Текстолитовый корпус горелки имеет разборную, не показанную на рисунке конструкцию. Все шланги и кабели собираются в жгуты и скрепляются по месту четырьмя-пятью облегченными бандажами. Для подающего механизма использован двигатель с редуктором от привода стеклоочистителя ГАЗ-69. Выходной вал редуктора укорочен до 25 мм и на конце нарезана резьба М5 лев., необходимая для самозатягивания ведущего ролика при подаче проволоки. Ведомый же ролик свободно вращается на оси диаметром 5 мм, проходящей через планки и прочно затянутой гайкой рамку, образованную обоймой и планкой.
С лицевой стороны у обоих роликов на ширине 5 мм нарезаются зубья, которые входят в зацепление друг с другом при работе механизма. Количество и модуль зубьев могут быть любыми (в данном случае z = 15; m = 2 мм). А с тыльной стороны у обоих выполняется накатка на ширине 10 мм для лучшего зацепления сварочной проволоки. Разумеется, такие ролики после их изготовления необходимо закаливать.
Рамка ведомого ролика с одного конца крепится на оси, проходящей через кронштейн и втулку, и затягивается гайкой. Толщина втулки подбирается при регулировке механизма так, чтобы на обоих роликах совпали зубья. На другом конце рамки натягивается пружина, с помощью которой сварочная проволока зажимается между роликами. Высота кронштейнов под направляющие сварочной проволоки подбирается так, чтобы она проходила посередине накатанной поверхности роликов.
Подающий механизм, пневмоклапан, выключатель SB1, резисторы R5 и R7 закреплены на текстолитовой пластине толщиной 6 мм, которая является крышкой ящика, в котором размещается электронная часть ЭСПА. На боковых стенках и в днище ящика сверлятся вентиляционные отверстия. Катушка со сварочной проволокой закрепляется хомутом на тонвале от проигрывателя.
Тонвал размещается на расстоянии 200 мм от подающего механизма так, чтобы при половинном остатке проволоки она при работе находилась на одной оси с направляющими.
Перед работой направляющие нужно подвести как можно ближе к роликам и затянуть гайками. Затем пропустить сварочную проволоку через направляющие, механизм, горелку и наконечник. Наконечник надо ввернуть в канал горелки и надеть защитный кожух, который необходимо поджать винтом. Подключив шланг от углекислотного баллона с редуктором к пневмоклапану, требуется установить с помощью редуктора давление газа около 1,5 атм. После включения питания остается лишь отрегулировать резистором R7 скорость подачи проволоки (а с помощью R5 - требуемое напряжение) и приступать к сварке.
ЭСПА может работать с проволокой диаметром 0,8-1,2 мм, требуется только менять диаметр отверстия наконечника и регулировать напряжение на дуге. Сварку лучше всего производить «углом назад» (имеется в виду угол между швом и горелкой), при этом получается стабильная дуга и качественный шов.
Однако следует учитывать и особенности. При сварке нахлесточных соединений горелку желательно направлять под углом 55-60° к плоскости листов, а при сварке тавровых соединений с вертикальным расположением стенки - под углом 45-50° к нижней стенке. Вылет проволоки (расстояние от плоскости шва до наконечника) при сварке следует устанавливать в диапазоне 5-15 мм для проволоки диаметром 0,5-0,8 мм и 8-18 мм, когда сварочная проволока толще.
Уменьшение вылета грозит быстрым загрязнением горелки брызгами металла и усложнением наблюдения за процессом сварки Вместе с тем, при таком режиме работы лучше возбуждается дуга и повышается ее стабильность.
Работать с ЭСПА необходимо в костюме сварщика, имея на руках защитные рукавицы, а на лице - маску со светофильтром, соответствующим току сварки. Причем, если Iсв составляет 15-30 А, следует пользоваться светофильтром С3, С4 желательно применять при 30-60 А. При большем токе сварки можно рекомендовать С5. а то и сверхуплотнённые светофильтры (С6 или С7), учитывая, что максимальное значение Iсв у ЭСПА порядка 120 А. Необходимо также помнить о неукоснительности соблюдения правил электро- и пожарной безопасности. Сварочный полуавтомат KEMPPI FastMig KM 400 представляет собой современную альтернативу стандартным источникам со ступенчатым регулированием характеристик. Новая технология управления обеспечивает великолепное зажигание дуги и отличные сварочные характеристики, поэтому вы можете сосредоточиться на процессе сварки и тратить меньше времени на удаление брызг расплавленного металла.
Предназначен для сварки MIG/MAG с максимально допустимой нагрузкой 400 A при производстве тяжелых и умеренно тяжелых металлоконструкций. На выбор комплектуется устройствами подачи проволоки (MF 29 или MF 33) и транспортной тележкой.
Дополнительно предлагается блок охлаждения для сварочных горелок с водяным охлаждением.
Источники питания, устройства подачи проволоки и блок охлаждения серии оборудования FastMig Basic совместимы друг с другом, поэтому при выборе оборудования всегда гарантировано правильное и индивидуальное решение для всех основных операций сварки MIG/MAG на предприятиях, занятых сборкой тяжелых металлоконструкций.
1.1.2 Электрооборудование
Источники питания FastMig серии КМ подсоединяются к трехфазной электрической сети напряжением 400 В при помощи сетевого кабеля, поставляемого вместе с аппаратом.
Аппарат снабжен 5-метровым сетевым кабелем без штепсельной вилки. Прежде, чем приступать к работе со сварочным аппаратом, проверьте сетевой кабель и установите штепсельную вилку. В случае, если кабель не соответствует местным нормам, его следует заменить кабелем, соответствующим этим нормам. См. «Технические данные».
Внимание! Сетевой кабель или вилку разрешается устанавливать или заменять только квалифицированному электрику-специалисту или электромонтажнику, уполномоченному на выполнение таких работ. Контактные зажимы для сварочного кабеля предусмотрены как на передней, так и на задней стенке сварочного аппарата. Положения клемм сварочного кабеля и кабеля заземления были показаны ранее в разделе «Введение».
В качестве сварочного кабеля используется медный кабель с резиновой изоляцией. Ниже приведены рекомендуемые значения поперечных сечений кабелей для различных моделей источников питания.
Т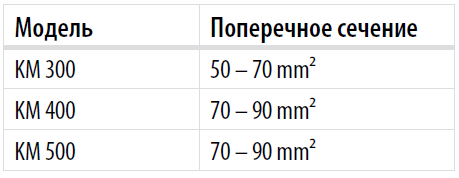 аблица
1 - Значения
поперечных сечений кабелей
аблица
1 - Значения
поперечных сечений кабелей
В приведенной ниже таблице показаны типовые допустимые нагрузки кабелей при температуре окружающего воздуха 25 °С и температуре провода 85 °С
Таблица 2 - Допустимые нагрузки кабелей
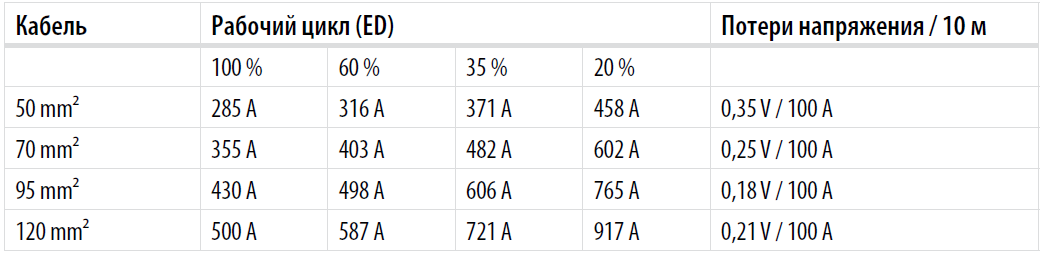
ВНИМАНИЕ! Нагрузка сварочных кабелей выше допустимых значений не допускается из-за потерь напряжения и перегрева.
Подсоедините зажим заземления непосредственно к заготовке таким образом, чтобы поверхность контакта зажима была максимальной. Место крепления зажима должно быть очищено от краски и ржавчины.
В комплект сварочного аппарата входит корпус, в нижней части которого устанавливается силовой трансформатор однофазного или трехфазного исполнения, выше располагается устройство протяжки сварочной проволоки.
В состав устройства входит электродвигатель постоянного тока с передаточным механизмом понижения оборотов, как правило, здесь используется электродвигатель с редуктором от стеклоочистителя а/ м УАЗ или "Жигули". Стальная проволока с медным покрытием с подающего барабана, проходя через вращающиеся ролики, поступает в шланг для подачи проволоки, на вы ходе проволока входит в контакт с заземленным изделием, возникающая дуга сваривает металл. Для изоляции проволоки от кислорода воздуха сварка происходит в среде инертного газа. Для включения газа установлен электромагнитный клапан. При использовании прототипа заводского полуавтомата в них вы явлены некоторые недостатки, препятствующие качественному проведению сварки: преждевременный выход от перегрузки из строя выходного транзистора схемы регулятора оборотов электродвигателя;
отсутствие в бюджетной схеме автомата торможения двигателя по команде остановки - сварочный ток при отключении пропадает, а двигатель продолжает подавать проволоку некоторое время, что приводит к перерасходу проволоки, опасности травматизма, необходимости удаления лишней проволоки специальным инструментом.
В лаборатории "Автоматика и телемеханика" Иркутского областного ЦДТТ разработана более современная схема регулятора подачи проволоки, принципиальное отличие которой от заводских- наличие схемы торможения и двукратный запас коммутационного транзистора по пусковому току с электронной защитой.
В состав принципиальной схемы регулятора подачи проволоки входит усилитель тока на мощном полевом транзисторе. Стабилизированная цепь установки оборотов позволяет поддерживать мощность в нагрузке независимо от напряжения питания электросети, защита от перегрузки снижает подгорание щеток электродвигателя при пуске или заедании в механизме подачи проволоки и выход из строя силового транзистора.
С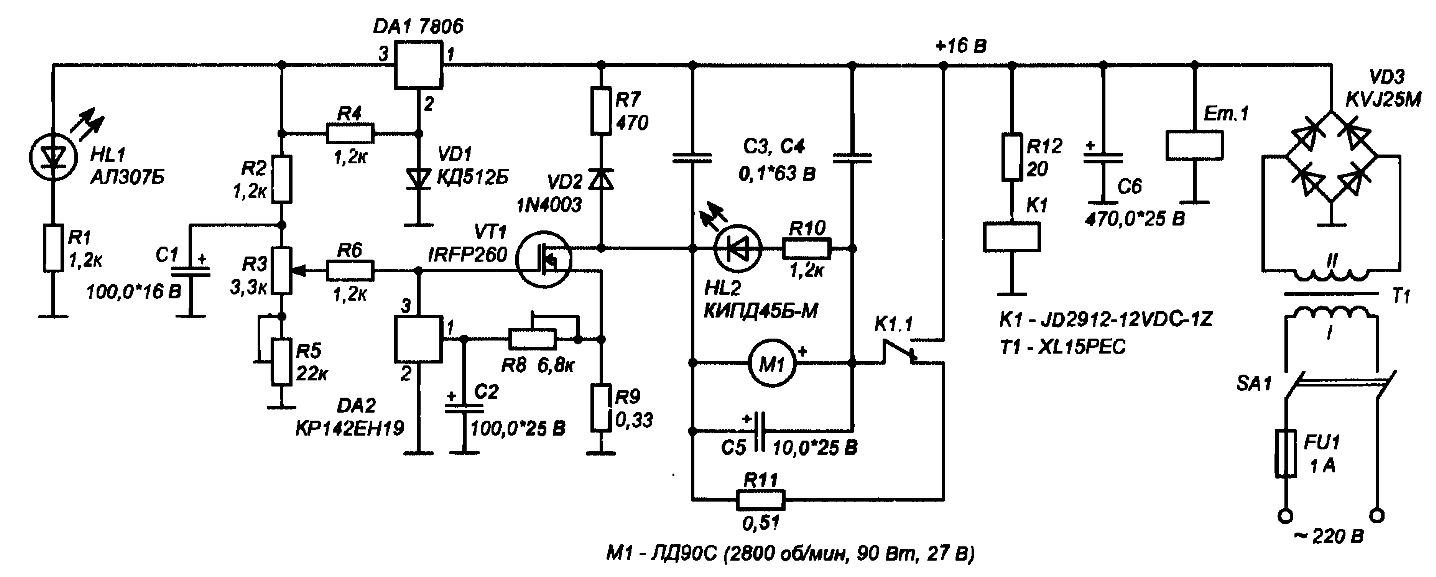 хема
торможения позволяет почти мгновенно
остановить вращение двигателя.
хема
торможения позволяет почти мгновенно
остановить вращение двигателя.
Рисунок 3 - Описание схемы регулятора сварочного полуавтомата
Напряжение питания используется от силового или отдельного трансформатора с потребляемой мощностью не ниже максимальной мощности электродвигателя протяжки проволоки.
В схему введены светодиоды индикации напряжения питания и работы электродвигателя.
Характеристика устройства:
напряжение питания, В - 12...16;
мощность электродвигателя, Вт - до 100;
время торможения, сек - 0,2;
время пуска, сек - 0,6;
регулировка
оборотов, % - 80;
ток пусковой, А - до 20.
Схема электрическая принципиальная устройства приведена на рис. 1. Напряжение с регулятора оборотов электродвигателя R3 через ограничительный резистор R6 поступает на затвор мощного полевого транзистора VT1. Питание регулятора оборотов выполнено от аналогового стабилизатора DA1, через токоограничительный резистор R2. Для устранения помех, возможных от поворота ползунка резистора R3, в схему введен конденсатор фильтра С1.
Светодиод HL1 указывает на включенное состояние схемы регулятора подачи сварочной проволоки.
Резистором R3 устанавливается скорость подачи сварочной проволоки в место дуговой сварки.
Подстроечный резистор R5 позволяет выбрать оптимальный вариант регулирования оборотов вращения двигателя в зависимости от его модификации мощности и напряжения источника питания.
Диод VD1 в цепи стабилизатора напряжения DA1 защищает микросхему от пробоя при неверной полярности питающего напряжения.
Полевой транзистор VT1 оснащен цепями защиты: в цепи истока установлен резистор R9, падение напряжения на котором используется для управления напряжением на затворе транзистора, с помощью компаратора DA2. При критическом токе в цепи истока напряжение через подстроечный резистор R8 поступает на управляющий электрод 1 компаратора DA2, цепь анод-катод микросхемы открывается и снижает напряжение на затворе транзистора VT1, обороты электродвигателя М1 автоматически снизятся.
Для устранения срабатывания защиты от импульсных токов, воз никающих при искрении щеток электродвигателя, в схему введен конденсатор С2.
К стоковой цепи транзистора VT1 подключен электродвигатель подачи проволоки с цепями снижения искрения коллектора СЗ, С4, С5. Цепь, состоящая из диода VD2 с нагрузочным резистором R7, устраняет импульсы обратного тока электродвигателя.
Двухцветный светодиод HL2 позволяет контролировать состояние электродвигателя: при зеленом свечении - вращение, при красном свечении - торможение.
Схема торможения выполнена на электромагнитном реле К1. Емкость конденсатора фильтра С6 выбрана небольшой величины - только для снижения вибраций якоря реле К1.

Большая величина будет создавать инерционность при торможении электродвигателя. Резистор R9 ограничивает ток через обмотку реле при повышенном напряжении источника питания.
Принцип действия сил торможения, без применения реверса вращения, заключается в нагрузке обратного тока электродвигателя при вращении по инерции, при отключении напряжения питания, на постоянный резистор R11. Режим рекуперации - передачи энергии обратно в сеть позволяет в короткое время остановить мотор. При полной остановке скорость и обратный ток установятся в ноль, это происходит почти мгновенно и зависит от значения резистора R11 и конденсатора С5. Второе назначение конденсатора С5 - устранение подгорания контактов К1.1 реле К1. После подачи сетевого напряжения на схему управления регулятора, реле К1 замкнет цепь К1.1 питания электродвигателя, протяжка сварочной проволоки возобновится.
Источник питания состоит из сетевого трансформатора Т1 напряжением 12...15 В и ток 8...12 А, диодный мост VD4 выбран на двух кратный ток. При наличии на сварочном трансформаторе полуавтомата вторичной обмотки соответствующего напряжения, питание выполняется от нее.
Детали схемы регулятора сварочного полуавтомата. Схема регулятора подачи про волоки выполнена на печатной плате из одностороннего стеклотекстолита размером 136*40 мм (рис. 2), кроме трансформатора и мотора все детали установлены с рекомендациями по возможной замене. Полевой транзистор установлен на радиатор размерами 100*50*20 мм. Полевой транзистор аналог IRFP250 с током 20...30 А и напряжением выше 200 В. Резисторы типа МЛТ 0,125; резисторы R9, R11, R12 - проволочные. Резисторы R3, R5 установить типа СП-ЗБ. Тип реле К1 указан на схеме или №711.3747-02 на ток 70 А и напряжение 12 В, компаратор DA2, при снижении стабилизации оборотов и защиты транзистора, из схемы можно уда лить или заменить на стабилитрон КС156А. Диодный мост VD3 можно собрать на российских диодах типа Д243-246, без радиаторов. Компаратор DA2 имеет полный аналог TL431CLP иностранного производства. Электромагнитный клапан подачи инертного газа Em.1 - штатный, на напряжение питания 12 В.
Наладка схемы регулятора сварочного полуавтомата. Наладку схемы регулятора подачи проволоки сварочного полуавтомата начинают с проверки питающего напряжения. Реле К1 при появлении напряжения должно срабатывать, обладая характерным пощелкиванием якоря.
Повышая регулятором оборотов R3 напряжение на затворе полевого транзистора VT1 проконтролировать, чтобы обороты начинали расти при минимальном положении движка резистора R3; если этого не происходит, минимальные обороты откорректировать резистором R5 - предварительно движок резистора R3 установить в нижнее положение.
При плавном увеличении номинала резистора R5, двигатель должен набрать минимальные обороты.
Защита от перегрузки устанавливается резистором R8 при принудительном торможении электродвигателя. При закрытии полевого транзистора компаратором DA2 при перегрузке светодиод HL2 потухнет. Резистор R12 при напряже нии источника питания 12...13 В из схемы можно исключить.
Схема опробована на разных типах электродвигателей, с близкой мощностью, время торможения в основном зависит от массы якоря, ввиду инерции массы. Нагрев транзистора и диодного моста не превышает 60°С.
Печатная плата закрепляется внутри корпуса сварочного полуавтомата, ручка регулятора оборотов двигателя - R3 выводится на па нель управления вместе с индикаторами: включения HL1 и двуцвет ного индикатора работы двигателя HL2. Питание на диодный мост по дается с отдельной обмотки свароч ного трансформатора напряжением 12... 16 В. Клапан подачи инертного газа можно подключить к конденсатору С6, он также будет включаться после подачи сетевого напряжения. Питание силовых сетей и цепей электродвигателя выполнить многожильным проводом в винило вой изоляции сечением 2,5...4 мм2.
Пусковая схема сварочного полуавтомата
Характеристики сварочного полуавтомата:
- напряжение питания, В - 3 фазы * 380;
- первичный ток фазы, А - 8...12;
- вторичное напряжение холостого хода, В - 36...42;
- ток холостого хода, А - 2...3;
- напряжение холостого хода дуги, В - 56;
- ток сварки, А - 40...120;
- регулирование напряжения, % - ±20;
- продолжительность включения, % - 0.
Подача проволоки в зону сварки в сварочном полуавтомате происходит с помощью механизма, состоящего из двух вращающихся в противоположных направлениях электродвигателем стальных роликов. Для снижения оборотов электродвигатель оснащен редуктором. Из условий плавной регулировки скорости подачи проволоки, скорость вращения электродвигателя постоянного тока дополнительно изменяется полупроводниковым регулятором скорости подачи проволоки сварочного полуавтомата.
В зону сварки также подается инертный газ - аргон, для устранения воздействия на процесс сварки кислорода воздуха. Сетевое питание сварочного полуавтомата выполнено от однофазной или трехфазной электросети, в данной конструкции применен трехфазный трансформатор, рекомендации по питанию от однофазной сети указаны в статье.
Т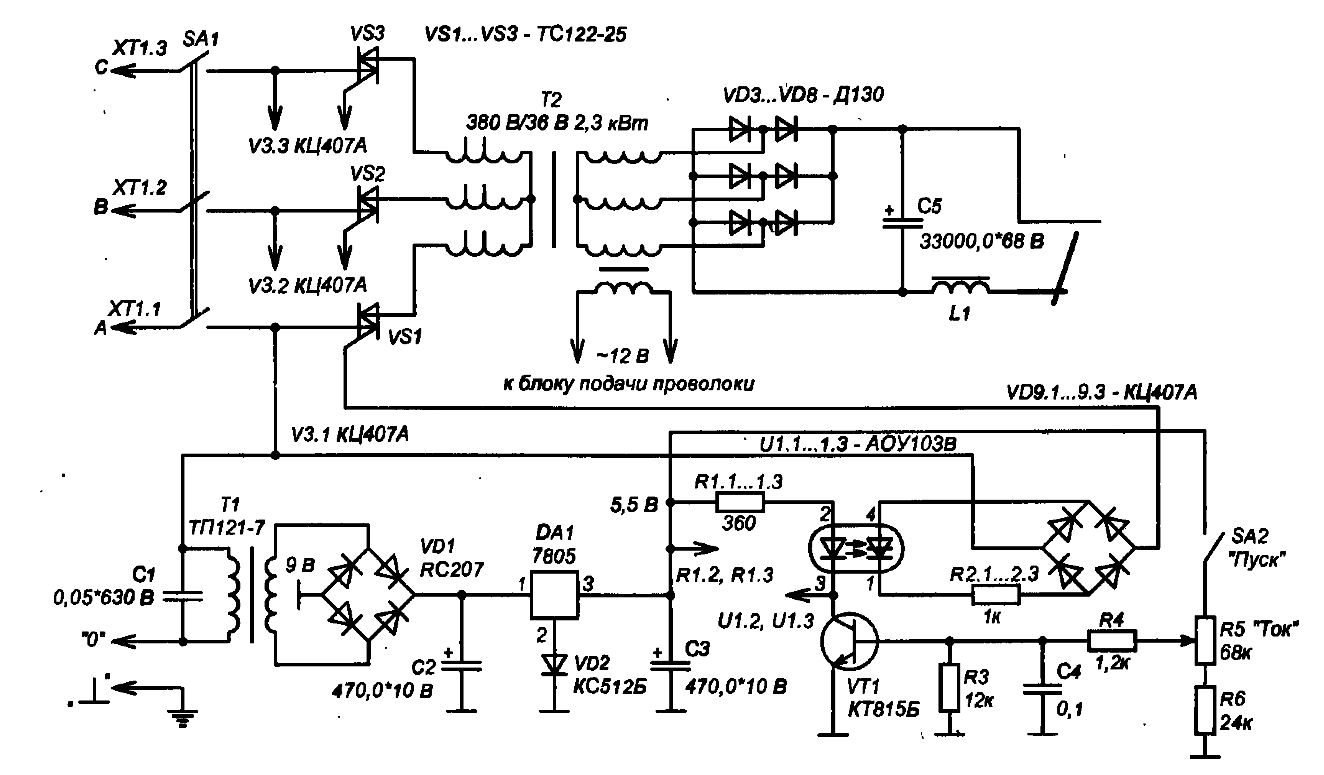 рехфазное
питание позволяет использовать намоточный
провод меньшего сечения, чем при
использовании однофазного трансформатора.
При эксплуатации трансформатор меньше
нагревается, снижаются пульсации
напряжения на выходе выпрямительного
моста, не перегружается силовая линия.
рехфазное
питание позволяет использовать намоточный
провод меньшего сечения, чем при
использовании однофазного трансформатора.
При эксплуатации трансформатор меньше
нагревается, снижаются пульсации
напряжения на выходе выпрямительного
моста, не перегружается силовая линия.
Рисунок 4 - Работа схемы пуска сварочного полуавтомата
Коммутация подключения силового трансформатора Т2 к электросети происходит симисторными ключами VS1 ...VS3 (рис. 3). Выбор симисторов вместо механического пускателя позволяет устранить аварийные ситуации при поломке контактов и устраняет звук от "хлопаний" магнитной системы. Выключатель SA1 позволяет отключить сварочный трансформатор от сети во время профилактических работ.
Использование симисторов без радиаторов приводит к их перегреву и произвольному включению сварочного полуавтомата, поэтому симисторы необходимо снабдить бюджетными радиаторами 50*50 мм.
Рекомендуется сварочный полуавтомат оснастить вентилятором с питанием 220 В, подключение его - параллельно сетевой обмотке трансформатора Т1.

Трехфазный трансформатор Т2 можно использовать готовый, на мощность 2...2,5 кВт или купить три трансформатора 220*36 В 600 ВА, используемые для освещения подвалов и металлорежущих станков, соединить их по схеме "звезда-звезда". При изготовлении самодельного трансформатора первичные обмотки должны иметь 240 витков провода ПЭВ диаметром 1,5... 1,8 мм, с тремя отводами через 20 витков от конца обмотки. Вторичные обмотки наматываются медной или алюминиевой шиной сечением 8...10 мм2, количество провода ПВЗ - 30 витков.
Отводы на первичной обмотке позволяют регулировать сварочный ток в зависимости от напряжения электросети от 160 до 230 В. Использование в схеме однофазного сварочного трансформатора позволяет применять внутреннюю электросеть, используемую для питания домашних электропечей с установочной мощностью до 4,5 кВт - подходящий к розетке провод выдерживает ток до 25 А, имеется заземление. Сечение первичной и вторичной обмотки однофазного сварочного трансформатора в сравнении с трехфазным исполнением следует увеличить в 2...2,5 раза. Наличие отдельного провода заземления обязательно.
Дополнительное регулирование тока сварки производится изменением угла задержки включения симисторов. Использование сварочного полуавтомата в гаражах и дачных участках не требует особых сетевых фильтров для снижения импульсных помех. При использовании сварочного полуавтомата в бытовых условиях его следует оснастить выносным фильтром помех.
Плавное регулирование сварочного тока выполняется с помощью электронного блока на кремневом транзисторе VT1 при нажатой кнопке SA2 "Пуск" - регулировкой резистора R5 "Ток".
Подключение сварочного трансформатора Т2 к электросети выполняется кнопкой SA2 "Пуск", на ходящейся на шланге подачи сва рочной проволоки. Электронная схема через оптопары открывает силовые симисторы, и напряжение электросети поступает на сетевые обмотки сварочного трансформатора. После появления напряжения на сварочном трансформаторе включается отдельный блок подачи проволоки, открывается клапан подачи инертного газа и при касании выходящей из шланга проволокой свариваемой детали образуется электрическая дуга, начинается процесс сварки.
Трансформатор Т1 используется для питания электронной схемы пуска сварочного трансформатора.
При подаче сетевого напряжения на аноды симисторов через автоматический трехфазный автомат SA1 к линии подключается транс форматор Т1 питания электронной схемы пуска, симисторы в это время находятся в закрытом состоянии. Выпрямленное диодным мостом VD1 напряжение вторичной обмотки трансформатора Т1 стабилизируется аналоговым стабилиза тором DA1, для устойчивой работы схемы управления.
Конденсаторы С2, СЗ сглаживают пульсации выпрямленного напряжения питания пусковой схемы.

Включение симисторов выполняется с помощью ключевого транзистора VT1 и симисторных оптопар U1.1 ... U1.3.
Транзистор открывается напряжением положительной полярности с аналогового стабилизатора DA1 через кнопку "Пуск". Использование на кнопке низкого напряжения снижает вероятность поражения оператора высоким напряжением электросети, в случае нарушения изоляции проводов. Регулятором тока R5 регулируется сварочный ток в пределах 20 В. Резистор R6 не позволяет снижать напряжение на сетевых обмотках сварочного трансформатора более 20 В, при котором резко повышается уровень помех в электросети из-за искажения синусоиды напряжения симисторами.
Симисторные оптопары U1.1...U1.3 выполняют гальваническую развязку электросети от электронной схемы управления, позволяют простым методом регулировать угол открытия симистора: чем больше ток в цепи светодиода оптопары, тем меньше угол отсечки и больше ток сварочной цепи. Напряжение на управляющие электроды симисторов поступает с анодной цепи через симистор оптопары, ограничительный резистор и диодный мост, синхронно с напряжением фазы сети. Резисторы в цепях светодиодов оптопар защищают их от перегрузки при максимальном токе. Измерения показали, что при пуске при максимальном сварочном токе падение напряжения на симисторах не превышало 2,5 В.
При большом разбросе крутизны включения симисторов их цепи управления полезно зашунтиро-вать на катод через сопротивление 3...5 кОм. На один из стержней силового трансформатора намотана дополнительная обмотка для питания блока подачи проволоки напряжением переменного тока 12 В, напряжение на который должно поступать после включения сварочного трансформатора.
Вторичная цепь сварочного трансформатора подключена к трехфазному выпрямителю постоянного тока на диодах VD3...VD8. Установка мощных радиаторов не требуется. Цепи соединения диодного моста с конденсатором С5 выполнить медной шиной сечением 7*3 мм. Дроссель L1 выполнен на железе от силового трансформатора ламповых телевизоров типа ТС-270, обмотки предварительно удаляются, а на их место наматывается обмотка сечением не ниже 2-х кратной вторичной, до заполнения. Между половинками трансформаторного железа дросселя проложить прокладку из электрокартона.