

8.8.Цементные печи
При изготовлении корпуса цементной печи (рис.61) характер членения всей конструкции на отдельные транспортные элементы определяется прежде всего способом их доставки на место монтажа. Железнодорожным транспортом обечайки корпуса поставляются или по частям на обычной платформе, или целыми обечайками длиной 2м с использованием колодцевых платформ. Перевозка обечаек большой длины возможна только автомобильным или водным транспортом. Заполнение разделки кольцевых стыков производится автоматической сваркой под флюсом с двух сторон с использованием роликового стенда (рис.62) или механизма вращения печи на опорных роликах (см. рис. 61).

Рис.61 Расчленение печи на укрупненные монтажные блоки

Рис. 62. Роликовый стенд для сварки кольцевых и продольных швов на монтаже
9.Сосуды, работающие под давлением
9.1.Тонкостенные сосуды
Сосуды, работающие под давлением, обычно изготовляют в форме цилиндра (рис. 63,6), тора (рис. 63,в) или сферы (рис. 63,а). Характерными для сосудов являются стыковые соединения. Обечайки сваривают прямолинейными продольными швами. Кольцевыми швами соединяют сферические донышки и обечайки, круговыми швами вваривают штуцера в сферические, цилиндрические и торовые элементы.

Рис.63 Типы сосудов давления
Тонкостенные сосуды (толщиной до 7мм) изготовляют как из низкоуглеродистых и низколегированных сталей низкой и средней прочности, так и из сталей высокопрочных и особопрочных, сплавов титана, алюминия, магния, применяя сварку в защитных газах.
Примеры конструктивного оформления стыковых соединений показаны на рис.64. Соединение без подкладки (рис.64,а) является основным, но представляет трудности для сборки и сварки с полным проплавлением. Соединения с остающейся подкладкой (рис. 64,6) позволяют упростить сборку и сварку кольцевого шва, но применимы лишь для сталей низкой и средней прочности, которые обладают хорошей свариваемостью и малой чувствительностью к концентраторам напряжений. Соединение с местным утолщением стенки в зоне шва (рис.64,в) используют в случае необходимости компенсировать разупрочнение основного металла в зоне соединения.
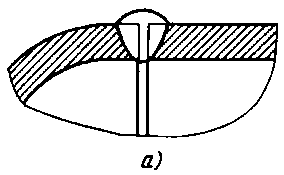
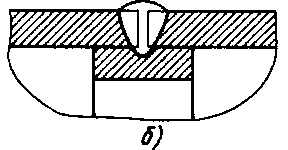
Рис.64 Конструктивное оформление кольцевых стыков
Примеры конструкций сварных сосудов показаны на рис.65-67. Корпус фильтра (рис. 65) имеет тонкостенную оболочку и жесткий фланец. Такая конструкция позволяет выполнять сборку и сварку кольцевого шва между обечайкой и донышком на разжимной оправке. В замкнутой конструкции баллона для газа (рис.67) подобный прием неприменим. Поэтому для удобства сборки и сварки кольцевых швов используют остающиеся подкладки. В конструкции сферического сосуда из титанового сплава (рис. 66) применяют для повышения надежности работы кольцевых швов утолщение кромок в зоне сварного шва.
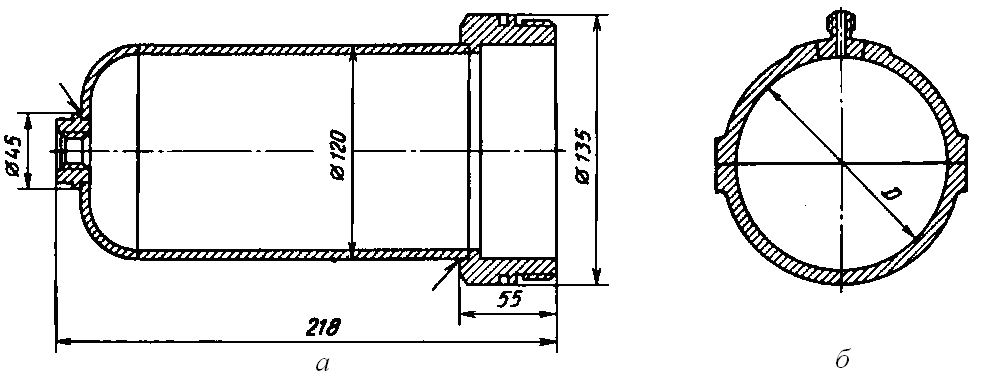
Рис.65,а-Корпус фильтра б-Сферический сосуд из титанового сплава
Рис.66 баллон для газа
На рис.67,а-в показаны примеры конструктивного оформления соединений штуцера с оболочкой тонкостенного сосуда.
Рис.67 Варианты соединения штуцера с оболочкой
На рис.68 показано поперечное сечение приспособления для прижима кромок. Кромки обечайки прижимаются к ложементу 2 с подкладкой 3 клавишными прижимами 1, закрепленными на балках 5. Давление на клавиши передается пневмошлангами 4. Установка и прижатие кромок обечайки производятся в такой последовательности.
Рис.68. Приспособление для прижима кромок продольного шва
Поворотом эксцентрикового валика 1 (рис.69) из прокладки выдвигаются фиксаторы 2, после чего до упора в них справа заводится первая кромка и зажимается подачей воздуха в шланг. Затем фиксаторы убирают, вторую кромку подают до упора в зажатую первую и зажимают своими прижимами. Таким образом достигается точная установка свариваемого стыка по оси подкладки.
Рис. 69 Работа устройства ориентирования кромок продольного шва