

1.3.8. Соединения деталей машин
Связи между деталями в машине могут быть подвижными (шарнир) и неподвижными - резьбовые, сварные, шпоночные и т.д. Неподвижные связи называют соединениями. Различают соединения разъемные (резьбовые, штифтовые, клиновые, шпоночные, шлицевые) и неразъемные - сварные, клеевые, заклепочные, прессовые.
1.3.8.1. Резьбовые соединения
Резьбы могут быть цилиндрические и конические в зависимости от того, на какой поверхности они нарезаны. По профилю резьбы их разделяют на треугольные, прямоугольные, трапецеидальные, круглые. По направлению винтовой линии различают правую и левую резьбы.
Резьба может быть одно - и многозаходной. Все крепежные резьбы - однозаходные.
Резьбы характеризуются следующими геометрическими параметрами:
d - наружный диаметр резьбы;
d1 - внутренний диаметр резьбы;
d2 - средний диаметр резьбы (там, где ширина выступа равна ширине впадины);
h - рабочая высота профиля, по которой соприкасаются витки болта и гайки;
s - шаг резьбы.
Основные типы крепежный резьбовых деталей: болты (с гайкой), винты, шпильки. Основным преимуществом болтового соединения является отсутствие необходимости нарезания резьбы в соединяемых деталях.
В конструкциях машин необходимо предохранять гайки от самоотворачивания, вследствие вибрации и т.д. Это делают следующими способами: с помощью контргайки, пружинной шайбы; применением натяга в резьбе; жестким соединением гайки с болтом посредством шплинта или проволоки; шайбой, отогнутой на грань гайки или прихваткой сваркой.
Болты, винты, шпильки, гайки, шайбы стандартизованы. Условия прочности резьбы:
по напряжениям смятия
 ,
,
где z
- число витков резьбы в гайке (![]() );
);
Р - сила, действующая на резьбу (растягивающая болт);
по напряжениям среза
 - для болта;
- для болта;
![]() - для гайки.
- для гайки.
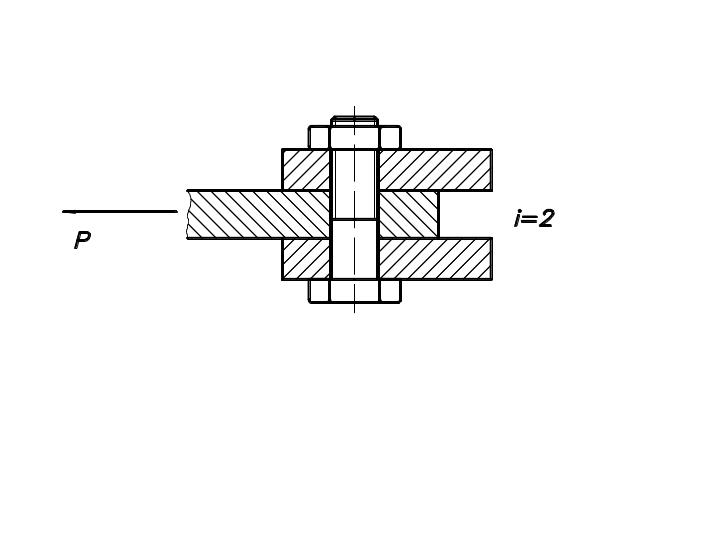
Для треугольной резьбы К = 0,8; для прямоугольной - К = 0,5. Тело болта считают на растяжение . Иногда болт стоит в отверстии детали без зазора (призонный болт). Тогда он проверяется на срез
 ,
,
где i - число плоскостей среза.
Определение необходимой силы затяга болтов Р зависит от условий работы соединения, в котором установлены болты (zв, фланцевое соединение корпуса и крышки аппарата).
1.3.8.2. Заклепочные соединения
Некогда широко распространенный вид неразъемного соединения сегодня почти полностью вытеснен сваркой. Применяется в медной аппаратуре, судостроении, мостостроении, в рамах автотранспорта.
Заклепочные соединения подразделяются на прочные (в металлоконструкциях), прочноплотные (в резервуарах высокого давления), плотные (в резервуарах с небольшим давлением). Заклепки считают на срез.
1.3.8.3. Сварные соединения
Сегодня это самый распространенный вид неразъемного соединения. Существуют десятки разновидностей сварки. Более подробно о них будет идти речь в курсе основ технологии. Здесь ограничимся упоминанием о некоторых наиболее важных видах сварки.
Электродуговая сварка основана на использовании тепла электрической дуги для расплавления металла соединяемых деталей. Чтобы при этом предохранить металл в ванне от окисления, применяют специальную обмазку электродов, либо ведут сварку под слоем флюса, либо в среде защитных газов.
При электрошлаковой сварке источником нагрева служит тепло, выделяющееся при прохождении тока через шлаковую ванну от электрода к изделию. Эта сварка предназначена для соединения деталей большой толщины.
Контактная сварка основана на использовании повышенного омического сопротивления в стыке деталей. По методу осуществления может быть точечной, роликовой.
В последнее время распространяется плазменная сварка. Для соединения миниатюрных ответственных элементов используют лазерную сварку, а также сварку электронным лучом в вакууме.
При расчете сварных конструкций используют зависимости, изученные в сопромате, но вводятся коэффициенты ослабления сварного шва, величина которых зависит от способа осуществления сварки.