

12.Сооружение магистрального трубопровода
Магистральные газо- и нефтепроводы (рис.112) прокладывают от районов добычи до крупных промышленных зон на расстояния в несколько тысяч километров. В России такие трубопроводы сооружают в основном из труб диаметром 1020-1420мм.
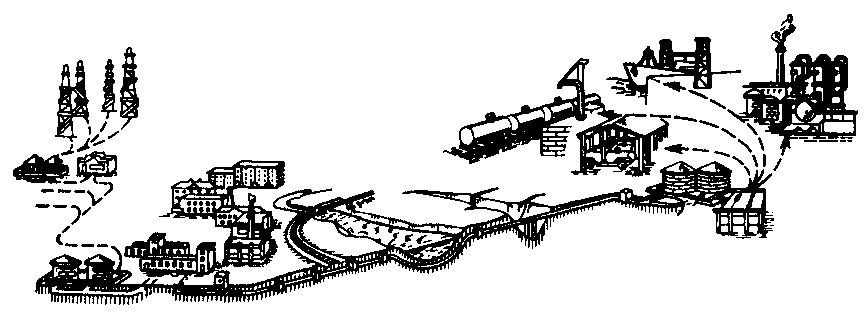
Рис.112. Магистральный нефтепровод
Укладка трубопроводов может или осуществляться последовательным наращиванием отдельных труб, или быть секционной. В первом случае все стыки сваривают без вращения труб, во втором — отдельные трубы длиной 12м после выгрузки из вагонов (рис.113) доставляют на временные полевые базы, собирают в секции длиной 36м и затем перевозят непосредственно на трассу труботранспортными машинами (рис.114).

Рис.113. Разгрузка труб из вагонов
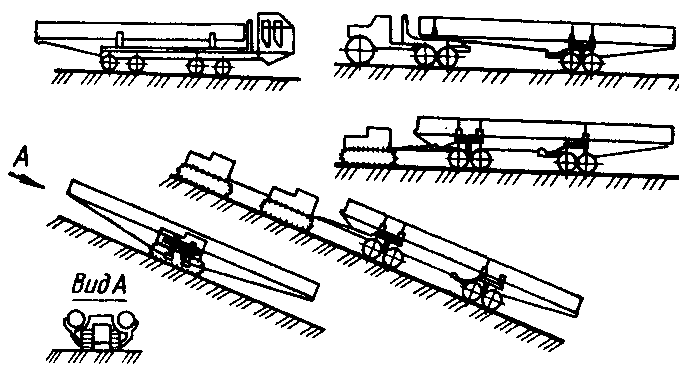
Рис.114 Схемы труботранспортных машин
При соединении секций в непрерывную нитку в основу организации сварочно-монтажных работ положен поточный метод. Сооружаемый трубопровод является как бы неподвижным конвейером, вдоль которого движется механизированная колонна, ритмично выполняя все технологические операции с производительностью примерно 1км в сутки (рис.115).
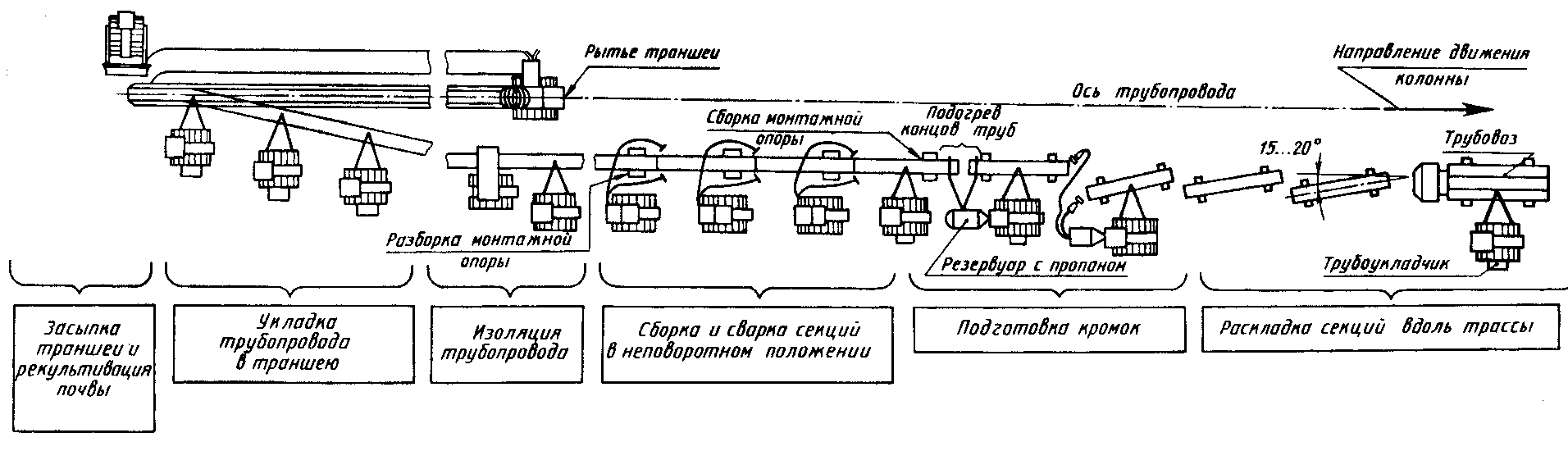
Рис.115 Схема выполнения работ на трассе при дуговой сварке
Секции труб, доставляемые на трассу труботранспортными машинами (рис.114), укладывают вдоль трассы (рис.115) под углом 15-20° на раскладочные опоры трубоукладчиком. После зачистки концов при сварке труб из низколегированных сталей выполняют подогрев концов труб (рис.115) перед сваркой. Закончив сварку корневого шва, опускают свободный конец секции на монтажную опору (рис.115). После завершения сварки (рис.115) трубопровод поднимают трубоукладчиками, убирают монтажную опору, а трубопровод изолируют и укладывают в траншею. После засыпки траншеи выполняют рекультивацию почвы.
12.1.Трубосварочная база
Полевые трубосварочные базы предназначены для соединения отдельных труб в секции с применением автоматической сварки и механизации сборочных и транспортных операций. Существует несколько конструкций передвижных или полустационарных полевых баз. В качестве примера рассмотрим работу трубосварочной базы БТС-143.
Трубосварочная база БТС-143 состоит из линии обработки кромок 1, линии сварки двухтрубных секций 2 и линии сварки трехтрубных секций 3. Трубы из накопителя поступают на роликовый конвейер с приводными и неприводными транспортными роликами и подаются к станкам подготовки кромок. После обработки кромок первая труба проходит в конец линии 1 и там передается на линию 2. Вторую трубу перемещают для обработки второго торца к станку и затем вслед за первой трубой — на линию 2. Третья труба после обработки кромок на станке поступает на линию 3.
На линии 2 собирают и сваривают стык между первой и второй трубой с помощью центратора наружной и внутренней сварочных головок. Сваренная из двух труб секция передается на линию 3, на которой она собирается и сваривается с третьей трубой так же, как и в предыдущем случае.
Рассмотрим более детально работу механизмов трубосварочной базы в соответствии с технологическим процессом. После того как труба 1 роликами роликового конвейера передана на другую позицию, поворот системы рычагов с помощью пневмоцилиндра приводит к выдаче очередной трубы 2 для укладки на роликовый конвейер и перемещению на шаг всех труб накопителя. При обратном ходе пневмоцилиндра происходит плавное опускание трубы 2 (масса трубы около 10т) на роликовый конвейер и отсекание трубы 3.
Внутренний гидравлический центратор имеет механизм с радиальным приложением сил к кромкам труб двумя рядами центрирующих элементов (башмаков) . Первая поданная на центратор труба закрепляется первым рядом центрирующих элементов. Вторая труба подается до упора в первую и закрепляется левым рядом центрирующих элементов, как показано. У стыкуемых труб устраняется возможная эллипсность торцов, и совмещаются кромки. Далее трубы поднимаются гидроподъемниками с роликами, включается привод вращения роликов роликового вращателя и выполняется сварка первого наружного слоя шва. После окончания сварки этого слоя внутренний центратор освобождается и перемещается вправо так, чтобы закрепленная на нем головка для сварки внутреннего слоя совпала с плоскостью стыка. Снова включается привод вращения, и производится одновременная сварка внутреннего и второго наружного слоя. Сваренная двухтрубная секция опускается на ролики привода продольного перемещения, по которым она поступает к перегружателю на линию сборки и сварки с третьей трубой, где операции выполняются по аналогичной технологии.