

5.2.3. Радиометрический контроль
Этот метод контроля (иначе – радиометрия) состоит в измерении интенсивности пучка излучения, прошедшего сквозь просвечиваемый объект, с помощью ионизационных камер или различных счетчиков – сцинтиляционных, полупроводниковых или газоразрядных.
Радиометрический метод бесконтактен и по сравнению с радиографическим считается более экономичным (за счет сокращения обслуживающего персонала и экономии пленки), более производительным (за счет непрерывности и автоматизации контроля) и более чувствительным – до 0,5÷1%.
В автоматическом варианте радиометрического контроля деталь с постоянной скоростью перемещается между соосно расположенными источником и детектором излучений, а регистрирующее устройство записывает “кривую” дефектов на самописце – линию, высота которой пропорциональна величине электрического сигнала, которая в свою очередь зависит от интенсивности прошедшего излучения.
Радиометрические дефектоскопы проще в эксплуатации, чем рентгенотелевизионные установки, но область их применения ограничена однотипными деталями простой формы. Кроме того, одинаковое возмущение электрического сигнала на выходе детектора может быть вызвано различными дефектами, что усложняет их идентификацию.
5.3. Рентгеновская вычислительная томография
Р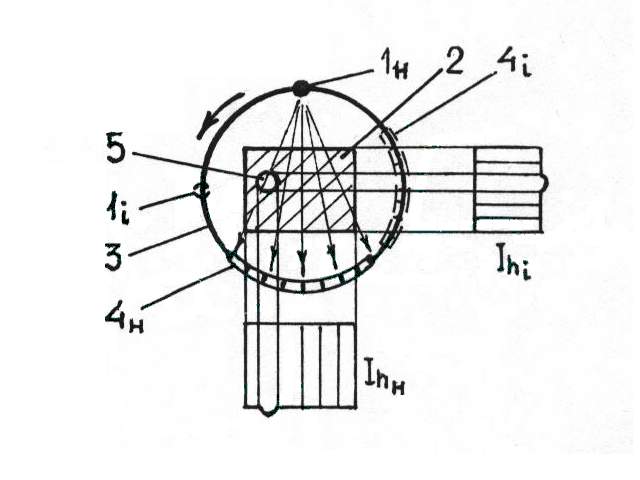 ентгеновская
вычислительная томография основана
на получении изображения поперечного
слоя изделия с помощью компьютерной
математической обработки множества
рентгеновских изображений этого слоя,
сделанных под разными углами (рис. 5.6).
ентгеновская
вычислительная томография основана
на получении изображения поперечного
слоя изделия с помощью компьютерной
математической обработки множества
рентгеновских изображений этого слоя,
сделанных под разными углами (рис. 5.6).
Рис. 5.6. Схема рентгеновской томографии: 1 – источник излучения; 2 - изделие; 3 – вращающаяся рама томографа; 4 – линейка детекторов; 5 - дефект (Ih – интенсивность излучения за изделием; «н» - начальное положение рамы; «i» - i-тое положение рамы)
Первое поколение томографов отличалось высокой сложностью аппаратурного оформления и ограниченной производительностью. Так, на получение изображения контролируемого слоя изделия затрачивалось около 5 минут. Для повышения производительности контроля в современных томографах используют линейку детекторов 4, работающих одновременно, и веерный плоский рентгеновский луч. При непрерывном вращении рамы 3 осуществляется считывание сигналов со всех детекторов линейки. Длительность одного поворота рамы составляет всего около 5 секунд.
В результате вычислительной обработки множества проекций интенсивности излучения, прошедшего сквозь один и тот же контролируемый слой, удается установить точную форму и глубину залегания дефекта, изображение которого может быть выведено на экран дисплея, сохранено в памяти компьютера и распечатано с помощью принтера.
Вычислительная томография позволяет получить недостижимую обычными рентгеновскими установками чувствительность (до 0,2-0,5%) и разрешающую способность при контроле сложных изделий с дефектами, отличающимися по плотности от материала детали в десятых долях процента.